Indice dei contenuti
La pressofusione e lo stampaggio a iniezione di polveri metalliche (MIM) possono rappresentare delle opzioni nella scelta di un processo di produzione per un componente metallico. Entrambi consentono la produzione in serie di componenti metallici complessi, ma si differenziano per il principio di funzionamento, la struttura dei costi e l'ambito di applicazione.
Di seguito verrà illustrata e spiegata la differenza tra i due processi, dal principio di funzionamento ai costi, in modo che i progettisti di prodotto, i responsabili degli acquisti o i consulenti di produzione possano prendere la decisione giusta in merito alla produzione di nuovi componenti.
1. Che cos’è la pressofusione?

La pressofusione è un processo di fusione dei metalli che consiste nell’iniettare il metallo fuso nella cavità di uno stampo (matrice) ad alta pressione. Il metallo fuso si solidifica nello stampo dopo un rapido raffreddamento e, una volta sformato, si ottiene un pezzo metallico dalla forma precisa. Il ciclo è breve, della durata di pochi secondi o pochi minuti, il che lo rende adatto alla produzione in serie.
I metalli non ferrosi vengono utilizzati principalmente nella pressofusione; le leghe più comuni sono quelle di alluminio, zinco e magnesio. Le leghe di alluminio rappresentano circa l'80% della produzione globale di pressofusione e sono ampiamente utilizzate nell'industria automobilistica, elettronica e dei beni di consumo. I metalli ferrosi, come il ferro e l'acciaio, non vengono generalmente utilizzati nei processi tradizionali di pressofusione a causa dei loro elevati punti di fusione.
Uno stampo per pressofusione è costituito da due matrici in acciaio temprato e può essere riutilizzato centinaia di migliaia di volte. Il costo di produzione dello stampo è elevato, con prezzi che in genere oscillano tra $1.200 e $4.200. Tuttavia, il costo unitario è estremamente basso nella produzione di massa, il che rappresenta uno dei vantaggi della pressofusione.
La gamma di peso dei componenti pressofusi è ampia e spazia da pezzi di piccole dimensioni, del peso di 30 grammi, a pezzi di grandi dimensioni, del peso superiore a 10 chilogrammi. La rugosità superficiale è di circa Ra 1,6-3,2 μm, pertanto nella maggior parte delle applicazioni non è necessaria alcuna lavorazione successiva. Tuttavia, per alcuni pezzi è necessaria la rifinitura delle bave.
2. Che cos’è lo stampaggio a iniezione di polveri metalliche?
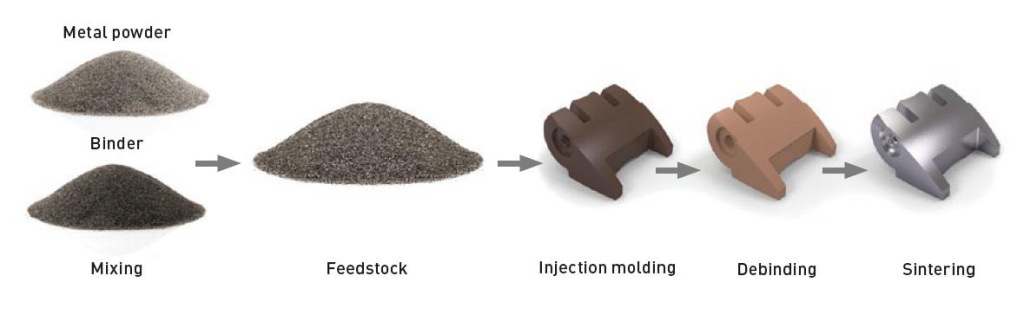
Lo stampaggio a iniezione di polveri metalliche (MIM) è un tipo di lavorazione dei metalli che combina lo stampaggio a iniezione di materie plastiche e la metallurgia delle polveri, inventato da Raymond Welch negli anni ’70. Il concetto di base consiste nel miscelare polvere metallica fine (con particelle di dimensioni inferiori a 10 micrometri) con un legante per ottenere una materia prima fluida, che viene poi iniettata nello stampo tramite una macchina a iniezione. Il legante viene poi rimosso tramite deceratura e sinterizzazione dopo lo stampaggio, in modo che le polveri metalliche possano consolidarsi in parti metalliche completamente dense.
