Daftar Isi
Die Casting dan Metal Powder Injection Molding (MIM) dapat menjadi pilihan saat menentukan proses manufaktur untuk suatu komponen logam. Keduanya mampu memproduksi komponen logam yang kompleks secara massal, namun memiliki perbedaan dalam prinsip kerja, struktur biaya, dan cakupan penerapannya.
Berikut ini, perbedaan antara kedua proses tersebut—mulai dari prinsip kerjanya hingga biayanya—akan dibandingkan dan dijelaskan agar para perancang produk, insinyur pengadaan, atau konsultan manufaktur dapat mengambil keputusan produksi yang tepat untuk komponen baru.
1. Apa itu Die Casting?

Die casting adalah proses pengecoran logam yang melibatkan penyuntikan logam cair ke dalam rongga cetakan (die) di bawah tekanan tinggi. Logam cair tersebut mengeras di dalam cetakan setelah didinginkan dengan cepat, dan komponen logam dengan bentuk yang presisi dapat diperoleh setelah dilepas dari cetakan. Siklusnya singkat, berlangsung selama beberapa detik hingga beberapa menit, sehingga proses ini cocok untuk produksi massal.
Logam non-besi terutama digunakan dalam proses pengecoran cetakan, dengan paduan aluminium, paduan seng, dan paduan magnesium sebagai jenis yang umum. Paduan aluminium menyumbang sekitar 80% dari produksi pengecoran cetakan global, yang banyak digunakan dalam industri otomotif, elektronik, dan barang konsumsi. Logam besi, seperti besi dan baja, umumnya tidak digunakan dalam proses pengecoran cetakan tradisional karena titik lelehnya yang tinggi.
Cetakan die casting terbuat dari dua cetakan baja yang telah dikeraskan dan dapat digunakan kembali ratusan ribu kali. Biaya produksi cetakan ini tinggi, dengan harga biasanya berkisar antara $1.200 hingga $4.200. Namun, biaya per unitnya sangat rendah dalam produksi massal, yang merupakan salah satu keunggulan pengecoran cetakan.
Kisaran berat komponen die casting cukup luas, mulai dari komponen kecil seberat 30 gram hingga komponen besar yang beratnya melebihi 10 kilogram. Kekasaran permukaannya sekitar Ra 1,6–3,2 μm, sehingga pada sebagian besar aplikasi, pemrosesan lanjutan tidak diperlukan. Namun, pemotongan sisa cetakan diperlukan untuk beberapa komponen.
2. Apa itu Pencetakan Injeksi Bubuk Logam?
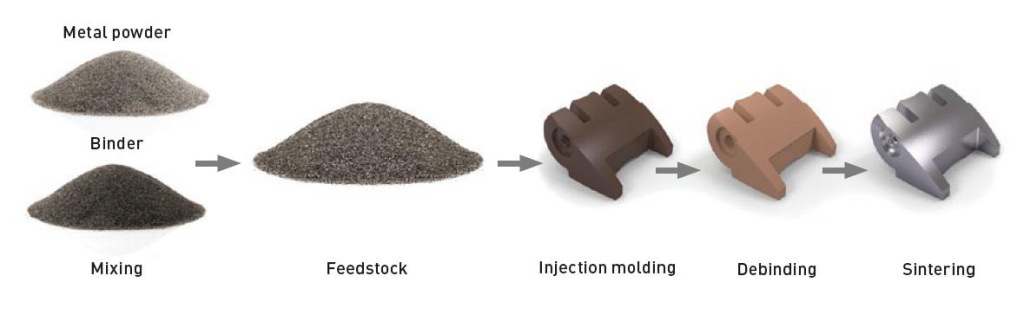
Pencetakan injeksi bubuk logam (MIM) adalah salah satu jenis pengolahan logam yang menggabungkan teknik pencetakan injeksi plastik dan metalurgi bubuk, yang ditemukan oleh Raymond Welch pada tahun 1970-an. Konsep utamanya adalah mencampurkan bubuk logam halus (ukuran partikel kurang dari 10 mikrometer) dengan bahan pengikat untuk menghasilkan bahan baku yang dapat mengalir, kemudian menyuntikkannya ke dalam cetakan menggunakan mesin injeksi. Perekat tersebut kemudian dihilangkan melalui proses penghilangan perekat dan sintering setelah pencetakan, sehingga bubuk logam dapat dipadatkan menjadi komponen logam yang sepenuhnya padat.
