Inhaltsübersicht
Druckguss und Metallpulver-Spritzguss (MIM) kommen bei der Auswahl eines Fertigungsverfahrens für ein Metallbauteil in Frage. Beide Verfahren eignen sich für die Serienfertigung komplexer Metallbauteile, unterscheiden sich jedoch hinsichtlich ihres Funktionsprinzips, ihrer Kostenstruktur und ihres Anwendungsbereichs.
Im Folgenden werden die Unterschiede zwischen zwei Verfahren – vom Funktionsprinzip bis hin zu den Kosten – verglichen und erläutert, damit Produktdesigner, Beschaffungsingenieure oder Fertigungsberater die richtige Produktionsentscheidung für neue Bauteile treffen können.
1. Was ist Druckguss?

Der Druckguss ist ein Metallgussverfahren, bei dem geschmolzenes Metall unter hohem Druck in einen Formhohlraum (die Form) gepresst wird. Das geschmolzene Metall erstarrt nach schneller Abkühlung in der Form, und nach dem Entformen erhält man ein präzise geformtes Metallteil. Der Zyklus ist kurz und dauert nur wenige Sekunden bis wenige Minuten, wodurch sich dieses Verfahren für die Massenproduktion eignet.
Nichteisenmetalle werden hauptsächlich im Druckgussverfahren verwendet, wobei Aluminiumlegierungen, Zinklegierungen und Magnesiumlegierungen die gängigsten Arten sind. Aluminiumlegierungen machen etwa 80% der weltweiten Druckgussproduktion aus und finden breite Anwendung in der Automobil-, Elektronik- und Konsumgüterindustrie. Eisenmetalle wie Eisen und Stahl werden aufgrund ihrer hohen Schmelzpunkte in der Regel nicht in herkömmlichen Druckgussverfahren verwendet.
Eine Druckgussform besteht aus zwei Formen aus gehärtetem Stahl und kann hunderttausende Male wiederverwendet werden. Die Herstellungskosten für die Form sind hoch und liegen in der Regel zwischen $1.200 und $4.200. In der Massenproduktion sind die Stückkosten jedoch äußerst niedrig, was einer der Vorteile des Druckgussverfahrens ist.
Der Gewichtsbereich von Druckgussteilen ist breit gefächert und reicht von Kleinteilen mit einem Gewicht von 30 Gramm bis hin zu großen Teilen mit einem Gewicht von über 10 Kilogramm. Die Oberflächenrauheit liegt bei etwa Ra 1,6–3,2 μm, sodass bei den meisten Anwendungen keine Nachbearbeitung erforderlich ist. Bei einigen Teilen ist jedoch das Entgraten erforderlich.
2. Was ist Metallpulver-Spritzguss?
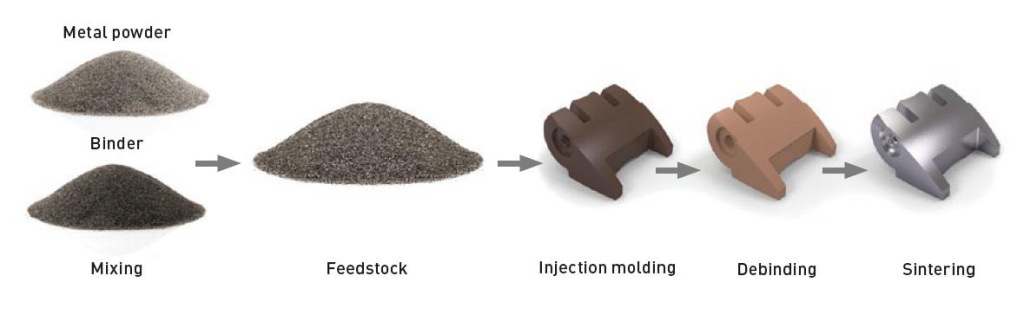
Das Metallpulver-Spritzgießen (MIM) ist ein Metallverarbeitungsverfahren, das Kunststoffspritzgießen und Pulvermetallurgie kombiniert und in den 1970er Jahren von Raymond Welch erfunden wurde. Das Kernkonzept besteht darin, feines Metallpulver (Partikelgröße unter 10 Mikrometer) mit einem Bindemittel zu mischen, um ein fließfähiges Ausgangsmaterial herzustellen, das dann mithilfe einer Spritzgießmaschine in die Form gespritzt wird. Das Bindemittel wird anschließend durch Entbindern und Sintern nach dem Formvorgang entfernt, sodass die Metallpulver zu vollständig dichten Metallteilen verfestigt werden können.