Il processo di produzione del MIM si articola in quattro fasi principali.
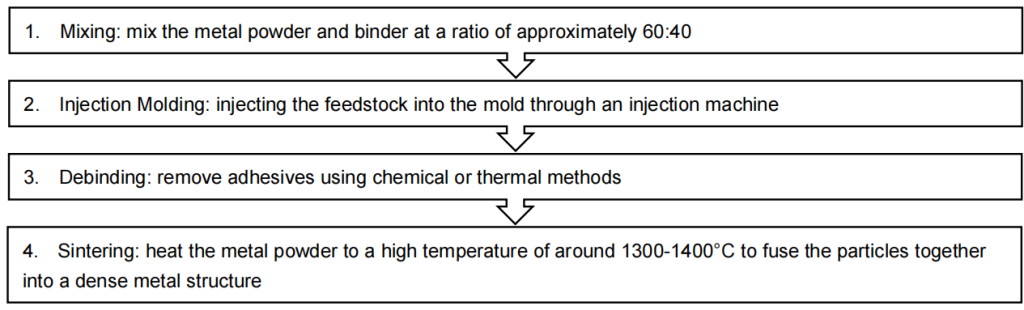
Il volume del pezzo subirà una contrazione di circa il 15-20% durante la sinterizzazione, fase che richiede il calcolo più preciso. Per compensare il ritiro da sinterizzazione, le dimensioni dello stampo devono essere sovradimensionate, in modo da garantire che le dimensioni del pezzo finale soddisfino i requisiti di progettazione. Questo è anche uno dei motivi per cui la progettazione e la produzione degli stampi MIM presentano notevoli difficoltà.
L’ampia scelta di materiali rappresenta uno dei principali vantaggi della tecnologia MIM. Sia i metalli non ferrosi che quelli ferrosi, tra cui l’acciaio inossidabile, l’acciaio per utensili, le leghe di titanio e le leghe a base di nichel, possono essere lavorati con la tecnologia MIM, cosa che non è possibile con la pressofusione. La densità dei componenti MIM può raggiungere valori compresi tra il 95% e il 99% della densità teorica. Grazie alle proprietà meccaniche simili a quelle dei pezzi forgiati, i componenti MIM risultano superiori a quelli realizzati con la metallurgia delle polveri convenzionale.
3. Quali sono le differenze tra i principi della pressofusione e dello stampaggio a iniezione di polveri metalliche?

La differenza fondamentale tra i due processi risiede nello stato delle materie prime. Nella pressofusione si utilizza metallo fuso, mentre nello stampaggio a iniezione di polveri metalliche si ricorre a una miscela di polvere metallica solida e legante. A causa di questa differenza fondamentale, le loro prestazioni differiscono sotto ogni aspetto.
