Índice
A fundição sob pressão e a moldagem por injeção de pó metálico (MIM) podem ser opções na escolha de um processo de fabrico para uma peça metálica. Ambos permitem a produção em série de peças metálicas complexas, mas diferem no princípio de funcionamento, na estrutura de custos e no âmbito de aplicação.
A seguir, será comparada e explicada a diferença entre dois processos, desde o princípio de funcionamento até ao custo, para que os designers de produto, os engenheiros de aprovisionamento ou os consultores de fabrico possam tomar a decisão de produção mais adequada para as novas peças.
1. O que é a fundição sob pressão?

A fundição sob pressão é um processo de fundição de metais que consiste em injetar metal fundido na cavidade de um molde (matriz) sob alta pressão. O metal fundido solidifica no molde após um arrefecimento rápido, sendo possível obter uma peça metálica com formato preciso após a desmoldagem. O ciclo é curto, com uma duração que varia entre alguns segundos e alguns minutos, o que o torna adequado para a produção em série.
Os metais não ferrosos são utilizados principalmente na fundição sob pressão, sendo as ligas de alumínio, zinco e magnésio os tipos mais comuns. As ligas de alumínio representam aproximadamente 80% da produção global de fundição sob pressão, sendo amplamente utilizadas na indústria automóvel, eletrónica e de bens de consumo. Os metais ferrosos, como o ferro e o aço, não são, em geral, utilizados nos processos tradicionais de fundição sob pressão devido aos seus elevados pontos de fusão.
Um molde de fundição sob pressão é composto por duas matrizes de aço temperado e pode ser reutilizado centenas de milhares de vezes. O custo de produção do molde é elevado, com preços que variam normalmente entre $1 200 e $4 200. No entanto, o custo unitário é extremamente baixo na produção em série, o que constitui uma das vantagens da fundição sob pressão.
A gama de pesos das peças moldadas por injeção é ampla, variando entre peças pequenas com 30 gramas e peças grandes com mais de 10 quilogramas. A rugosidade da superfície situa-se entre Ra 1,6 e 3,2 μm, pelo que, na maioria das aplicações, não é necessário qualquer pós-processamento. No entanto, em algumas peças, é necessário o corte de rebarbas.
2. O que é a moldagem por injeção de pó metálico?
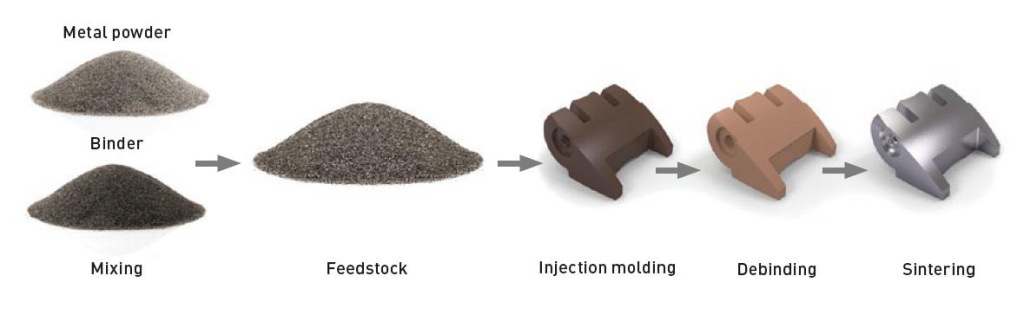
A moldagem por injeção de pó metálico (MIM) é um tipo de processamento de metais que combina a moldagem por injeção de plástico com a metalurgia do pó, tendo sido inventada por Raymond Welch na década de 1970. O conceito central consiste em misturar pó metálico fino (com partículas de dimensão inferior a 10 micrómetros) com um aglutinante para produzir uma matéria-prima fluida e injetá-la no molde utilizando uma máquina de injeção. O aglutinante é depois removido através do desaglutinamento e da sinterização após a moldagem, para que os pós metálicos possam ser consolidados em peças metálicas totalmente densas.
O processo de produção do MIM divide-se em quatro etapas principais.
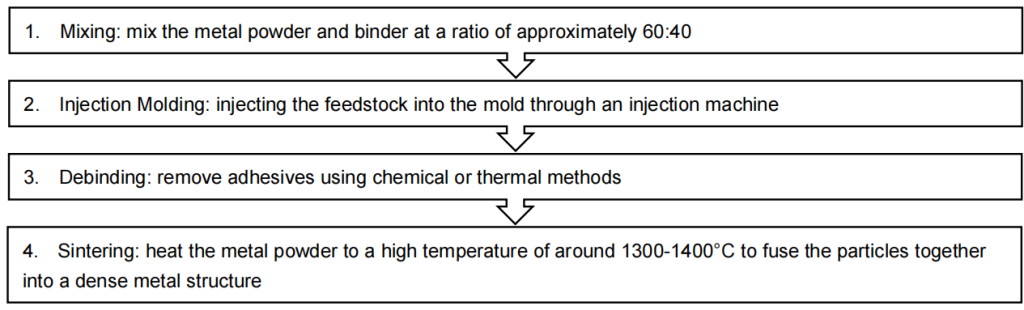
O volume da peça irá diminuir cerca de 15-20% durante a sinterização, que é a etapa que exige o cálculo mais preciso. Para compensar a contração da sinterização, o tamanho do molde deve ser sobredimensionado, de modo a garantir que as dimensões da peça final cumpram os requisitos de projeto. Esta é também uma das razões pelas quais o projeto e o fabrico de moldes MIM apresentam grandes dificuldades.
