Оглавление
При выборе технологического процесса изготовления металлической детали можно рассмотреть такие варианты, как литье под давлением и литье металлического порошка (MIM). Оба этих метода позволяют налаживать серийное производство сложных металлических деталей, однако они различаются по принципу действия, структуре затрат и сфере применения.
Далее будет проведено сравнение и разъяснение различий между двумя технологическими процессами — от принципа их работы до стоимости — с тем, чтобы разработчики продукции, инженеры по закупкам и консультанты по производству могли принять правильное решение относительно производства новых деталей.
1. Что такое литье под давлением?

Литье под давлением — это процесс литья металла, при котором расплавленный металл под высоким давлением впрыскивается в полость формы (матрицы). Расплавленный металл затвердевает в форме после быстрого охлаждения, и после извлечения из формы получается металлическая деталь точной формы. Цикл литья короткий — от нескольких секунд до нескольких минут, что делает этот метод подходящим для массового производства.
Цветные металлы в основном используются в литье под давлением, причем наиболее распространенными видами являются алюминиевые, цинковые и магниевые сплавы. На долю алюминиевых сплавов приходится примерно 80% мирового объема производства литья под давлением; они широко используются в автомобильной, электронной промышленности и в производстве потребительских товаров. Черные металлы, такие как железо и сталь, как правило, не используются в традиционных процессах литья под давлением из-за их высокой температуры плавления.
Форма для литья под давлением изготавливается из двух закаленных стальных матриц и может использоваться сотни тысяч раз. Себестоимость изготовления формы высока: её цена обычно составляет от $1 200 до $4 200. Однако при массовом производстве удельная себестоимость единицы продукции чрезвычайно низка, что является одним из преимуществ литья под давлением.
Диапазон веса деталей, изготовленных методом литья под давлением, весьма широк: от мелких деталей весом 30 граммов до крупных деталей весом свыше 10 килограммов. Шероховатость поверхности составляет примерно Ra 1,6–3,2 мкм, поэтому в большинстве случаев дополнительная обработка не требуется. Однако для некоторых деталей необходимо удаление облоя.
2. Что такое литье металлического порошка?
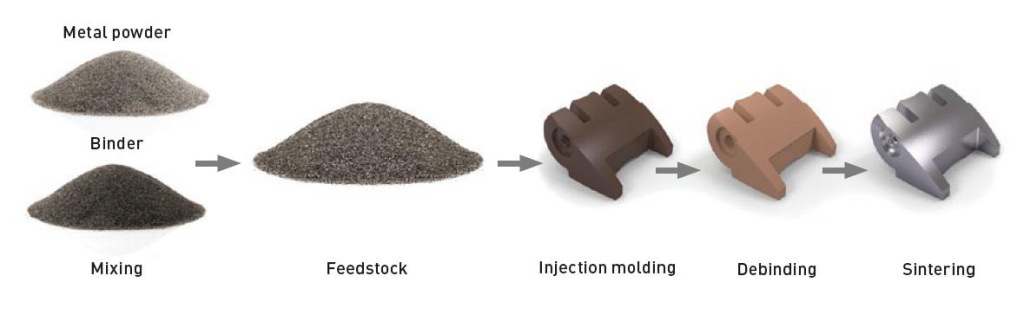
Литье металлического порошка под давлением (MIM) — это метод обработки металла, сочетающий в себе технологии литья пластмасс под давлением и порошковой металлургии, изобретенный Рэймондом Уэлчем в 1970-х годах. Основная идея заключается в смешивании мелкого металлического порошка (размер частиц менее 10 микрометров) со связующим веществом для получения текучего сырья и впрыскивании его в форму с помощью литьевой машины. Затем, после формования, связующее вещество удаляется посредством дебайндинга и спекания, благодаря чему металлические порошки уплотняются в полностью плотные металлические детали.
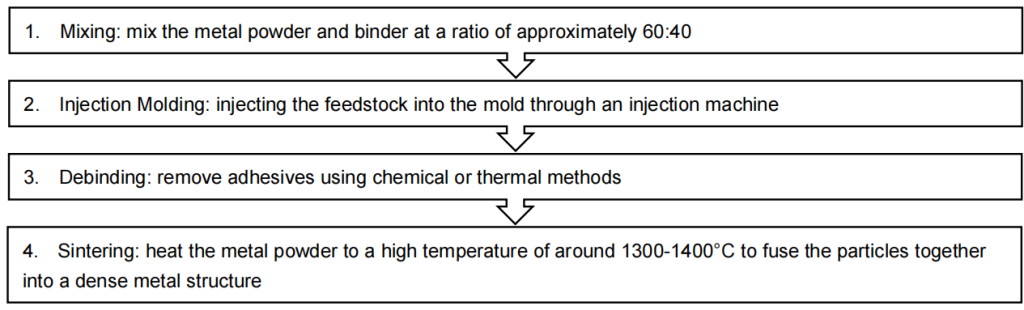
Процесс производства по технологии MIM состоит из четырёх основных этапов.