Der MIM-Herstellungsprozess gliedert sich in vier Hauptschritte.
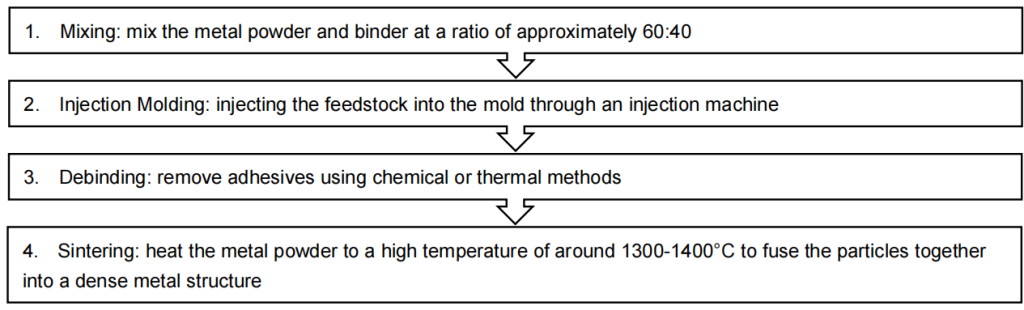
Das Volumen des Bauteils schrumpft beim Sintern um etwa 15–20%; dies ist der Schritt, der die präziseste Berechnung erfordert. Um die Sinter schrumpfung auszugleichen, muss die Form überdimensioniert sein, damit die Abmessungen des fertigen Bauteils den Konstruktionsanforderungen entsprechen. Dies ist auch einer der Gründe, warum die Konstruktion und Fertigung von MIM-Formen mit großen Schwierigkeiten verbunden sind.
Die breite Materialauswahl ist ein wesentlicher Vorteil des MIM-Verfahrens. Sowohl Nichteisenmetalle als auch Eisenmetalle, darunter Edelstahl, Werkzeugstahl, Titanlegierungen und Nickelbasislegierungen, lassen sich mit MIM verarbeiten – was beim Druckguss nicht möglich ist. Die Dichte von MIM-Bauteilen kann 95% bis 99% der theoretischen Dichte erreichen. Mit mechanischen Eigenschaften, die denen von Schmiedeteilen nahekommen, sind MIM-Bauteile herkömmlichen pulvermetallurgischen Bauteilen überlegen.
3. Worin bestehen die Unterschiede zwischen den Prinzipien des Druckgusses und des Metallpulver-Spritzgusses?

Der Zustand der Rohstoffe stellt den grundlegenden Unterschied zwischen den beiden Verfahren dar. Beim Druckguss wird geschmolzenes Metall verwendet, während beim Metallpulver-Spritzguss eine Mischung aus festem Metallpulver und Bindemittel zum Einsatz kommt. Aufgrund dieses grundlegenden Unterschieds unterscheiden sich die beiden Verfahren in jeder Hinsicht in ihrer Leistungsfähigkeit.
