Índice
Um molde afeta a qualidade, o custo e a taxa de rendimento das peças fundidas produzidas. Compreender os métodos de fabrico, a vida útil e os critérios de aceitação dos moldes é importante para os compradores que estão a dar os primeiros passos em projetos de fundição de metais.
Serão explicados o método de fabrico dos moldes e a sua durabilidade. Além disso, os engenheiros de aprovisionamento ou os compradores poderão ter dúvidas sobre como verificar a qualidade do produto e sobre os trabalhos de manutenção. Estas questões serão também abordadas a seguir.
1. Processo de fabrico de moldes para fundição de metais
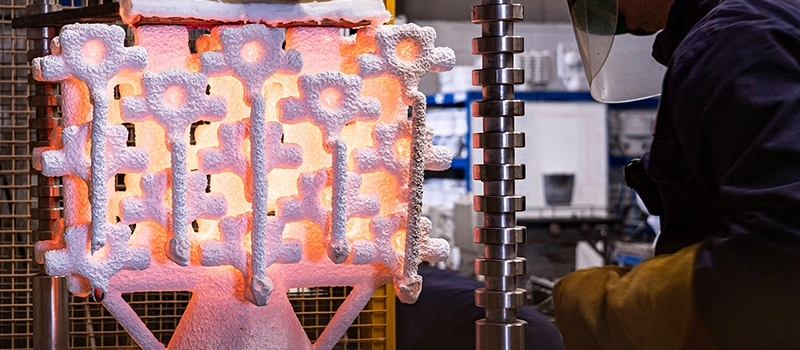
Os moldes para fundição de metais, especialmente os moldes para fundição sob pressão, são ferramentas de aço de alta precisão. Permitem que o metal fundido seja injetado sob alta pressão e, posteriormente, assuma a forma projetada após o arrefecimento e a solidificação. O processo de fabrico dos moldes pode ser dividido em várias etapas.
Conceção de moldes e modelação assistida por computador (CAD) |
A cavidade do molde, o sistema de alimentação, a localização dos pinos ejetores e os canais de água de arrefecimento são concebidos com base nos desenhos 3D. É importante ter em conta a contração do metal e o ângulo de desmoldagem nesta fase, uma vez que quaisquer erros aqui cometidos afetarão diretamente a taxa de rendimento da produção. |
↓
Seleção do aço e transformação preliminar |
O material do núcleo do molde deve ser capaz de suportar ciclos térmicos extremos e tensões mecânicas. O aço para ferramentas H13 é um padrão da indústria, uma vez que alcança um equilíbrio entre tenacidade e dureza a altas temperaturas. O aço para ferramentas D2 é preferido para aplicações que exigem elevada resistência ao desgaste, enquanto o aço para ferramentas S7 é a opção adequada para requisitos de forte resistência ao impacto nas peças. A remoção do excesso de material de aço será realizada através de um processamento de desbaste, e o material restante será utilizado nos processos de acabamento subsequentes. |
↓
Tratamento térmico |
Será realizado um tratamento de têmpera e revenimento no aço para matrizes submetido a usinagem de desbaste, a fim de alcançar o equilíbrio ideal entre dureza e tenacidade. Este processo afeta a vida útil final do molde, uma vez que um tratamento térmico inadequado pode provocar fissuras prematuras ou a deformação do molde. |
↓
Maquinação (fresagem CNC e maquinação por descarga elétrica) |
O molde submetido a tratamento térmico será, em seguida, submetido a uma fresagem CNC de precisão para obter a forma e as dimensões finais da cavidade. A maquinação por descarga elétrica (EDM) será utilizada para estruturas internas complexas, permitindo obter formas delicadas que as ferramentas de corte tradicionais não conseguem alcançar. |
↓
Tratamento de superfícies e polimento |
Para atingir a rugosidade superficial prevista, a superfície da cavidade tem de ser polida, o que pode afetar a suavidade das peças fundidas acabadas. Algumas aplicações sujeitas a elevado desgaste podem também necessitar de nitretação ou de um revestimento por deposição física de vapor (PVD) para prolongar a vida útil do molde. |
↓
Moldagem experimental e depuração |
A produção de moldagem experimental, incluindo a Inspeção do Primeiro Artigo (FAI), será realizada após a montagem do molde. O primeiro lote de amostras de moldagem experimental será medido e inspecionado para detetar eventuais marcas de afundamento ou soldaduras a frio. Serão necessários ajustes na temperatura do molde, na pressão de injeção ou no sistema de ventilação caso sejam observados problemas. A produção em série só será iniciada se for obtida a “amostra de referência”, que cumpra todas as especificações. |
2. Qual é a vida útil dos moldes para fundição de metais?
Não existe uma resposta padrão para a vida útil dos moldes, uma vez que esta depende de vários fatores. Os ciclos de produção, ou seja, o número de peças fundidas produzidas, são geralmente considerados o parâmetro de referência para avaliar a vida útil dos moldes na indústria.
