Table of Contents
Die Casting and Metal Powder Injection Molding (MIM) can be options when choosing a manufacturing process for a metal part. Both of them are able to mass-produce complex metal parts, but they are different in working principle, cost structure, and applicable scope.
In the following, the difference between two processes, from the working principle to the cost, will be compared and explained so that the right production decision for new parts can be made for product designers, procurement engineers, or manufacturing consultants.
1. What is Die Casting?

Die casting is a metal casting process that involves forcing molten metal into a mold cavity (die) under high pressure. The molten metal solidifies in the mold after rapid cooling, and a precisely shaped metal part can be obtained after demolding. The cycle is short, lasting for a few seconds to a few minutes, which makes it suitable for mass production.
Non-ferrous metals are mainly used in die casting, with aluminum alloy, zinc alloy, and magnesium alloy as the common types. Aluminum alloys account for approximately 80% of the global die casting production, which is widely used in the automotive, electronics, and consumer goods industry. Ferrous metals, such as iron and steel, are not generally used in traditional die casting processes due to their high melting points.
A die casting mold is made of two hardened steel dies and can be reused hundreds of thousands of times. The production cost of mold is high, with prices typically between $1,200 and $4,200. However, the per-unit cost is extremely low in mass production, which is one of the advantages of die casting.
The weight range of die casting parts is wide, ranging from small parts weighing 30 grams to large parts weighing over 10 kilograms. The surface roughness is about Ra 1.6-3.2μm, so post-processing is not required in most applications. However, flash trimming is required for some parts.
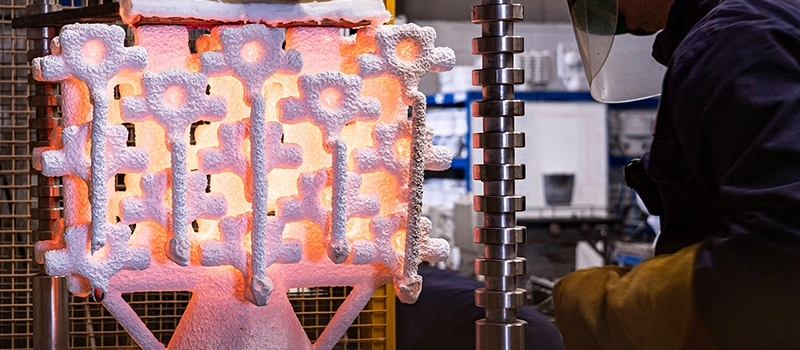
2. What is Metal Powder Injection Molding?
Metal powder injection molding (MIM) is a type of metal processing that combines plastic injection molding and powder metallurgy, which was invented by Raymond Welch in the 1970s. The core concept is to mix fine metal powder (particle size less than 10 micrometers) with a binder to produce a flowable feedstock and inject it into the mold using an injection machine. The binder is then removed through debinding and sintering after molding, so that the metal powders can be consolidated into fully dense metal parts.
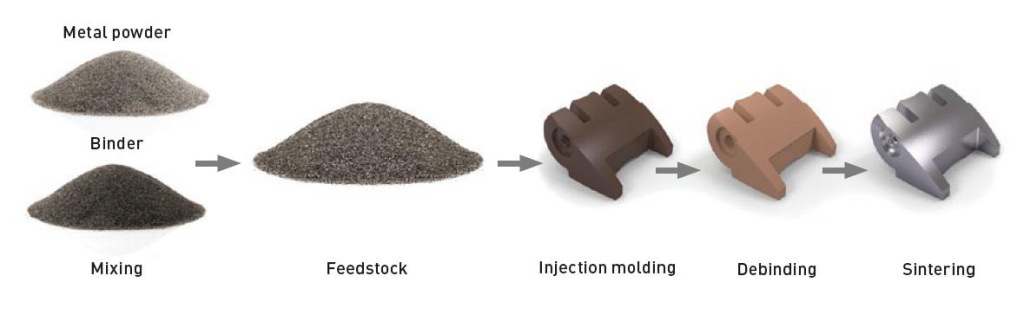
The production process of MIM is divided into four main steps.
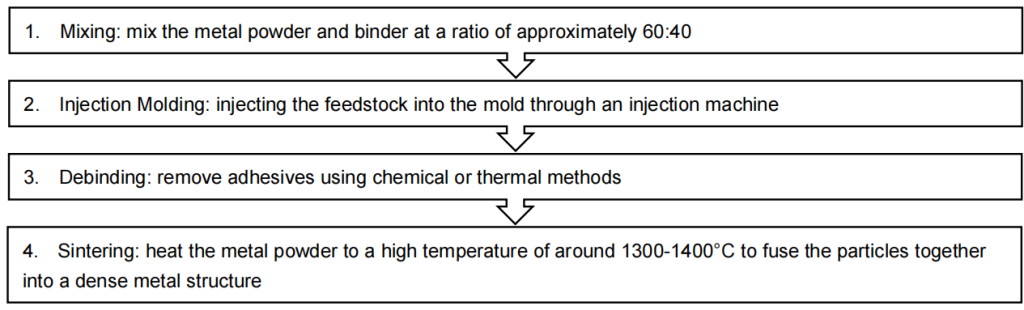
The volume of the part will shrink by about 15-20% during sintering, which is the step that requires the most precise calculation. In order to compensate for the sintering shrinkage, the mold size must be oversized to ensure the dimensions of the final part meet the design requirements. It is also one of the reasons why the difficulties of design and manufacturing of MIM molds are great.
The broad material selection is a major advantage of MIM. Both non-ferrous metals and ferrous metals, including stainless steel, tool steel, titanium alloys, and nickel-based alloys, can all be processed using MIM, which is not achieved by die casting. The density of MIM parts can reach 95% to 99% of the theoretical density. With the mechanical properties close to those of forgings, the MIM parts are superior to conventional powder metallurgy parts.