A ampla seleção de materiais constitui uma grande vantagem do MIM. Tanto os metais não ferrosos como os ferrosos, incluindo o aço inoxidável, o aço para ferramentas, as ligas de titânio e as ligas à base de níquel, podem ser processados através do MIM, o que não é possível com a fundição sob pressão. A densidade das peças MIM pode atingir 95% a 99% da densidade teórica. Com propriedades mecânicas próximas das peças forjadas, as peças MIM são superiores às peças convencionais de metalurgia do pó.
3. Quais são as diferenças entre os princípios da fundição sob pressão e da moldagem por injeção de pó metálico?

O estado das matérias-primas constitui a diferença fundamental entre os dois processos. Na fundição sob pressão, utiliza-se metal fundido, enquanto na moldagem por injeção de pó metálico se recorre a uma mistura de pó metálico sólido e aglutinante. Devido a esta diferença fundamental, o seu desempenho é diferente em todos os aspetos.
Requisitos de temperatura: | Na fundição sob pressão, é necessário aquecer o metal acima do seu ponto de fusão. Por exemplo, o ponto de fusão da liga de alumínio é de aproximadamente 660 °C, e a temperatura real de vazamento situa-se normalmente entre 700 e 750 °C. Por outro lado, a temperatura de injeção no MIM é relativamente mais baixa, uma vez que basta aquecer até à temperatura de amolecimento do aglutinante, que se situa entre os 150 e os 200 °C. A alta temperatura só é necessária na fase final de sinterização. Isto indica que o processo MIM permite processar metais com pontos de fusão extremamente elevados (como o tungsténio e o molibdénio), que não podem ser processados por fundição sob pressão. |
Complexidade e precisão: | A estrutura do molde de fundição sob pressão é relativamente simples, mas existem algumas limitações no projeto das peças. Por exemplo, a variação na espessura das paredes não pode ser demasiado grande e o ângulo de desmoldagem não pode ser demasiado pequeno. Por conseguinte, é difícil produzir peças com estruturas internas de cavidades complexas. Por outro lado, praticamente qualquer forma que a moldagem por injeção de plástico consiga alcançar pode ser produzida por MIM, incluindo paredes finas (com espessuras tão reduzidas quanto 100 micrómetros), cavidades internas complexas e detalhes finos. |
Limitação no tamanho das peças: | O processo MIM permite produzir peças pequenas e de precisão, com um peso que varia entre os 15 e os 20 gramas. É difícil produzir peças com peso superior a 50 gramas através do processo MIM, enquanto a fundição sob pressão permite produzir peças cujo peso varia entre algumas dezenas de gramas e mais de 10 quilogramas. |
Requisitos de pós-processamento: | A rugosidade superficial das peças MIM pode atingir Ra 1 μm, pelo que, normalmente, não é necessário qualquer pós-processamento adicional. Trata-se de um processo de «forma final», o que significa que a forma do produto acabado é altamente consistente com a forma do molde, resultando num desperdício mínimo de material. A superfície da peça fundida por injeção é relativamente rugosa e requer a remoção de rebarbas, bem como usinagem secundária por CNC em algumas aplicações de precisão. |
4. O que é mais caro: a fundição sob pressão ou a moldagem por injeção de pó metálico?
Nas comparações de custos, é necessário ter em conta várias perspetivas. O custo depende da complexidade das peças, da dimensão do lote e dos materiais.
