جدول المحتويات
يمكن أن يكون كل من الصب بالقالب (Die Casting) والقولبة بالحقن بمسحوق المعدن (MIM) خيارين متاحين عند اختيار عملية تصنيع لقطعة معدنية. وكلاهما قادر على الإنتاج الضخم للقطع المعدنية المعقدة، لكنهما يختلفان في مبدأ العمل، وهيكل التكلفة، ونطاق التطبيق.
فيما يلي، سيتم مقارنة وشرح الفرق بين العمليتين، بدءًا من مبدأ التشغيل وصولاً إلى التكلفة، بحيث يتسنى لمصممي المنتجات ومهندسي المشتريات ومستشاري التصنيع اتخاذ القرار الصحيح بشأن إنتاج القطع الجديدة.
1. ما هو الصب بالقالب؟

الصب بالقالب هو عملية صب معدنية تعتمد على ضخ المعدن المنصهر إلى تجويف القالب (القالب) تحت ضغط عالٍ. يتصلب المعدن المنصهر في القالب بعد التبريد السريع، ويمكن الحصول على قطعة معدنية ذات شكل دقيق بعد إخراجها من القالب. وتتميز هذه العملية بدورة قصيرة، حيث تستغرق من بضع ثوانٍ إلى بضع دقائق، مما يجعلها مناسبة للإنتاج الضخم.
تُستخدم المعادن غير الحديدية بشكل رئيسي في عملية الصب بالقالب، وتُعد سبائك الألومنيوم والزنك والمغنيسيوم من الأنواع الشائعة. تمثل سبائك الألومنيوم حوالي 80% من إجمالي إنتاج الصب بالقالب العالمي، وهي تُستخدم على نطاق واسع في صناعة السيارات والإلكترونيات والسلع الاستهلاكية. أما المعادن الحديدية، مثل الحديد والصلب، فلا تُستخدم عمومًا في عمليات الصب بالقالب التقليدية نظرًا لارتفاع درجات انصهارها.
يتكون قالب الصب بالضغط من قالبين من الفولاذ المقوى ويمكن إعادة استخدامه مئات الآلاف من المرات. تكلفة إنتاج القالب مرتفعة، حيث تتراوح الأسعار عادةً بين $1,200 و$4,200. ومع ذلك، فإن التكلفة لكل وحدة منخفضة للغاية في الإنتاج الضخم، وهو ما يُعد إحدى مزايا الصب بالقالب.
يتسم نطاق أوزان قطع الصب بالقالب بالاتساع، حيث يتراوح بين القطع الصغيرة التي يبلغ وزنها 30 جرامًا والقطع الكبيرة التي يزيد وزنها عن 10 كيلوغرامات. وتبلغ خشونة السطح حوالي Ra 1.6-3.2 ميكرومتر، لذا لا تتطلب معظم التطبيقات أي معالجة لاحقة. ومع ذلك، فإن بعض القطع تتطلب إزالة الحواف الزائدة.
2. ما هو القولبة بالحقن بمسحوق المعدن؟
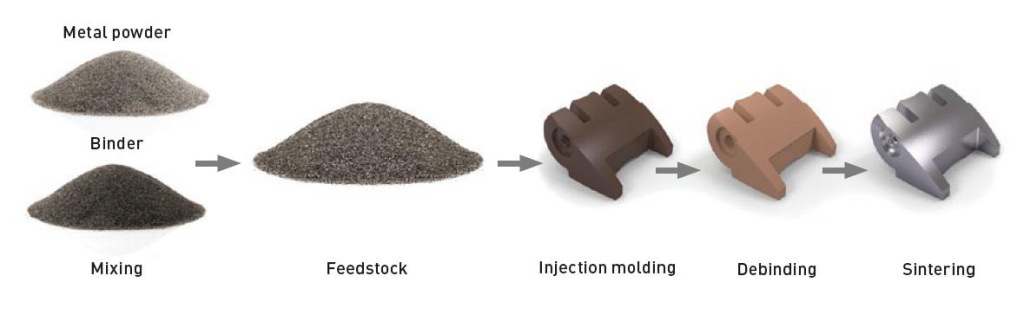
يُعد القولبة بالحقن بالمسحوق المعدني (MIM) نوعًا من معالجة المعادن يجمع بين القولبة بالحقن البلاستيكية وعلم المعادن المسحوقية، وقد ابتكره ريموند ويلش في سبعينيات القرن العشرين. ويتمثل المفهوم الأساسي في خلط مسحوق معدني ناعم (حجم الجسيمات أقل من 10 ميكرومتر) مع مادة رابطة لإنتاج مادة خام قابلة للتدفق وحقنها في القالب باستخدام آلة حقن. ثم تتم إزالة المادة الرابطة من خلال عملية إزالة المادة الرابطة والتلبيد بعد القولبة، بحيث يمكن دمج مساحيق المعادن لتشكيل أجزاء معدنية كثيفة تمامًا.