Объем детали уменьшится примерно на 15–20% в процессе спекания, и именно этот этап требует наиболее точных расчетов. Чтобы компенсировать усадку при спекании, размеры пресс-формы должны быть увеличены, чтобы гарантировать соответствие габаритов готовой детали проектным требованиям. Это также одна из причин, по которой проектирование и изготовление пресс-форм для технологии MIM сопряжены с большими трудностями.
Широкий выбор материалов является одним из основных преимуществ технологии MIM. С помощью MIM можно обрабатывать как цветные, так и черные металлы, включая нержавеющую сталь, инструментальную сталь, титановые сплавы и сплавы на основе никеля, чего невозможно достичь при литье под давлением. Плотность деталей, изготовленных методом MIM, может достигать от 95% до 99% от теоретической плотности. Благодаря механическим свойствам, близким к свойствам поковок, детали, изготовленные методом MIM, превосходят детали, изготовленные традиционными методами порошковой металлургии.
3. В чём заключаются различия между принципами литья под давлением и литья из металлического порошка?

Основное различие между этими двумя процессами заключается в состоянии исходного сырья. При литье под давлением используется расплавленный металл, тогда как при литье металлического порошка под давлением — смесь твердого металлического порошка и связующего вещества. В силу этого принципиального различия их эксплуатационные характеристики во всех аспектах различаются.
Требования к температуре: | При литье под давлением необходимо нагреть металл до температуры, превышающей его температуру плавления. Например, температура плавления алюминиевого сплава составляет примерно 660 °C, а фактическая температура разлива обычно находится в диапазоне 700–750 °C. С другой стороны, температура впрыска в технологии MIM относительно ниже, так как требуется лишь нагрев до температуры размягчения связующего вещества, которая составляет около 150–200 °C. Высокая температура требуется только на заключительном этапе спекания. Это означает, что технология MIM позволяет обрабатывать металлы с чрезвычайно высокой температурой плавления (такие как вольфрам и молибден), которые невозможно обрабатывать методом литья под давлением. |
Сложность и точность: | Конструкция пресс-формы для литья под давлением относительно проста, однако существуют некоторые ограничения при проектировании деталей. Например, разница в толщине стенок не должна быть слишком большой, а угол наклона не должен быть слишком малым. Поэтому изготовить детали со сложной внутренней структурой полостей довольно сложно. С другой стороны, с помощью технологии MIM можно изготовить практически любую форму, которую позволяет получить литье пластмасс под давлением, включая тонкие стенки (толщиной всего 100 микрометров), сложные внутренние полости и мелкие детали. |
Ограничения по размеру деталей: | С помощью технологии MIM можно изготавливать небольшие прецизионные детали весом от 15 до 20 граммов. С помощью MIM сложно изготавливать детали весом более 50 граммов, тогда как литье под давлением позволяет производить детали весом от нескольких десятков граммов до более 10 килограммов. |
Требования к постобработке: | Шероховатость поверхности деталей, изготовленных методом MIM, может достигать Ra 1 мкм, поэтому дополнительная последующая обработка, как правило, не требуется. Это процесс получения готовой формы, что означает, что форма готового изделия в значительной степени соответствует форме пресс-формы, что приводит к минимальным отходам материала. Поверхность деталей, изготовленных методом литья под давлением, относительно шероховатая и требует удаления обломов, а в некоторых случаях, когда требуется высокая точность, — также вторичной механической обработки с ЧПУ. |
4. Что дороже: литье под давлением или литье из металлического порошка?
При сравнении затрат необходимо учитывать различные аспекты. Затраты зависят от сложности деталей, объема партии и используемых материалов.
