Índice
La fundición a presión y el moldeo por inyección de polvo metálico (MIM) pueden ser opciones a la hora de elegir un proceso de fabricación para una pieza metálica. Ambos permiten la producción en serie de piezas metálicas complejas, pero difieren en su principio de funcionamiento, su estructura de costes y su ámbito de aplicación.
A continuación, se compararán y explicarán las diferencias entre ambos procesos, desde el principio de funcionamiento hasta el coste, con el fin de que los diseñadores de productos, los ingenieros de compras o los consultores de fabricación puedan tomar la decisión de producción más adecuada para las nuevas piezas.
1. ¿Qué es la fundición a presión?

La fundición a presión es un proceso de fundición de metales que consiste en inyectar metal fundido en la cavidad de un molde (matriz) a alta presión. El metal fundido se solidifica en el molde tras un enfriamiento rápido, y una vez desmoldeada la pieza, se obtiene una pieza metálica con la forma deseada. El ciclo es corto, con una duración que oscila entre unos segundos y unos minutos, lo que lo hace adecuado para la producción en serie.
Los metales no ferrosos se utilizan principalmente en la fundición a presión, siendo las aleaciones de aluminio, zinc y magnesio los tipos más comunes. Las aleaciones de aluminio representan aproximadamente el 80% de la producción mundial de fundición a presión y se utilizan ampliamente en la industria de la automoción, la electrónica y los bienes de consumo. Los metales ferrosos, como el hierro y el acero, no suelen utilizarse en los procesos tradicionales de fundición a presión debido a sus altos puntos de fusión.
Un molde de fundición a presión está compuesto por dos matrices de acero endurecido y puede reutilizarse cientos de miles de veces. El coste de producción del molde es elevado, con precios que suelen oscilar entre $1.200 y $4.200. Sin embargo, el coste por unidad es extremadamente bajo en la producción en serie, lo que constituye una de las ventajas de la fundición a presión.
El rango de peso de las piezas de fundición a presión es amplio, y abarca desde piezas pequeñas que pesan 30 gramos hasta piezas grandes que superan los 10 kilogramos. La rugosidad superficial es de aproximadamente Ra 1,6-3,2 μm, por lo que en la mayoría de las aplicaciones no es necesario realizar un tratamiento posterior. Sin embargo, en algunas piezas es necesario recortar las rebabas.
2. ¿Qué es el moldeo por inyección de polvo metálico?
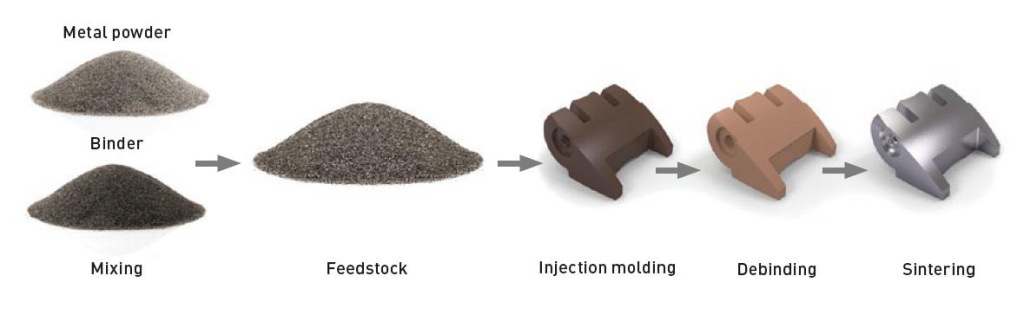
El moldeo por inyección de polvo metálico (MIM) es un tipo de proceso de transformación del metal que combina el moldeo por inyección de plástico y la metalurgia de polvos, inventado por Raymond Welch en la década de 1970. El concepto fundamental consiste en mezclar polvo metálico fino (con un tamaño de partícula inferior a 10 micrómetros) con un aglutinante para producir una materia prima fluida e inyectarla en el molde mediante una máquina de inyección. A continuación, el aglutinante se elimina mediante desaglutinación y sinterización tras el moldeo, de modo que los polvos metálicos puedan consolidarse en piezas metálicas totalmente densas.
El proceso de producción del MIM se divide en cuatro etapas principales.
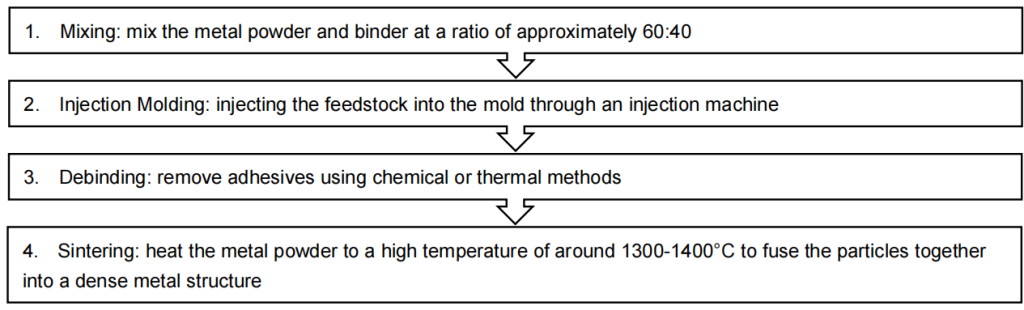
El volumen de la pieza se reducirá en aproximadamente un 15-20% durante la sinterización, que es la etapa que requiere el cálculo más preciso. Para compensar la contracción por sinterización, el molde debe fabricarse con un sobredimensionamiento que garantice que las dimensiones de la pieza final cumplan los requisitos de diseño. Esta es también una de las razones por las que el diseño y la fabricación de moldes MIM plantean grandes dificultades.