تنقسم عملية إنتاج تقنية MIM إلى أربع خطوات رئيسية.
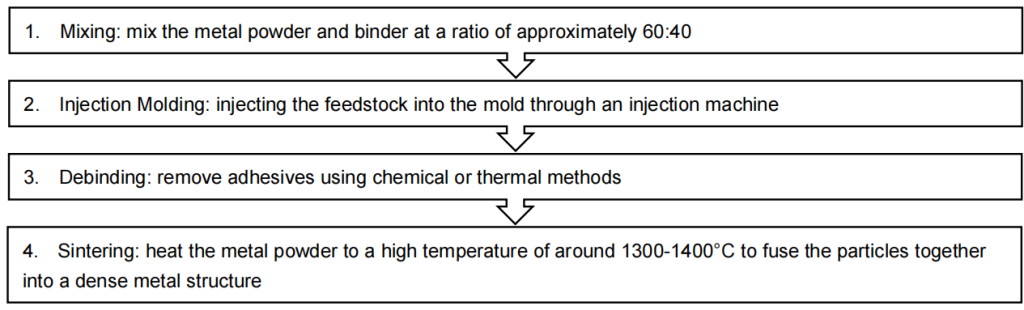
سوف يتقلص حجم القطعة بنحو 15-20% أثناء عملية التلبيد، وهي الخطوة التي تتطلب الحسابات الأكثر دقة. وللتعويض عن انكماش التلبيد، يجب أن يكون حجم القالب أكبر من اللازم لضمان توافق أبعاد القطعة النهائية مع متطلبات التصميم. وهذا أيضًا أحد الأسباب التي تجعل تصميم وتصنيع قوالب MIM أمرًا بالغ الصعوبة.
يُعد التنوع الواسع في اختيار المواد إحدى المزايا الرئيسية لتقنية MIM. فكل من المعادن غير الحديدية والمعادن الحديدية، بما في ذلك الفولاذ المقاوم للصدأ وفولاذ الأدوات وسبائك التيتانيوم والسبائك القائمة على النيكل، يمكن معالجتها جميعًا باستخدام تقنية MIM، وهو ما لا يمكن تحقيقه من خلال الصب بالقالب. يمكن أن تصل كثافة قطع MIM إلى ما بين 95% و99% من الكثافة النظرية. وبفضل خصائصها الميكانيكية القريبة من تلك الخاصة بالمطروقات، تتفوق قطع MIM على قطع المعادن المسحوقة التقليدية.
3. ما هي الاختلافات في مبادئ الصب بالقالب وحقن مسحوق المعادن؟

يُعد حالة المواد الخام الفرق الجوهري بين العمليتين. ففي عملية الصب بالقالب، يُستخدم المعدن المنصهر، بينما يُستخدم في عملية القولبة بالحقن لمسحوق المعدن خليط من مسحوق المعدن الصلب ومادة رابطة. ويختلف أداء كل منهما في جميع الجوانب بسبب هذا الاختلاف الجوهري.
متطلبات درجة الحرارة: | يتطلب القولبة بالقالب تسخين المعدن إلى درجة حرارة أعلى من نقطة انصهاره. على سبيل المثال، تبلغ نقطة انصهار سبائك الألومنيوم حوالي 660 درجة مئوية، وتكون درجة حرارة الصب الفعلية عادةً ما بين 700 و750 درجة مئوية. من ناحية أخرى، تكون درجة حرارة الحقن في تقنية MIM أقل نسبيًا، حيث لا يتطلب الأمر سوى التسخين إلى درجة حرارة تليين المادة الرابطة، والتي تتراوح بين 150 و200 درجة مئوية تقريبًا. ولا تكون درجة الحرارة المرتفعة مطلوبة إلا في مرحلة التلبيد النهائية. وهذا يشير إلى أن تقنية MIM قادرة على معالجة المعادن ذات نقاط الانصهار العالية للغاية (مثل التنغستن والموليبدينوم)، والتي لا يمكن معالجتها باستخدام عملية الصب بالقالب. |
التعقيد والدقة: | تتميز بنية قالب الصب بالضغط بأنها بسيطة نسبيًا، لكن هناك بعض القيود على تصميم القطع. على سبيل المثال، لا يمكن أن يكون التباين في سماكة الجدران كبيرًا جدًّا، كما لا يمكن أن تكون زاوية الانحدار صغيرة جدًّا. لذلك، يصعب إنتاج قطع ذات هياكل تجويف داخلية معقدة. من ناحية أخرى، يمكن إنتاج أي شكل تقريبًا يمكن تحقيقه بواسطة القولبة بالحقن البلاستيكية باستخدام تقنية MIM، بما في ذلك الجدران الرقيقة (التي يصل سمكها إلى 100 ميكرومتر)، والتجويفات الداخلية المعقدة، والتفاصيل الدقيقة. |
القيود المفروضة على حجم الأجزاء: | يمكن لتقنية MIM إنتاج قطع صغيرة ودقيقة، يتراوح وزنها بين 15 و20 جرامًا. ويصعب إنتاج قطع يزيد وزنها عن 50 جرامًا باستخدام تقنية MIM، في حين يمكن للصب بالقالب إنتاج قطع يتراوح وزنها بين بضع عشرات من الجرامات إلى ما يزيد عن 10 كيلوغرامات. |