Requisiti di temperatura: | Nella pressofusione è necessario riscaldare il metallo oltre il suo punto di fusione. Ad esempio, il punto di fusione della lega di alluminio è di circa 660 °C, mentre la temperatura effettiva di colata si aggira solitamente tra i 700 e i 750 °C. D'altra parte, la temperatura di iniezione nel processo MIM è relativamente più bassa, poiché è necessario solo il riscaldamento fino alla temperatura di rammollimento del legante, che si aggira intorno ai 150-200 °C. L'alta temperatura è richiesta solo nella fase finale di sinterizzazione. Ciò indica che il processo MIM è in grado di lavorare metalli con punti di fusione estremamente elevati (come il tungsteno e il molibdeno), che non possono essere lavorati mediante pressofusione. |
Complessità e precisione: | La struttura dello stampo per pressofusione è relativamente semplice, ma presenta alcune limitazioni nella progettazione dei pezzi. Ad esempio, la variazione dello spessore delle pareti non può essere eccessiva e l’angolo di sformo non può essere troppo ridotto. Pertanto, è difficile produrre pezzi con strutture interne complesse. D'altra parte, quasi tutte le forme realizzabili con lo stampaggio a iniezione di materie plastiche possono essere prodotte con il processo MIM, comprese le pareti sottili (fino a 100 micrometri), le cavità interne complesse e i dettagli fini. |
Limiti relativi alle dimensioni dei componenti: | La tecnologia MIM consente di produrre componenti piccoli e di precisione, con un peso compreso tra i 15 e i 20 grammi. È difficile realizzare con la tecnologia MIM componenti di peso superiore ai 50 grammi, mentre la pressofusione permette di produrre componenti con peso che va da poche decine di grammi a oltre 10 chilogrammi. |
Requisiti di post-elaborazione: | La rugosità superficiale dei componenti MIM può raggiungere i 1 μm Ra, pertanto solitamente non è necessaria alcuna lavorazione successiva. Si tratta di un processo di formatura diretta, il che significa che la forma del prodotto finito è altamente coerente con quella dello stampo, con conseguente riduzione al minimo degli scarti di materiale. La superficie del pezzo pressofuso è relativamente ruvida e richiede la sbavatura, oltre a una lavorazione secondaria a controllo numerico (CNC) in alcune applicazioni di precisione. |
4. Qual è la tecnica più costosa: la pressofusione o lo stampaggio a iniezione di polveri metalliche?
Nel confronto dei costi occorre tenere conto di diversi fattori. Il costo dipende dalla complessità dei componenti, dalle dimensioni del lotto e dai materiali.
Costo dello stampo: | I costi degli stampi per entrambi i processi non sono bassi: gli stampi MIM costano circa da $1.400 a $2.800, mentre quelli per la pressofusione da $1.200 a $4.200. La durata degli stampi MIM è inferiore a quella degli stampi per pressofusione a causa della natura abrasiva della polvere metallica. Ciò comporta sostituzioni più frequenti degli stampi, un costo a lungo termine che viene facilmente trascurato. |
Costo delle materie prime: | Il prezzo della polvere metallica fine utilizzata nel processo MIM è superiore a quello dei normali lingotti di lega di alluminio utilizzati nella pressofusione. Tuttavia, nel processo MIM lo spreco di materiale è pressoché nullo, mentre la pressofusione richiede la rimozione dei canali di colata e delle sbavature, il che comporta un minore utilizzo del materiale. |
Costo di lavorazione: | La pressofusione presenta un ciclo produttivo breve e un elevato grado di automazione, con un costo di lavorazione per pezzo inferiore. D'altra parte, il processo MIM richiede un ciclo di produzione più lungo e un maggiore consumo energetico a causa dei due processi aggiuntivi di rimozione del legante e sinterizzazione, il che comporta un costo di lavorazione relativamente più elevato. |
Conclusione sul costo complessivo:
La pressofusione può risultare fino a 30% più economica rispetto al processo MIM per la produzione di pezzi di grandi dimensioni con forme semplici. Tuttavia, se si ricorre alla pressofusione o alla lavorazione meccanica per produrre piccoli pezzi di precisione con forme complesse, sarà necessaria una notevole quantità di post-lavorazione. In tal caso, il processo MIM rappresenta una scelta più conveniente in termini di costi, poiché si tratta di un processo in un’unica fase che non richiede lavorazioni successive.
5. Campi di applicazione della pressofusione e dello stampaggio a iniezione di polveri metalliche
Ciascuno dei due processi presenta i propri punti di forza in diversi settori industriali, e talvolta vengono utilizzati entrambi all’interno dello stesso stabilimento per soddisfare le esigenze relative a componenti diversi.