La amplia selección de materiales es una de las principales ventajas del proceso MIM. Tanto los metales no ferrosos como los ferrosos —entre los que se incluyen el acero inoxidable, el acero para herramientas, las aleaciones de titanio y las aleaciones a base de níquel— pueden procesarse mediante el proceso MIM, algo que no es posible con la fundición a presión. La densidad de las piezas fabricadas mediante MIM puede alcanzar entre el 95% y el 99% de la densidad teórica. Con unas propiedades mecánicas cercanas a las de las piezas forjadas, las piezas fabricadas mediante MIM son superiores a las piezas convencionales de metalurgia de polvos.
3. ¿Cuáles son las diferencias entre los principios de la fundición a presión y el moldeo por inyección de polvo metálico?

El estado de las materias primas constituye la diferencia fundamental entre ambos procesos. En la fundición a presión se utiliza metal fundido, mientras que en el moldeo por inyección de polvo metálico se emplea una mezcla de polvo metálico sólido y aglutinante. Debido a esta diferencia fundamental, su rendimiento varía en todos los aspectos.
Requisitos de temperatura: | En la fundición a presión es necesario calentar el metal por encima de su punto de fusión. Por ejemplo, el punto de fusión de una aleación de aluminio es de aproximadamente 660 °C, y la temperatura real de vertido suele situarse entre 700 y 750 °C. Por otro lado, la temperatura de inyección en el proceso MIM es relativamente más baja, ya que solo es necesario calentar hasta la temperatura de reblandecimiento del aglutinante, que se sitúa entre los 150 y los 200 °C. Solo se requiere una temperatura elevada en la etapa final de sinterización. Esto indica que el proceso MIM permite procesar metales con puntos de fusión extremadamente altos (como el tungsteno y el molibdeno), que no pueden procesarse mediante la fundición a presión. |
Complejidad y precisión: | La estructura del molde de fundición a presión es relativamente sencilla, pero existen algunas limitaciones en el diseño de las piezas. Por ejemplo, la variación en el espesor de las paredes no puede ser demasiado grande, y el ángulo de desmoldeo no puede ser demasiado pequeño. Por lo tanto, resulta difícil fabricar piezas con estructuras internas de cavidades complejas. Por otro lado, el MIM permite fabricar prácticamente cualquier forma que se pueda conseguir con el moldeo por inyección de plástico, incluidas paredes delgadas (de tan solo 100 micrómetros), cavidades internas complejas y detalles finos. |
Limitación en el tamaño de las piezas: | El proceso MIM permite fabricar piezas pequeñas y de precisión, con un peso que oscila entre los 15 y los 20 gramos. Resulta difícil fabricar piezas que pesen más de 50 gramos mediante el proceso MIM, mientras que la fundición a presión permite fabricar piezas cuyo peso oscila entre unas pocas decenas de gramos y más de 10 kilogramos. |
Requisitos de posprocesamiento: | La rugosidad superficial de las piezas fabricadas mediante MIM puede alcanzar un valor Ra de 1 μm, por lo que normalmente no se requiere un posprocesado adicional. Se trata de un proceso de «forma neta», lo que significa que la forma del producto acabado coincide en gran medida con la del molde, lo que se traduce en un desperdicio mínimo de material. La superficie de la pieza de fundición a presión es relativamente rugosa y requiere desbarbado, así como un mecanizado secundario con CNC en algunas aplicaciones de precisión. |
4. ¿Qué es más caro, la fundición a presión o el moldeo por inyección de polvo metálico?
A la hora de comparar costes, hay que tener en cuenta múltiples perspectivas. El coste depende de la complejidad de las piezas, el tamaño del lote y los materiales.