Temperaturanforderung: | Beim Druckguss muss das Metall über seinen Schmelzpunkt hinaus erhitzt werden. So liegt der Schmelzpunkt einer Aluminiumlegierung beispielsweise bei etwa 660 °C, während die tatsächliche Gießtemperatur in der Regel zwischen 700 und 750 °C liegt. Im Gegensatz dazu ist die Einspritztemperatur beim MIM-Verfahren relativ niedriger, da lediglich eine Erwärmung auf die Erweichungstemperatur des Bindemittels erforderlich ist, die bei etwa 150–200 °C liegt. Hohe Temperaturen sind nur in der abschließenden Sinterphase erforderlich. Dies bedeutet, dass mit dem MIM-Verfahren Metalle mit extrem hohen Schmelzpunkten (wie Wolfram und Molybdän) verarbeitet werden können, die im Druckgussverfahren nicht verarbeitet werden können. |
Komplexität und Präzision: | Der Aufbau einer Druckgussform ist relativ einfach, allerdings gibt es einige Einschränkungen bei der Konstruktion der Bauteile. So dürfen beispielsweise die Schwankungen in der Wandstärke nicht zu groß und der Entformungswinkel nicht zu klein sein. Daher ist es schwierig, Teile mit komplexen inneren Hohlraumstrukturen herzustellen. Andererseits lassen sich mit MIM nahezu alle Formen realisieren, die auch im Kunststoffspritzguss möglich sind, einschließlich dünner Wände (bis zu einer Dicke von 100 Mikrometern), komplexer innerer Hohlräume und feiner Details. |
Beschränkung hinsichtlich der Größe der Teile: | Mit dem MIM-Verfahren lassen sich kleine Präzisionsteile mit einem Gewicht zwischen 15 und 20 Gramm herstellen. Teile mit einem Gewicht von über 50 Gramm lassen sich mit dem MIM-Verfahren nur schwer herstellen, während im Druckgussverfahren Teile mit einem Gewicht von einigen Dutzend Gramm bis zu über 10 Kilogramm hergestellt werden können. |
Anforderungen an die Nachbearbeitung: | Die Oberflächenrauheit von MIM-Bauteilen kann bis zu Ra 1 μm betragen, sodass in der Regel keine zusätzliche Nachbearbeitung erforderlich ist. Es handelt sich um ein Net-Shape-Verfahren, was bedeutet, dass die Form des Endprodukts weitgehend mit der Form der Gussform übereinstimmt, was zu minimalem Materialverlust führt. Die Oberfläche des Druckgussteils ist relativ rau und muss entgratet werden; bei einigen Präzisionsanwendungen ist zudem eine CNC-Nachbearbeitung erforderlich. |
4. Was ist teurer: Druckguss oder Metallpulver-Spritzguss?
Bei Kostenvergleichen müssen verschiedene Aspekte berücksichtigt werden. Die Kosten hängen von der Komplexität der Teile, der Losgröße und den Materialien ab.
Formkosten: | Die Formkosten für beide Verfahren sind nicht gering: MIM-Formen kosten etwa $1.400 bis $2.800, Druckgussformen hingegen $1.200 bis $4.200. Die Lebensdauer von MIM-Formen ist aufgrund der abrasiven Eigenschaften des Metallpulvers kürzer als die von Druckgussformen. Dies führt zu häufigeren Formwechseln, was langfristige Kosten verursacht, die leicht übersehen werden. |
Rohstoffkosten: | Der Preis für feines Metallpulver, das beim MIM-Verfahren verwendet wird, ist höher als der für herkömmliche Aluminiumlegierungsblöcke, die beim Druckguss zum Einsatz kommen. Allerdings entsteht beim MIM-Verfahren nahezu kein Materialabfall, während beim Druckguss Angusskanäle und Grate entfernt werden müssen, was zu einer geringeren Materialausnutzung führt. |
Bearbeitungskosten: | Das Druckgussverfahren zeichnet sich durch einen kurzen Produktionszyklus und einen hohen Automatisierungsgrad aus, wodurch die Verarbeitungskosten pro Teil geringer sind. Demgegenüber sind beim MIM-Verfahren aufgrund der beiden zusätzlichen Schritte – Entbindern und Sintern – ein längerer Produktionszyklus und ein höherer Energieverbrauch erforderlich, was zu relativ höheren Verarbeitungskosten führt. |
Fazit zu den Gesamtkosten:
Bei der Herstellung großer Teile mit einfachen Formen kann der Druckguss bis zu 30% kostengünstiger sein als das MIM-Verfahren. Werden jedoch kleine Präzisionsteile mit komplexen Formen im Druckgussverfahren oder durch Zerspanung hergestellt, ist ein hoher Aufwand an Nachbearbeitung erforderlich. In diesem Fall ist das MIM-Verfahren die kostengünstigere Wahl, da es sich um einen einstufigen Prozess ohne Nachbearbeitung handelt.
5. Anwendungsbereiche des Druckgusses und des Metallpulver-Spritzgusses
Beide Verfahren haben in unterschiedlichen Branchen jeweils ihre eigenen Stärken, und manchmal werden beide Verfahren in derselben Fabrik eingesetzt, um den Anforderungen verschiedener Bauteile gerecht zu werden.