Principali applicazioni della pressofusione:
Il principale mercato di applicazione della pressofusione è l’industria automobilistica, che rappresenta circa il 70% della produzione globale di pressofusione. Tra i componenti figurano il blocco cilindri del motore, l’alloggiamento del cambio, il mozzo ruota e il telaio del radiatore. Nel settore dei veicoli elettrici, la pressofusione sta assumendo un’importanza sempre maggiore a causa della tendenza alla riduzione del peso tramite l’uso dell’alluminio. Anche il settore dell’elettronica di consumo rappresenta un mercato importante per la pressofusione, come dimostrano l’involucro in alluminio del MacBook di Apple e il telaio metallico dell’iPhone di Apple.
Principali applicazioni della tecnologia MIM:
I dispositivi medici rappresentano una delle applicazioni più importanti della tecnologia MIM, in particolare per componenti che richiedono geometrie complesse, elevata resistenza ed eccellente biocompatibilità, come gli strumenti chirurgici e gli attacchi ortodontici. Oltre 70% di bracket dentali vengono prodotti con la tecnologia MIM. Inoltre, la tecnologia MIM trova applicazione anche nell’industria delle armi da fuoco per la produzione di piccole parti metalliche complesse, quali il gruppo grilletto e il cane. Con la tecnologia MIM è possibile ottenere la forma finale in un unico passaggio, sostituendo così la lavorazione meccanica tradizionale e riducendo i costi. Pertanto, trova applicazione anche nei connettori di precisione per l’elettronica 3C, nei componenti per orologi e nei componenti strutturali di precisione per il settore aerospaziale.
6. Come scegliere tra la pressofusione e lo stampaggio a iniezione di polveri metalliche?
Prima di scegliere il tipo di processo, è opportuno porsi le seguenti domande.
Quali sono le dimensioni dei componenti? |
La pressofusione è la soluzione consigliata per i componenti di peso superiore a 50 g, poiché la tecnologia MIM risulta poco efficiente e costosa per i componenti di grandi dimensioni. La tecnologia MIM è invece la scelta più indicata per componenti minuscoli e complessi. |
Quali materiali servono? |
La pressofusione è la tecnica preferita se il materiale del componente è una lega di alluminio, zinco o magnesio. Il processo MIM è l'unica scelta possibile se si utilizzano acciaio inossidabile, leghe di titanio o leghe resistenti al calore, poiché la pressofusione non consente la lavorazione di questi materiali. |
Quanto sono complesse le parti? |
La pressofusione risulta più efficiente se la forma dei componenti è semplice. Per i componenti con pareti sottili, cavità interne complesse o caratteristiche strutturali articolate, si preferisce il processo MIM grazie alla sua maggiore capacità di modellazione. |
Qual è la dimensione del lotto? |
Entrambi i processi sono adatti alla produzione in serie, ma il costo dello stampo nella pressofusione risulta più conveniente per volumi elevati grazie all’ammortamento. I costi degli stampi per entrambi i processi sono elevati se il volume di produzione è ridotto (meno di qualche migliaio di unità) e, in tal caso, è opportuno prendere in considerazione altri processi, come la fusione in sabbia. |
Quali sono i requisiti relativi alla qualità della superficie? |
Se è richiesta una finitura superficiale simile a quella ottenuta con la lavorazione meccanica, è preferibile ricorrere alla tecnologia MIM, poiché il suo valore Ra di 1 μm è migliore rispetto a quello di 1,6-3,2 μm ottenibile con la pressofusione. La pressofusione è adeguata per soddisfare i requisiti di una finitura superficiale di tipo industriale generico. |
Non esiste una scelta universalmente migliore, ma solo quella più adatta.
La pressofusione e il processo MIM sono complementari; è quindi possibile predisporre due linee di produzione per soddisfare le esigenze relative a componenti di dimensioni e complessità diverse sulla stessa linea di produzione all’interno dello stesso stabilimento. La scelta più adeguata può essere effettuata sin dalle prime fasi della progettazione, comprendendo i limiti di entrambi i processi; in questo modo è possibile evitare elevati costi di riprogettazione dovuti all’utilizzo di processi non idonei.