متطلبات المعالجة اللاحقة: | يمكن أن تصل خشونة سطح قطع MIM إلى Ra 1μm، لذا لا تتطلب عادةً أي معالجة إضافية بعد التصنيع. وهي تمثل عملية تشكيل مباشر، مما يعني أن شكل المنتج النهائي يتطابق بشكل كبير مع شكل القالب، مما يؤدي إلى الحد الأدنى من هدر المواد. يكون سطح القطع المصبوبة بالقالب خشنًا نسبيًا ويتطلب إزالة الحواف الزائدة، بالإضافة إلى المعالجة الثانوية باستخدام الحاسب الآلي (CNC) في بعض التطبيقات الدقيقة. |
4. أيهما أغلى ثمناً: الصب بالقالب أم القولبة بالحقن باستخدام مسحوق المعادن؟
يجب أخذ وجهات نظر متعددة في الاعتبار عند مقارنة التكاليف. فالتكلفة تعتمد على مدى تعقيد الأجزاء، وحجم الدفعة، والمواد المستخدمة.
تكلفة القالب: | تكاليف القوالب في كلتا العمليتين ليست منخفضة، حيث تتراوح تكلفة قوالب تقنية MIM بين حوالي $1,400 و$2,800، بينما تتراوح تكلفة قوالب الصب بالقالب بين $1,200 و$4200. وعمر قوالب MIM أقصر من عمر قوالب الصب بالقالب بسبب الطبيعة الكاشطة لمسحوق المعدن. ويؤدي ذلك إلى استبدال القوالب بشكل أكثر تكرارًا، وهو ما يمثل تكلفة طويلة الأجل يُسهل تجاهلها. |
تكلفة المواد الخام: | سعر مسحوق المعدن الناعم المستخدم في تقنية MIM أعلى من سعر سبائك الألومنيوم العادية المستخدمة في الصب بالقالب. ومع ذلك، لا توجد أي نفايات مادية تقريبًا في تقنية MIM، في حين أن الصب بالقالب يتطلب إزالة القنوات الزائدة والنتوءات، مما يؤدي إلى انخفاض معدل الاستفادة من المواد. |
تكلفة المعالجة: | يتميز القولبة بالضغط بدورة إنتاج قصيرة ودرجة عالية من الأتمتة، مع انخفاض تكلفة المعالجة لكل قطعة. من ناحية أخرى، تتطلب تقنية MIM دورة إنتاج أطول واستهلاكًا أعلى للطاقة بسبب عمليتين إضافيتين هما إزالة المادة الرابطة والتلبيد، مما يؤدي إلى تكلفة معالجة أعلى نسبيًا. |
الاستنتاج النهائي بشأن التكلفة الإجمالية:
يمكن أن يكون الصب بالقالب أرخص بما يصل إلى 30% مقارنةً بتقنية MIM في إنتاج القطع الكبيرة ذات الأشكال البسيطة. ومع ذلك، ستكون هناك حاجة إلى الكثير من المعالجة اللاحقة إذا تم استخدام الصب بالقالب أو المعالجة الآلية لإنتاج قطع صغيرة دقيقة ذات أشكال معقدة. وفي هذه الحالة، ستكون تقنية MIM خيارًا أكثر فعالية من حيث التكلفة لأنها عملية من خطوة واحدة لا تتطلب معالجة لاحقة.
5. مجالات تطبيق الصب بالقالب وحقن مسحوق المعادن
لكل من هاتين العمليتين مزاياها الخاصة في قطاعات صناعية مختلفة، ويُستخدم كل منهما أحيانًا في نفس المصنع لتلبية احتياجات الأجزاء المختلفة.
التطبيقات الرئيسية للصب بالقالب:
يُعد قطاع صناعة السيارات أكبر سوق لتطبيقات الصب بالقالب، حيث يمثل حوالي 70% من إجمالي إنتاج الصب بالقالب العالمي. ويشمل ذلك كتلة أسطوانات المحرك، وعلبة ناقل الحركة، ومحور العجلة، وإطار المبرد. وفي صناعة السيارات الكهربائية، تزداد أهمية الصب بالقالب بشكل متزايد بسبب الاتجاه السائد نحو استخدام الألومنيوم لتخفيف الوزن. كما تُعد صناعة الإلكترونيات الاستهلاكية سوقًا مهمًا للصب بالقالب، مثل الغلاف المصنوع من الألومنيوم لجهاز Apple MacBook والإطار المعدني لجهاز Apple iPhone.