Proses produksi MIM dibagi menjadi empat tahap utama.
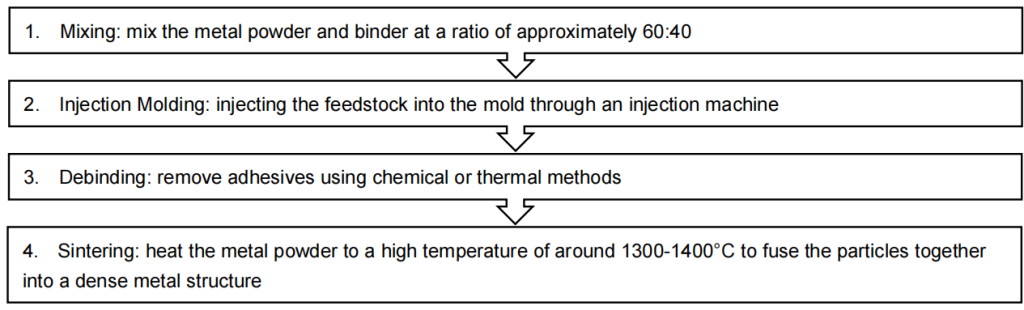
Volume komponen akan menyusut sekitar 15–20% selama proses sintering, yang merupakan tahap yang membutuhkan perhitungan paling akurat. Untuk mengkompensasi penyusutan akibat proses sintering, ukuran cetakan harus dibuat lebih besar agar dimensi komponen akhir memenuhi persyaratan desain. Hal ini juga merupakan salah satu alasan mengapa proses desain dan pembuatan cetakan MIM sangat rumit.
Pilihan bahan yang luas merupakan keunggulan utama MIM. Baik logam non-besi maupun logam besi, termasuk baja tahan karat, baja perkakas, paduan titanium, dan paduan berbasis nikel, semuanya dapat diproses menggunakan MIM, sesuatu yang tidak dapat dicapai melalui pengecoran cetakan. Kepadatan komponen MIM dapat mencapai 95% hingga 99% dari kepadatan teoretis. Dengan sifat mekanik yang mendekati sifat tempa, komponen MIM lebih unggul daripada komponen metalurgi serbuk konvensional.
3. Apa saja perbedaan prinsip antara pengecoran cetakan (die casting) dan pencetakan injeksi bubuk logam?

Kondisi bahan baku merupakan perbedaan mendasar antara kedua proses tersebut. Logam cair digunakan dalam proses die casting, sedangkan campuran bubuk logam padat dan bahan pengikat digunakan dalam proses metal powder injection molding. Kinerja keduanya dalam segala aspek berbeda akibat perbedaan mendasar ini.