Custo do molde: | Os custos dos moldes para ambos os processos não são baixos, com os moldes MIM a custar cerca de $1,400 a $2,800 e os moldes de fundição sob pressão entre $1,200 e $4200. A vida útil dos moldes MIM é mais curta do que a dos moldes de fundição sob pressão, devido à natureza abrasiva do pó metálico. Isto resulta em substituições mais frequentes dos moldes, o que constitui um custo a longo prazo que é facilmente ignorado. |
Custo das matérias-primas: | O preço do pó metálico fino utilizado no processo MIM é superior ao dos lingotes de liga de alumínio comuns utilizados na fundição sob pressão. No entanto, no processo MIM quase não há desperdício de material, enquanto a fundição sob pressão exige a remoção dos canais de alimentação e das rebarbas, o que resulta numa menor aproveitamento do material. |
Custo de processamento: | A fundição sob pressão apresenta um ciclo de produção curto e um elevado grau de automatização, com um custo de processamento por peça mais baixo. Por outro lado, o processo MIM requer um ciclo de produção mais longo e um maior consumo de energia devido aos dois processos adicionais de remoção do aglutinante e sinterização, o que resulta num custo de processamento relativamente mais elevado. |
Conclusão geral sobre os custos:
A fundição sob pressão pode ser até 30% mais económica do que o MIM na produção de peças de grandes dimensões com formas simples. No entanto, será necessário um elevado nível de pós-processamento se se recorrer à fundição sob pressão ou à maquinagem para produzir peças pequenas de precisão com formas complexas. Nesse caso, o MIM será uma opção mais económica, uma vez que se trata de um processo de uma única etapa, sem necessidade de pós-processamento.
5. Áreas de aplicação da fundição sob pressão e da moldagem por injeção de pó metálico
Cada um dos dois processos tem os seus pontos fortes em diferentes setores, e, por vezes, ambos são utilizados na mesma fábrica para dar resposta às necessidades de peças diferentes.
Principais aplicações da fundição sob pressão:
O maior mercado de aplicação da fundição sob pressão é a indústria automóvel, que representa aproximadamente 70% da produção global de fundição sob pressão. Inclui o bloco de cilindros do motor, a caixa da transmissão, o cubo da roda e a estrutura do radiador. Na indústria dos veículos elétricos, a fundição sob pressão assume uma importância cada vez maior devido à tendência para a redução de peso através do uso de alumínio. A indústria da eletrónica de consumo é também um mercado importante para a fundição sob pressão, como é o caso da estrutura em alumínio do MacBook da Apple e da estrutura metálica do iPhone da Apple.
Principais aplicações do MIM:
Os dispositivos médicos constituem uma das aplicações mais importantes da tecnologia MIM, incluindo peças que exigem geometria complexa, elevada resistência e excelente biocompatibilidade, tais como instrumentos cirúrgicos e suportes dentários. Mais de 70% de aparelhos ortodônticos são produzidos através da tecnologia MIM. Além disso, a tecnologia MIM é também aplicada na indústria de armas de fogo para produzir pequenas peças metálicas complexas, tais como o conjunto do gatilho e o cão. A forma final pode ser obtida numa única etapa utilizando a tecnologia MIM, o que permite substituir a maquinagem tradicional e reduzir custos. Por conseguinte, é também aplicada em conectores de precisão para eletrónica 3C, peças de relógios e componentes estruturais de precisão para o setor aeroespacial.
6. Como escolher entre a fundição sob pressão e a moldagem por injeção de pó metálico?
Antes de escolher o tipo de processo, devem ser tidas em conta as seguintes questões.
Qual é o tamanho das peças? |
A fundição sob pressão é a opção recomendada para peças com peso superior a 50 g, uma vez que o MIM é ineficiente e dispendioso para peças de grandes dimensões. O MIM será uma opção adequada para peças minúsculas e complexas. |
Que materiais são necessários? |
A fundição sob pressão é a técnica preferida quando o material da peça é alumínio, zinco ou uma liga de magnésio. O MIM é a única opção quando se utiliza aço inoxidável, liga de titânio ou liga resistente ao calor, uma vez que a fundição sob pressão não permite o processamento destes materiais. |
Qual é o grau de complexidade das peças? |
A fundição sob pressão é mais eficiente se a forma das peças for simples. No caso de peças com paredes finas, cavidades internas complexas ou características intrincadas, o MIM é a técnica preferida devido à sua capacidade superior de moldagem. |
Qual é o tamanho do lote? |
Ambos os processos são adequados para a produção em massa, mas o custo do molde na fundição sob pressão revela-se mais rentável em volumes maiores, devido à amortização. Os custos do molde em ambos os processos são elevados se o volume de produção for reduzido (menos de alguns milhares de unidades) e, nesse caso, devem ser considerados outros processos, como a fundição em areia. |
Quais são os requisitos relativos à qualidade da superfície? |
Se for necessário um acabamento superficial semelhante ao da usinagem, o MIM é a técnica preferida, uma vez que o seu Ra de 1 μm é superior ao Ra de 1,6-3,2 μm obtido na fundição sob pressão. A fundição sob pressão é adequada para os requisitos de um acabamento superficial industrial geral. |
Não existe uma escolha universalmente melhor, mas apenas a mais adequada.
A fundição sob pressão e o MIM são processos complementares, podendo existir duas linhas de produção para dar resposta às necessidades de peças de diferentes tamanhos e complexidades na mesma linha de produção, na mesma fábrica. A escolha mais adequada pode ser feita logo na fase inicial de conceção, através da compreensão dos limites de ambos os processos, permitindo assim evitar custos elevados de reformulação decorrentes da escolha de processos inadequados.