Efeito do tipo de aço utilizado nos moldes |
A vida útil de um molde de fundição sob pressão de alumínio que utilize aço H13 pode atingir 100 000 a 500 000 ciclos de produção. Pode mesmo ser prolongada através da utilização de um tipo de aço com maior resistência ao desgaste, combinado com tratamentos de superfície. |
Efeito do tipo de metal de fundição |
O grau de desgaste do molde varia consoante a liga de fundição utilizada. Por exemplo, o desgaste do molde é distribuído uniformemente quando se utilizam ligas de alumínio com elevado teor de silício (como a A380), devido à elevada fluidez. Se forem utilizados metais com pontos de fusão mais elevados (como o latão ou certas ligas de zinco) para a fundição, o molde será submetido a um maior choque térmico, o que reduzirá a sua vida útil. |
Efeito da complexidade da peça e dos requisitos de precisão |
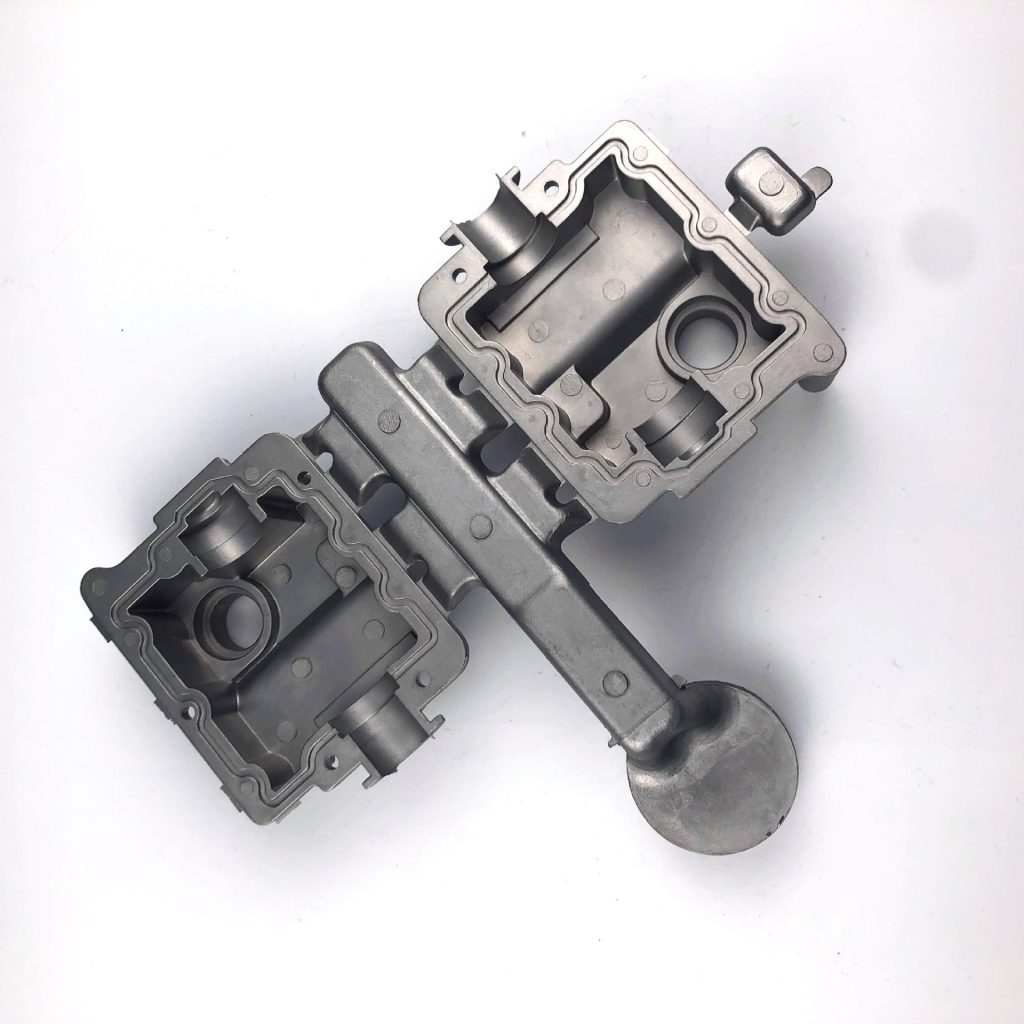
No caso de peças de precisão, como a estrutura da dobradiça de uns auscultadores Bluetooth, a vida útil do molde depende de qualquer degradação da superfície ou da precisão ao nível do micrón que não permita cumprir os requisitos de encaixe preciso. Estas são as razões mais comuns para a substituição do molde, em vez de uma falha estrutural. |
Considerações estruturais |
No caso de peças estruturais de alta resistência que exigem produção em série, tais como componentes de hardware informático, o foco da gestão da vida útil reside na consistência da qualidade. Deve centrar-se em evitar paragens inesperadas, e não no número máximo de utilizações. |
Para concluir, a vida útil de um molde pode chegar ao fim devido a danos físicos, como fissuras, ou à degradação da qualidade, como o incumprimento dos requisitos de precisão. O volume de produção previsto deve ser comunicado ao fornecedor, para que seja possível escolher o tipo de aço e o tratamento de superfície adequados.
3. Como verificar a qualidade dos moldes para fundição de metais?
A taxa de rendimento e a consistência da produção em série são afetadas principalmente pela aceitação da qualidade do molde, pelo que se deve prestar especial atenção a esta fase crítica.
Inspeção do Primeiro Artigo (FAI): |
O teste FAI do novo molde deve ser realizado antes da produção em série. Será efetuado o aparamento e a medição dimensional detalhada das peças de teste, que serão posteriormente comparadas com os desenhos CAD. No caso de ocorrer qualquer problema, como marcas de afundamento ou falhas de injeção, devem ser efetuados ajustes na temperatura do molde, na pressão de injeção ou no sistema de ventilação, de modo a obter uma “amostra de referência” que seja aprovada na inspeção. |