Persyaratan suhu: | Dalam proses die casting, logam harus dipanaskan hingga melebihi titik lelehnya. Sebagai contoh, titik leleh paduan aluminium sekitar 660°C, sedangkan suhu penuangan yang sebenarnya biasanya berkisar antara 700–750°C. Di sisi lain, suhu injeksi dalam MIM relatif lebih rendah karena hanya diperlukan pemanasan hingga suhu pelunakan pengikat, yaitu sekitar 150-200°C. Suhu tinggi hanya diperlukan pada tahap sintering akhir. Hal ini menunjukkan bahwa MIM dapat memproses logam dengan titik leleh yang sangat tinggi (seperti tungsten dan molibdenum), yang tidak dapat diproses melalui proses die casting. |
Kompleksitas dan Ketepatan: | Struktur cetakan die casting relatif sederhana, namun terdapat beberapa batasan dalam perancangan komponen. Misalnya, variasi ketebalan dinding tidak boleh terlalu besar, dan sudut kemiringan tidak boleh terlalu kecil. Oleh karena itu, sulit untuk memproduksi komponen dengan struktur rongga internal yang kompleks. Di sisi lain, hampir semua bentuk yang dapat dihasilkan oleh proses cetak injeksi plastik dapat diproduksi melalui MIM, termasuk dinding tipis (setipis 100 mikrometer), rongga internal yang kompleks, dan detail halus. |
Batasan ukuran komponen: | Teknik MIM dapat menghasilkan komponen kecil dan presisi, dengan berat berkisar antara 15 hingga 20 gram. Sulit untuk memproduksi komponen dengan berat lebih dari 50 gram menggunakan teknik MIM, sedangkan pengecoran cetakan (die casting) dapat menghasilkan komponen dengan berat mulai dari beberapa puluh gram hingga lebih dari 10 kilogram. |
Persyaratan pasca-pemrosesan: | Kekasaran permukaan komponen MIM dapat mencapai Ra 1 μm, sehingga biasanya tidak diperlukan proses pasca-pembuatan tambahan. Proses ini merupakan proses “net shape”, yang berarti bentuk produk jadi sangat konsisten dengan bentuk cetakan, sehingga menghasilkan limbah bahan yang minimal. Permukaan hasil pengecoran cetakan relatif kasar dan memerlukan proses penghilangan sisa cetakan, serta pemesinan sekunder dengan CNC pada beberapa aplikasi presisi. |
4. Mana yang Lebih Mahal, Die Casting atau Metal Powder Injection Molding?
Dalam perbandingan biaya, berbagai sudut pandang harus dipertimbangkan. Biaya bergantung pada tingkat kerumitan komponen, ukuran batch, dan bahan yang digunakan.
Biaya cetakan: | Biaya cetakan untuk kedua proses tersebut tidaklah murah, dengan harga cetakan MIM berkisar antara $1.400 hingga $2.800 dan cetakan die casting antara $1.200 hingga $4.200. Umur pakai cetakan MIM lebih pendek daripada cetakan die casting karena sifat abrasif bubuk logam. Hal ini mengakibatkan penggantian cetakan yang lebih sering, yang merupakan biaya jangka panjang yang sering terlewatkan. |
Biaya bahan baku: | Harga bubuk logam halus yang digunakan dalam proses MIM lebih tinggi daripada harga ingot paduan aluminium biasa yang digunakan dalam pengecoran cetakan. Namun, hampir tidak ada limbah bahan dalam proses MIM, sedangkan pengecoran cetakan memerlukan pemotongan saluran dan sisa cetakan, yang mengakibatkan tingkat pemanfaatan bahan yang lebih rendah. |
Biaya pemrosesan: | Proses die casting memiliki siklus produksi yang singkat dan tingkat otomatisasi yang tinggi, dengan biaya pemrosesan per bagian yang lebih rendah. Di sisi lain, proses MIM memerlukan siklus produksi yang lebih lama dan konsumsi energi yang lebih tinggi akibat adanya dua proses tambahan, yaitu penghilangan pengikat dan sintering, yang mengakibatkan biaya pemrosesan yang relatif lebih tinggi. |
Kesimpulan mengenai biaya keseluruhan:
Proses die casting bisa lebih murah hingga 30% dibandingkan MIM untuk produksi komponen berukuran besar dengan bentuk sederhana. Namun, akan diperlukan banyak proses pasca-pengerjaan jika die casting atau pemesinan digunakan untuk memproduksi komponen presisi berukuran kecil dengan bentuk yang rumit. Dalam hal ini, MIM akan menjadi pilihan yang lebih hemat biaya karena merupakan proses satu tahap tanpa memerlukan pemrosesan lanjutan.
5. Bidang Penerapan Die Casting dan Pencetakan Injeksi Bubuk Logam
Kedua proses tersebut masing-masing memiliki keunggulan tersendiri di berbagai industri, dan terkadang kedua proses tersebut digunakan di pabrik yang sama untuk memenuhi kebutuhan komponen yang berbeda-beda.