Coste del molde: | Los costes de los moldes para ambos procesos no son bajos: los moldes MIM cuestan entre $1,400 y $2,800, mientras que los de fundición a presión oscilan entre $1,200 y $4200. La vida útil de los moldes MIM es más corta que la de los moldes de fundición a presión debido a la naturaleza abrasiva del polvo metálico. Esto da lugar a sustituciones más frecuentes de los moldes, lo que supone un coste a largo plazo que se suele pasar por alto fácilmente. |
Coste de las materias primas: | El precio del polvo de metal fino utilizado en el proceso MIM es superior al de los lingotes de aleación de aluminio habituales que se emplean en la fundición a presión. Sin embargo, en el proceso MIM prácticamente no se produce desperdicio de material, mientras que la fundición a presión requiere la eliminación de los canales de colada y las rebabas, lo que se traduce en un menor aprovechamiento del material. |
Coste de procesamiento: | La fundición a presión presenta un ciclo de producción corto y un alto grado de automatización, con un menor coste de procesamiento por pieza. Por otro lado, el proceso MIM requiere un ciclo de producción más largo y un mayor consumo de energía debido a los dos procesos adicionales de desligado y sinterización, lo que se traduce en un coste de procesamiento relativamente más elevado. |
Conclusión sobre el coste total:
La fundición a presión puede resultar hasta un 30% más económica que el MIM para la producción de piezas grandes con formas sencillas. Sin embargo, se requerirá un gran volumen de posprocesamiento si se utiliza la fundición a presión o el mecanizado para producir piezas pequeñas de precisión con formas complejas. En ese caso, el MIM será una opción más rentable, ya que se trata de un proceso de un solo paso que no requiere postprocesado.
5. Ámbitos de aplicación de la fundición a presión y el moldeo por inyección de polvo metálico
Cada uno de estos dos procesos tiene sus propias ventajas en distintos sectores, y en ocasiones se utilizan ambos en la misma fábrica para satisfacer las necesidades de diferentes piezas.
Principales aplicaciones de la fundición a presión:
El mayor mercado de aplicación de la fundición a presión es la industria de la automoción, que representa aproximadamente el 70% de la producción mundial de fundición a presión. Entre sus aplicaciones se incluyen el bloque de cilindros del motor, la carcasa de la transmisión, el cubo de la rueda y el bastidor del radiador. En el sector de los vehículos eléctricos, la fundición a presión cobra cada vez más importancia debido a la tendencia hacia la reducción de peso mediante el uso del aluminio. La industria de la electrónica de consumo también es un mercado importante para la fundición a presión, como por ejemplo la carcasa de aluminio del MacBook de Apple y el marco metálico del iPhone de Apple.
Principales aplicaciones del MIM:
Los dispositivos médicos constituyen una de las aplicaciones más importantes de la tecnología MIM, incluyendo piezas que requieren una geometría compleja, una alta resistencia y una excelente biocompatibilidad, como los instrumentos quirúrgicos y los brackets dentales. Más de 70% de brackets dentales se fabrican mediante MIM. Además, la tecnología MIM también se aplica en la industria de las armas de fuego para producir piezas metálicas pequeñas y complejas, como el conjunto del gatillo y el martillo. Con la tecnología MIM se puede obtener la forma final en un solo paso, lo que permite sustituir el mecanizado tradicional y reducir los costes. Por ello, también se aplica en conectores de precisión para productos electrónicos 3C, piezas de relojería y componentes estructurales de precisión para el sector aeroespacial.
6. ¿Cómo elegir entre la fundición a presión y el moldeo por inyección de polvo metálico?
Antes de elegir el tipo de proceso, conviene plantearse las siguientes preguntas.
¿Qué tamaño tienen las piezas? |
La fundición a presión es la opción recomendada para piezas que pesen más de 50 g, ya que el MIM resulta poco eficiente y costoso para piezas de gran tamaño. El MIM será una opción adecuada para piezas muy pequeñas y complejas. |
¿Qué materiales se necesitan? |
El moldeo a presión es la técnica preferida si el material de la pieza es aluminio, zinc o una aleación de magnesio. El MIM es la única opción si se utiliza acero inoxidable, una aleación de titanio o una aleación resistente al calor, ya que el moldeo a presión no permite procesar estos materiales. |
¿Qué grado de complejidad tienen las piezas? |
La fundición a presión resulta más eficiente si la forma de las piezas es sencilla. En el caso de piezas con paredes delgadas, cavidades internas complejas o detalles intrincados, se prefiere el proceso MIM debido a su mayor capacidad para dar forma a las piezas. |
¿Cuál es el tamaño del lote? |
Ambos procesos son adecuados para la producción en serie, pero el coste del molde en la fundición a presión resulta más rentable en volúmenes elevados debido a la amortización. Los costes de los moldes en ambos procesos son elevados si el volumen de producción es reducido (menos de unos pocos miles de unidades), por lo que, en ese caso, conviene considerar otros procesos, como la fundición en arena. |
¿Cuáles son los requisitos relativos a la calidad de la superficie? |
Si se requiere un acabado superficial similar al de las piezas mecanizadas, es preferible el proceso MIM, ya que su valor Ra de 1 μm es mejor que el de la fundición a presión, que oscila entre 1,6 y 3,2 μm. La fundición a presión resulta adecuada para los requisitos de un acabado superficial industrial general. |
No existe una opción que sea mejor en todos los casos, sino solo la más adecuada.
La fundición a presión y el MIM son procesos complementarios, por lo que puede haber dos líneas de producción para satisfacer las necesidades de piezas de diferentes tamaños y complejidades en una misma línea de producción y en la misma fábrica. La elección más adecuada puede realizarse en una fase temprana del diseño, conociendo los límites de ambos procesos, lo que permite evitar los elevados costes de rediseño derivados de la elección de un proceso inadecuado.