Inspeção por máquina de medição por coordenadas (inspeção por CMM): |
A inspeção por CMM é considerada o padrão mais elevado para a aceitação da precisão dimensional na indústria e cumpre os requisitos de auditoria da norma ISO 9001 ou da IATF 16949. Recolhe dados sobre a superfície da peça através de uma sonda, e esses dados são comparados com o modelo CAD, sendo registado o desvio e gerado um relatório de inspeção. Um sistema CMM profissional está equipado com uma sala de medição com temperatura controlada (mantida a 20 ± 1 °C) para garantir a precisão da medição, com um custo que varia entre $50 000 e mais de $300 000. |
Análise da composição do material: |
Utiliza-se um espectrómetro para analisar o teor de elementos no metal fundido (por exemplo, silício, cobre, magnésio, ferro, manganês e zinco) antes da vazagem. O metal fundido deve ser refinado se os resultados estiverem fora do intervalo de tolerância (por exemplo, elevado teor de ferro ou cobre); caso contrário, poderá ocorrer porosidade ou fragilidade devido a uma composição inadequada do material. |
Ensaios não destrutivos (END): |
Podem existir alguns defeitos ocultos que não conseguem ser detetados através da inspeção visual e dimensional. A utilização de ensaios radiográficos permite penetrar na secção mais espessa da peça para detetar eventuais cavidades de contração ou bolhas de ar. Os ensaios por partículas magnéticas permitem detetar pequenas falhas em materiais ferromagnéticos, enquanto os ensaios por penetração são capazes de detetar defeitos em aberturas superficiais, não se limitando ao tipo de materiais ferromagnéticos. |
Ensaios de desempenho mecânico: |
Para garantir que as propriedades mecânicas das peças cumprem os requisitos da aplicação, serão realizados vários ensaios, incluindo ensaios de tração e de dureza, com o objetivo de avaliar a resistência, a ductilidade e a resistência à indentação dos materiais. |
4. Como fazer a manutenção adequada dos moldes de fundição de metal?

Devido aos elevados custos de capital e ao longo tempo de produção na fabricação de moldes, é essencial realizar uma manutenção adequada para prolongar a vida útil e reduzir o desperdício causado por avarias prematuras.