Aplikasi utama pengecoran cetakan:
Pasar aplikasi terbesar untuk pengecoran cetakan adalah industri otomotif, yang menyumbang sekitar 70% dari produksi pengecoran cetakan global. Hal ini mencakup blok silinder mesin, rumah transmisi, hub roda, dan rangka radiator. Di industri kendaraan listrik, pengecoran cetakan semakin penting seiring tren penggunaan aluminium untuk mengurangi bobot. Industri elektronik konsumen juga merupakan pasar penting bagi die casting, seperti casing aluminium pada Apple MacBook dan rangka logam pada Apple iPhone.
Aplikasi utama MIM:
Alat kesehatan merupakan salah satu aplikasi terpenting dari MIM, termasuk komponen yang membutuhkan geometri kompleks, kekuatan tinggi, dan biokompatibilitas yang sangat baik, seperti instrumen bedah dan kawat gigi. Lebih dari 70% kawat gigi diproduksi menggunakan MIM. Selain itu, MIM juga diterapkan dalam industri senjata api untuk memproduksi komponen logam kecil yang kompleks seperti rakitan pelatuk dan palu. Bentuk akhir (net-shape) dapat dibentuk dalam satu langkah menggunakan MIM, yang dapat menggantikan pemesinan tradisional dan mengurangi biaya. Oleh karena itu, teknologi ini juga diterapkan pada konektor presisi untuk perangkat elektronik 3C, komponen jam tangan, serta komponen struktural presisi untuk industri dirgantara.
6. Bagaimana Cara Memilih Antara Die Casting dan Metal Powder Injection Molding?
Sebelum memilih jenis proses, pertanyaan-pertanyaan berikut ini perlu dipertimbangkan.
Berapa ukuran komponen-komponen tersebut? |
Die casting merupakan pilihan yang disarankan untuk komponen dengan berat lebih dari 50 g, karena MIM tidak efisien dan mahal untuk komponen berukuran besar. MIM akan menjadi pilihan yang tepat untuk komponen yang sangat kecil dan rumit. |
Bahan apa saja yang dibutuhkan? |
Proses die casting lebih disukai jika bahan komponennya terbuat dari paduan aluminium, seng, atau magnesium. MIM merupakan satu-satunya pilihan jika menggunakan baja tahan karat, paduan titanium, atau paduan tahan panas, karena proses die casting tidak dapat mengolah bahan-bahan tersebut. |
Seberapa rumitkah komponen-komponen tersebut? |
Proses die casting lebih efisien jika bentuk komponennya sederhana. Untuk komponen dengan dinding tipis, rongga internal yang rumit, atau detail yang kompleks, metode MIM lebih disukai karena kemampuannya yang lebih unggul dalam membentuk komponen. |
Berapa ukuran batch-nya? |
Kedua proses tersebut cocok untuk produksi massal, namun biaya cetakan pada proses die casting lebih hemat biaya pada volume produksi yang lebih besar karena adanya amortisasi. Biaya cetakan untuk kedua proses tersebut tergolong tinggi jika volume produksinya kecil (kurang dari beberapa ribu unit), dan dalam hal ini, proses lain seperti pengecoran pasir sebaiknya dipertimbangkan. |
Apa saja persyaratan untuk kualitas permukaan? |
Jika diperlukan hasil akhir permukaan yang mendekati hasil pemesinan, MIM lebih disukai karena nilai Ra-nya sebesar 1 μm lebih baik daripada nilai Ra 1,6–3,2 μm pada proses die casting. Proses die casting sudah memadai untuk memenuhi persyaratan hasil akhir permukaan pada industri umum. |
Tidak ada pilihan yang secara mutlak lebih baik, melainkan hanya pilihan yang lebih tepat.
Die casting dan MIM saling melengkapi; dalam hal ini, mungkin terdapat dua jalur proses untuk memenuhi kebutuhan komponen dengan ukuran dan tingkat kerumitan yang berbeda di jalur produksi yang sama dalam pabrik yang sama. Pilihan yang lebih tepat dapat ditentukan sejak awal fase perancangan dengan memahami batasan masing-masing proses, sehingga biaya perancangan ulang yang tinggi akibat pemilihan proses yang tidak sesuai dapat dihindari.