Hauptanwendungsbereiche des Druckgussverfahrens:
Der größte Anwendungsmarkt für den Druckguss ist die Automobilindustrie, auf die etwa 70% der weltweiten Druckgussproduktion entfallen. Dazu gehören der Motorzylinderblock, das Getriebegehäuse, die Radnabe und der Kühlerrahmen. In der Elektrofahrzeugbranche gewinnt der Druckguss aufgrund des Trends zur Gewichtsreduzierung durch den Einsatz von Aluminium zunehmend an Bedeutung. Auch die Unterhaltungselektronikbranche ist ein wichtiger Markt für den Druckguss, beispielsweise das Aluminiumgehäuse des Apple MacBook und der Metallrahmen des Apple iPhone.
Hauptanwendungsbereiche von MIM:
Medizinprodukte gehören zu den wichtigsten Anwendungsbereichen für das MIM-Verfahren, darunter Bauteile, die eine komplexe Geometrie, hohe Festigkeit und hervorragende Biokompatibilität erfordern, wie beispielsweise chirurgische Instrumente und Zahnspangenbrackets. Über 70% Zahnspangenbrackets werden im MIM-Verfahren hergestellt. Darüber hinaus wird MIM auch in der Waffenindustrie zur Herstellung komplexer kleiner Metallteile wie Abzugsvorrichtungen und Hämmer eingesetzt. Mit MIM lassen sich endkonturgenaue Teile in einem einzigen Schritt formen, wodurch herkömmliche Zerspanungsverfahren ersetzt und Kosten gesenkt werden können. Daher wird das Verfahren auch bei Präzisionssteckverbindern für 3C-Elektronik, Uhrenteilen und Präzisionsbauteilen für die Luft- und Raumfahrt eingesetzt.
6. Wie entscheidet man sich zwischen Druckguss und Metallpulver-Spritzguss?
Bevor man sich für eine Verfahrensart entscheidet, sollten die folgenden Fragen berücksichtigt werden.
Wie groß sind die Teile? |
Druckguss ist die empfohlene Wahl für Teile mit einem Gewicht von mehr als 50 g, da MIM bei großen Teilen ineffizient und kostspielig ist. Für winzige und komplexe Teile ist MIM hingegen eine geeignete Wahl. |
Welche Materialien werden benötigt? |
Der Druckguss wird bevorzugt, wenn das Werkstückmaterial aus einer Aluminium-, Zink- oder Magnesiumlegierung besteht. MIM ist die einzige Wahl, wenn Edelstahl, eine Titanlegierung oder eine hitzebeständige Legierung verwendet wird, da diese Materialien im Druckgussverfahren nicht verarbeitet werden können. |
Wie komplex sind die Teile? |
Das Druckgussverfahren ist effizienter, wenn die Form der Teile einfach ist. Bei Teilen mit dünnen Wänden, komplexen Innenhohlräumen oder filigranen Details wird aufgrund der überlegenen Formgebungsfähigkeit das MIM-Verfahren bevorzugt. |
Wie groß ist die Losgröße? |
Beide Verfahren eignen sich für die Serienfertigung, doch die Werkzeugkosten beim Druckguss sind bei größeren Stückzahlen aufgrund der Amortisation kostengünstiger. Bei geringen Stückzahlen (weniger als einige Tausend Einheiten) sind die Werkzeugkosten bei beiden Verfahren hoch; in diesem Fall sollten andere Verfahren, wie beispielsweise der Sandguss, in Betracht gezogen werden. |
Welche Anforderungen gelten für die Oberflächenqualität? |
Wenn eine nahezu maschinell bearbeitete Oberflächenbeschaffenheit erforderlich ist, wird das MIM-Verfahren bevorzugt, da sein Ra-Wert von 1 μm besser ist als der Ra-Wert von 1,6–3,2 μm beim Druckguss. Für die Anforderungen einer allgemeinen industriellen Oberflächenbeschaffenheit ist der Druckguss ausreichend. |
Es gibt keine Wahl, die grundsätzlich besser ist, sondern nur die passendere.
Druckguss und MIM ergänzen sich gegenseitig, sodass in ein und demselben Werk auf ein und derselben Produktionslinie zwei Prozesslinien betrieben werden können, um den Anforderungen an Bauteile unterschiedlicher Größe und Komplexität gerecht zu werden. Durch das Verständnis der Grenzen beider Verfahren lässt sich bereits in einer frühen Phase der Konstruktionsphase die geeignetere Wahl treffen, wodurch hohe Kosten für Nachkonstruktionen aufgrund ungeeigneter Verfahren vermieden werden können.