Limpeza regular |
As limalhas de metal e os óxidos que permanecem na superfície do molde devem ser limpos após cada ciclo de produção, utilizando máquinas de lavagem a pressão, solventes de limpeza ou escovas de cerdas macias. Recomenda-se seguir um calendário fixo de limpeza: uma limpeza rápida após cada ciclo de produção, uma limpeza profunda todas as semanas e uma remoção completa das manchas todos os meses. |
Manutenção de superfícies |
Recomenda-se a utilização regular de jato de areia não destrutivo para remover os óxidos da superfície da cavidade, o que permite manter a integridade dessa superfície. Esta prática também pode ajudar a preparar a cavidade para um eventual novo revestimento e prolongar a vida útil entre grandes revisões. |
Lubrificação e substituição de peças de desgaste |
É necessário lubrificar regularmente o deslizador do molde, devendo ser realizadas inspeções e substituições regulares nas peças sujeitas a desgaste, tais como os pinos ejetores. De facto, o pino ejetor deve ser inspecionado exaustivamente a cada 5 000 ciclos de produção, devendo a sua substituição ser considerada com base no seu estado de desgaste. |
Criação de um sistema completo de registo de manutenção |
Devem ser criados registos de funcionamento dos moldes, listas de peças de desgaste, registos de tratamento térmico e listas de peças normalizadas, a fim de gerir informações como a vida útil do molde através de um sistema informatizado. O sistema pode facilitar a organização da manutenção diária e servir de referência para a análise de falhas dos moldes e a avaliação da qualidade. |
Análise dos modos de falha |
As causas mais comuns de falhas nos moldes incluem a erosão, fissuras nos cantos, fissuras por fadiga térmica e desgaste. Para identificar sistematicamente as causas de cada falha, deve ser criada uma base de dados de análise dos modos de falha, o que também pode contribuir para melhorar a conceção dos moldes, prolongando assim a sua vida útil. |
5. Perspectivas de desenvolvimento da tecnologia de fabrico de moldes para fundição de metais
A tecnologia de fabrico de moldes para fundição de metais está a passar por uma transformação digital e inteligente, com várias tendências que merecem destaque.
A adoção de software de simulação |
A utilização da engenharia assistida por computador (CAE) permite prever o fluxo do metal, a contração por arrefecimento e a localização de potenciais defeitos antes do fabrico do molde. Permite otimizar o projeto num ambiente virtual antes da produção efetiva, o que pode reduzir o número e o custo dos ensaios por tentativa e erro. |
Tecnologia avançada de tratamento de superfícies |
A tecnologia de deposição física de vapor (PVD) e de nitretação é mais frequentemente utilizada em moldes de elevada resistência ao desgaste, o que permite prolongar a vida útil do molde, especialmente em aplicações de grande volume e elevado desgaste. |
Peças de moldes impressas em 3D |
As limitações do projeto de moldes estão a mudar graças à impressão 3D em metal, especialmente no fabrico de moldes com canais de arrefecimento complexos. A eficiência do arrefecimento pode ser melhorada, uma vez que os canais de arrefecimento conformes se adaptam à forma real da peça, o que permite encurtar o ciclo de produção e evitar a deformação da peça. |
Sistema de monitorização inteligente |
Os parâmetros de fabrico do molde, tais como a pressão, a temperatura e o número de ciclos, podem ser monitorizados através de um sensor ligado ao Sistema de Gestão da Qualidade (SGQ), permitindo a monitorização em tempo real do processo de produção. O risco de paragens repentinas pode ser reduzido, uma vez que é possível emitir alertas antecipados antes de os problemas ocorrerem. |
Considerações sobre sustentabilidade |
A indústria de fabrico de moldes está à procura de alternativas mais ecológicas em termos de lubrificantes e agentes desmoldantes, devido às regulamentações ambientais. O consumo de recursos também pode ser reduzido através do prolongamento da vida útil do molde. |
Compreender as tendências tecnológicas acima referidas pode facilitar a seleção de um fornecedor de peças fundidas, uma vez que estas indicam se o fornecedor possui as capacidades técnicas necessárias para acompanhar as mudanças no setor.