التطبيقات الرئيسية لتقنية MIM:
تعد الأجهزة الطبية من أهم مجالات تطبيق تقنية MIM، بما في ذلك الأجزاء التي تتطلب هندسة معقدة وقوة عالية وتوافقًا حيويًا ممتازًا، مثل الأدوات الجراحية وأقواس الأسنان. يتم إنتاج أكثر من 70% من أقواس الأسنان باستخدام تقنية MIM. إلى جانب ذلك، تُستخدم تقنية MIM أيضًا في صناعة الأسلحة النارية لإنتاج أجزاء معدنية صغيرة معقدة مثل مجموعة الزناد والمطرقة. يمكن تشكيل الشكل النهائي في خطوة واحدة باستخدام تقنية MIM، مما يمكن أن يحل محل التصنيع الآلي التقليدي ويقلل التكاليف. ولذلك، تُستخدم هذه التقنية أيضًا في الموصلات الدقيقة للأجهزة الإلكترونية 3C، وأجزاء الساعات، والمكونات الهيكلية الدقيقة للفضاء الجوي.
6. كيف يمكن الاختيار بين الصب بالقالب وحقن مسحوق المعادن؟
قبل اختيار نوع العملية، ينبغي أخذ الأسئلة التالية في الاعتبار.
ما هو حجم الأجزاء؟ |
يُعد الصب بالقالب الخيار الموصى به للأجزاء التي يزيد وزنها عن 50 جرامًا، حيث إن تقنية التصنيع بالمادة المعدنية (MIM) غير فعالة ومكلفة بالنسبة للأجزاء الكبيرة. أما بالنسبة للأجزاء الصغيرة والمعقدة، فستكون تقنية MIM هي الخيار المناسب. |
ما هي المواد المطلوبة؟ |
يُفضل استخدام عملية الصب بالقالب إذا كانت مادة القطعة من الألومنيوم أو الزنك أو سبائك المغنيسيوم. أما تقنية التصنيع بالحقن المعدني (MIM) فهي الخيار الوحيد في حالة استخدام الفولاذ المقاوم للصدأ أو سبائك التيتانيوم أو السبائك المقاومة للحرارة، حيث إن عملية الصب بالقالب لا يمكنها معالجة هذه المواد. |
ما مدى تعقيد هذه الأجزاء؟ |
يكون القولبة بالضغط أكثر كفاءة إذا كان شكل القطع بسيطًا. أما بالنسبة للقطع ذات الجدران الرقيقة، أو التي تحتوي على تجاويف داخلية معقدة، أو ملامح دقيقة، فيُفضل استخدام تقنية MIM نظرًا لقدرتها الفائقة على تشكيل القطع. |
ما هو حجم الدفعة؟ |
تعد كلتا العمليتين مناسبتين للإنتاج الضخم، لكن تكلفة القوالب في عملية الصب بالقالب تكون أكثر فعالية من حيث التكلفة عند إنتاج كميات أكبر، وذلك بفضل استهلاك التكلفة. وتكون تكاليف القوالب في كلتا العمليتين مرتفعة إذا كان حجم الإنتاج صغيرًا (أقل من بضعة آلاف وحدة)، وفي هذه الحالة ينبغي النظر في استخدام عمليات أخرى، مثل الصب بالرمل. |
ما هي متطلبات جودة السطح؟ |
إذا كانت هناك حاجة إلى تشطيب سطحي يقترب من مستوى التشطيب الناتج عن المعالجة الآلية، فإن تقنية MIM تُعد الخيار المفضل، حيث إن قيمة Ra البالغة 1 ميكرومتر فيها أفضل من قيمة Ra التي تتراوح بين 1.6 و3.2 ميكرومتر في عملية الصب بالقالب. أما عملية الصب بالقالب فهي كافية لتلبية متطلبات التشطيب السطحي الصناعي العام. |
لا يوجد خيار أفضل بشكل عام، بل هناك فقط الخيار الأنسب.
تعتبر تقنيتا الصب بالقالب (Die casting) والصب المعدني بالحقن (MIM) متكاملتين، حيث قد يكون هناك خطان إنتاجيان لتلبية متطلبات الأجزاء ذات الأحجام ومستويات التعقيد المختلفة على نفس خط الإنتاج في نفس المصنع. ويمكن تحديد الخيار الأنسب في مرحلة مبكرة من التصميم من خلال فهم حدود كلتا العمليتين، وبالتالي يمكن تجنب تكاليف إعادة التصميم المرتفعة الناتجة عن استخدام عمليات غير مناسبة.