Стоимость формы: | Стоимость пресс-форм для обоих процессов довольно высока: пресс-формы для MIM стоят примерно от $1,400 до $2,800, а пресс-формы для литья под давлением — от $1,200 до $4200. Срок службы пресс-форм для технологии MIM короче, чем у пресс-форм для литья под давлением, из-за абразивных свойств металлического порошка. Это приводит к более частой замене пресс-форм, что представляет собой долгосрочные затраты, которые легко упустить из виду. |
Стоимость сырья: | Цена тонкодисперсного металлического порошка, используемого в технологии MIM, выше, чем цена обычных слитков алюминиевого сплава, применяемых в литье под давлением. Однако при использовании технологии MIM отходы материала практически отсутствуют, в то время как при литье под давлением требуется удаление литниковых каналов и облоя, что приводит к более низкому коэффициенту использования материала. |
Стоимость обработки: | Литье под давлением характеризуется коротким производственным циклом и высокой степенью автоматизации, а также более низкой стоимостью обработки одной детали. С другой стороны, технология MIM требует более длительного производственного цикла и более высокого энергопотребления из-за двух дополнительных процессов — удаления связующего и спекания, что приводит к относительно более высокой стоимости обработки. |
Общий вывод по стоимости:
Литье под давлением может быть на 30% дешевле, чем технология MIM, при производстве крупных деталей простых форм. Однако при использовании литья под давлением или механической обработки для изготовления мелких прецизионных деталей сложной формы потребуется значительный объем последующей обработки. В таком случае технология MIM станет более экономичным выбором, поскольку представляет собой одноэтапный процесс, не требующий последующей обработки.
5. Области применения литья под давлением и литья из металлического порошка
Каждый из этих двух процессов имеет свои преимущества в различных отраслях, и иногда на одном и том же заводе используются оба процесса для удовлетворения потребностей, связанных с производством разных деталей.
Основные области применения литья под давлением:
Крупнейшим рынком применения литья под давлением является автомобильная промышленность, на долю которой приходится примерно 70% мирового объема производства литья под давлением. К ним относятся блок цилиндров двигателя, корпус коробки передач, ступица колеса и рама радиатора. В отрасли электромобилей литье под давлением приобретает всё большее значение в связи с тенденцией к снижению веса за счёт использования алюминия. Важным рынком для литья под давлением является также отрасль бытовой электроники, например, алюминиевый корпус ноутбука Apple MacBook и металлическая рама смартфона Apple iPhone.
Основные области применения технологии MIM:
Медицинские изделия являются одной из важнейших областей применения технологии MIM, в том числе для изготовления деталей, требующих сложной геометрии, высокой прочности и превосходной биосовместимости, таких как хирургические инструменты и стоматологические брекеты. Более 70% стоматологических брекетов изготавливаются методом MIM. Кроме того, технология MIM также применяется в оружейной промышленности для производства сложных мелких металлических деталей, таких как спусковой механизм и курок. С помощью MIM можно получить деталь готовой формы за один этап, что позволяет заменить традиционную механическую обработку и снизить затраты. Поэтому эта технология также применяется при производстве прецизионных разъемов для электроники 3C, деталей часов и прецизионных конструкционных компонентов для аэрокосмической отрасли.
6. Как выбрать между литьем под давлением и литьем из металлического порошка?
Прежде чем выбрать тип процесса, следует рассмотреть следующие вопросы.
Каковы размеры деталей? |
Литье под давлением является рекомендуемым методом для деталей весом более 50 г, поскольку технология MIM для крупных деталей неэффективна и дорогостояща. Технология MIM будет подходящим выбором для мелких и сложных деталей. |
Какие материалы понадобятся? |
Литье под давлением предпочтительно в том случае, если деталь изготавливается из алюминия, цинка или магниевого сплава. Технология MIM является единственным вариантом при использовании нержавеющей стали, титанового сплава или жаропрочного сплава, поскольку литье под давлением не позволяет обрабатывать эти материалы. |
Насколько сложны эти детали? |
Литье под давлением более эффективно, если форма деталей проста. Для деталей с тонкими стенками, сложными внутренними полостями или замысловатыми элементами предпочтительным методом является MIM благодаря его превосходным возможностям по формированию деталей. |
Каков размер партии? |
Оба процесса подходят для массового производства, однако при больших объемах затраты на форму при литье под давлением оказываются более экономичными благодаря амортизации. При небольших объемах производства (менее нескольких тысяч единиц) затраты на форму для обоих процессов остаются высокими, и в таком случае следует рассмотреть другие технологии, например литье в песчаные формы. |
Каковы требования к качеству поверхности? |
Если требуется качество поверхности, близкое к обработанной, предпочтительным является метод MIM, поскольку его показатель Ra (1 мкм) превосходит показатель литья под давлением (Ra 1,6–3,2 мкм). Литье под давлением вполне соответствует требованиям к качеству поверхности в общей промышленности. |
Не существует универсально лучшего варианта, а есть лишь более подходящий.
Литье под давлением и технология MIM дополняют друг друга, при этом на одной производственной линии одного и того же завода могут быть организованы две технологические линии для изготовления деталей разных размеров и степени сложности. Оптимальный выбор можно сделать еще на ранних этапах проектирования, четко понимая ограничения обоих процессов, что позволяет избежать значительных затрат на доработку конструкции, связанных с выбором неподходящего технологического процесса.