3. What are the Differences in the Principles of Die Casting and Metal Powder Injection Molding?

The state of the raw materials is the fundamental difference between the two processes. Molten metal is being used in die casting, while a mixture of solid metal powder and binder is used in metal powder injection molding. Their performance in every dimension is different due to this fundamental difference.
Temperature requirement: | Heating the metal above its melting point is required in die casting. For example, the melting point of aluminum alloy is approximately 660°C, and the actual pouring temperature is usually in between 700-750°C. On the other hand, the injection temperature in MIM is relatively lower as only heating to the softening temperature of the binder is needed, which is around 150-200°C. High temperature is only required in the final sintering stage. It indicates that MIM can process metals with extremely high melting points (such as tungsten and molybdenum), which cannot be processed by die casting. |
Complexity and Precision: | The die casting mold structure is relatively simple, but there are some limitations on part design. For example, the variation in wall thickness cannot be too large, and the draft angle cannot be too small. Therefore, it is difficult to produce parts with complex internal cavity structures. On the other hand, almost any shape that plastic injection molding can achieve can be produced by MIM, including thin walls (as thin as 100 micrometers), complex internal cavities, and fine details. |
Limitation in the size of parts: | MIM can produce small, precision parts, with the weight ranging between 15 and 20 grams. It is difficult to produce parts weighing over 50 grams using MIM, while die casting can produce parts ranging from a few tens of grams to over 10 kilograms. |
Post -processing requirements: | The surface roughness of MIM parts can reach Ra 1μm, so additional post-processing is usually not required. It represents a net shape process, which means that the shape of the finished product is highly consistent with the mold shape, resulting in minimal material waste. The surface of the die casting is relatively rough and requires deflashing, with CNC secondary machining as well in some precision applications. |
4. Which is More Expensive, Die Casting or Metal Powder Injection Molding?
Multiple perspectives have to be considered in cost comparisons. The cost depends on the complexity of the parts, the batch size, and the materials.
Mold cost: | The mold costs for both processes are not low, with MIM molds costing around $1,400 to $2,800 and $1,200 to $4200 in die casting molds. The lifespan of MIM molds is shorter than that of die casting molds due to the abrasive nature of the metal powder. This results in more frequent mold replacements, which is a long-term cost that is easily overlooked. |
Cost of raw materials: | The price of fine metal powder used in MIM is higher than that of regular aluminum alloy ingots used in die casting. However, there is almost no material waste in MIM, while die casting requires the removal of runners and flash that results in a lower material utilization. |
Processing cost: | Die casting has a short production cycle and a high degree of automation, with a lower processing cost per part. On the other hand, a longer production cycle and higher energy consumption are required in MIM due to the two additional processes of debinding and sintering, which result in a relatively higher processing cost. |
Overall cost conclusion:
Die casting can be up to 30% cheaper than MIM for the production of large parts with simple shapes. However, a lot of post-processing will be required if die casting or machining is used to produce small precision parts with complex shapes. In that case, MIM will be a more cost-effective choice because it is a one-step process without post-processing.
5. Application Areas of Die Casting and Metal Powder Injection Molding
The two processes each have their own strengths in different industries, and the two processes are used in the same factory sometimes to serve different parts’ needs.
Main applications of die casting:
The largest application market for die casting is the automotive industry, which accounts for approximately 70% of global die casting production. It includes the engine cylinder block, transmission housing, wheel hub, and radiator frame. In the industry of electric vehicles, die casting is more and more important due to the trend of aluminum light-weighting. The consumer electronics industry is also an important market for die casting, such as the aluminum enclosure of Apple MacBook and the metal frame of Apple iPhone.
Main applications of MIM:
Medical devices are one of the most important applications for MIM, including parts requiring complex geometry, high strength, and excellent biocompatibility, such as surgical instruments and dental brackets. Over 70% of dental brackets are produced by MIM. Besides, MIM is also applied in the firearms industry to produce complex small metal parts such as trigger assembly and hammer. Net-shape can be formed in a single step using MIM, which can replace traditional machining and reduce costs. Therefore, it is also applied in precision connectors for 3C electronics, watch parts, and precision structural components for aerospace.
6. How to Choose Between Die Casting and Metal Powder Injection Molding?
Before choosing the type of process, the following questions should be considered.
What is the size of the parts? |
Die casting is the recommended choice for parts weighing more than 50g, as MIM is inefficient and costly for large parts. MIM will be a suitable choice for tiny and complex parts. |
What materials are needed? |
Die casting is preferred if the part material is aluminum , zinc, or magnesium alloy. MIM is the only choice if stainless steel, titanium alloy, or heat-resistant alloy is used, as die casting cannot process these materials. |
How complex are the parts? |
Die casting is more efficient if the shape of the parts is simple. For parts with thin walls, complex internal cavities, or intricate features, MIM is preferred due to its superior shaping capability. |
What is the batch size? |
Both processes are suitable for mass production, but the mold cost of die casting is more cost-effective at larger volumes due to amortization. The mold costs for both processes are high if the production volume is small (fewer than a few thousand units), and other processes, such as sand casting, should be considered in that case. |
What are the requirements for surface quality? |
If a near-machined surface finish is required, MIM is preferred as its Ra 1μm is better than the Ra 1.6-3.2μm in die casting. Die casting is adequate for the requirements of a general industrial surface finish. |
There is no universally better choice, but only the more suitable one.
Die casting and MIM are complementary, in which there may be two processes lines to serve requirements for parts of different sizes and complexities on the same production line in the same factory. The more suitable choice can be made early in the design phase by understanding the boundaries of both processes, and therefore, high redesign costs due to unsuitable processes can be avoided.