目次
金属部品の製造プロセスを検討する際、ダイカストや金属粉末射出成形(MIM)が選択肢となり得ます。どちらも複雑な金属部品を大量生産できますが、動作原理、コスト構造、適用範囲において違いがあります。.
以下では、2つのプロセスの違いについて、動作原理からコストに至るまで比較・解説し、製品設計者、調達エンジニア、あるいは製造コンサルタントが、新部品の製造に関して適切な判断を下せるようにします。.
1. ダイカストとは何ですか?

ダイカストとは、溶融金属を高圧下で金型(ダイ)のキャビティに圧入する金属鋳造プロセスです。溶融金属は急速冷却されて金型内で凝固し、脱型後に精密な形状の金属部品が得られます。 サイクルタイムは数秒から数分と短いため、大量生産に適しています。.
非鉄金属は主にダイカストに使用されており、一般的な種類としてはアルミニウム合金、亜鉛合金、マグネシウム合金が挙げられる。 アルミニウム合金は、世界のダイカスト生産量の約80%を占めており、自動車、電子機器、消費財産業で広く使用されています。鉄や鋼などの鉄系金属は、融点が高いため、一般的な従来のダイカスト工程では通常使用されません。.
ダイカスト金型は、2つの焼入れ鋼製の金型で構成されており、数十万回も繰り返し使用することができます。 金型の製造コストは高く、価格は通常$1,200から$4,200の範囲です。しかし、大量生産においては単位当たりのコストが極めて低くなるため、これがダイカストの利点の一つとなっています。.
ダイカスト部品の重量範囲は広く、30グラムの小型部品から10キログラムを超える大型部品まで多岐にわたります。表面粗さはRa 1.6~3.2μm程度であるため、ほとんどの用途では後処理は必要ありません。ただし、一部の部品についてはバリ取りが必要です。.
2. 金属粉末射出成形とは何ですか?
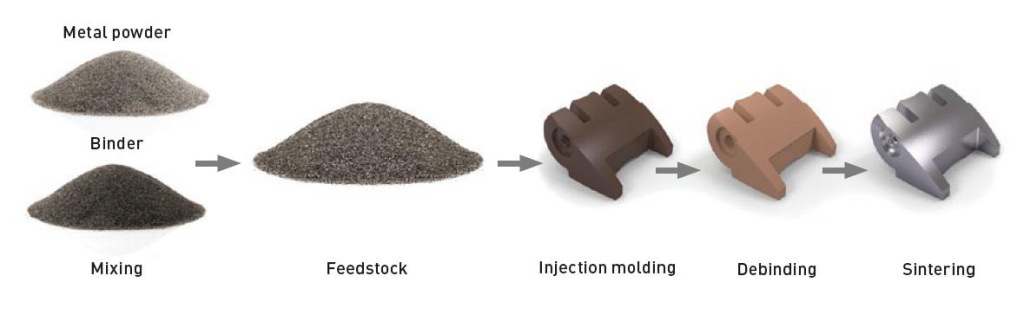
金属粉末射出成形(MIM)は、プラスチック射出成形と粉末冶金技術を組み合わせた金属加工法の一種であり、1970年代にレイモンド・ウェルチによって考案されました。 その基本概念は、微細な金属粉末(粒子径10マイクロメートル未満)を結合剤と混合して流動性のある原料を作り出し、射出成形機を用いて金型に射出することです。 成形後は、脱バインダー処理と焼結を経てバインダーが除去され、金属粉末が緻密な金属部品に固結されます。.
MIMの製造工程は、主に4つのステップに分かれています。.
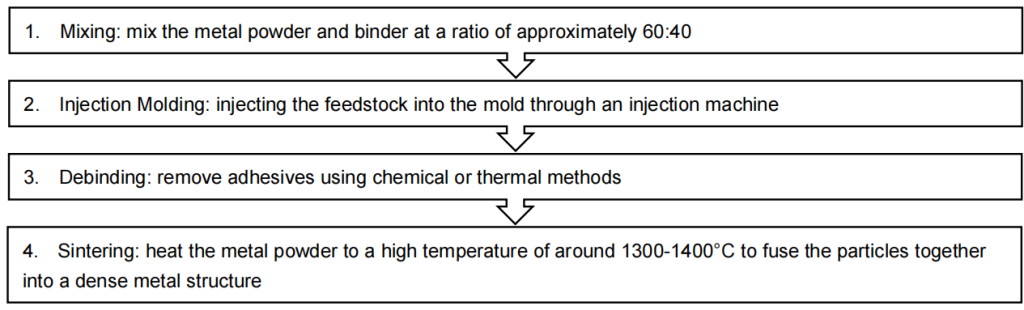
焼結工程では、部品の体積が約15~20%収縮するため、この工程では最も精密な計算が求められます。 焼結収縮を補うためには、最終部品の寸法が設計要件を満たすよう、金型のサイズを大きめに設定する必要があります。これは、MIM金型の設計・製造が極めて困難である理由の一つでもあります。.
幅広い材料の選択肢は、MIMの大きな利点です。ステンレス鋼、工具鋼、チタン合金、ニッケル基合金など、非鉄金属と鉄系金属のいずれもMIMを用いて加工することが可能であり、これはダイカストでは実現できません。 MIM部品の密度は、理論密度の95%から99%に達することがあります。機械的特性が鍛造品に近いため、MIM部品は従来の粉末冶金部品よりも優れています。.
3. ダイカストと金属粉末射出成形の原理にはどのような違いがありますか?

両プロセスの根本的な違いは、原材料の状態にあります。ダイカストでは溶融金属が使用されるのに対し、金属粉末射出成形では固体金属粉末と結合剤の混合物が使用されます。この根本的な違いにより、あらゆる面でその性能が異なります。.
温度条件: | ダイカストでは、金属を融点以上に加熱する必要があります。例えば、アルミニウム合金の融点は約660°Cですが、実際の鋳込み温度は通常700~750°Cの範囲にあります。 一方、MIM(金属粉末成形)における射出温度は、バインダーの軟化温度(約150~200°C)まで加熱すればよいだけであるため、比較的低くなります。 高温が必要となるのは、最終的な焼結段階のみです。これは、MIM法であれば、ダイカストでは加工できない極めて融点の高い金属(タングステンやモリブデンなど)も加工できることを示しています。. |
複雑さと精度: | ダイカスト金型の構造は比較的単純ですが、部品の設計にはいくつかの制約があります。例えば、肉厚のばらつきが大きすぎてはならず、抜き勾配も小さすぎてはなりません。 そのため、内部キャビティ構造が複雑な部品の製造は困難です。一方、MIMでは、薄肉(100マイクロメートル程度)や複雑な内部キャビティ、微細なディテールなど、プラスチック射出成形で実現可能なほぼすべての形状を製造することができます。. |
部品のサイズに関する制限: | MIMでは、重量が15~20グラムの小型で高精度な部品を製造することができます。MIMでは50グラムを超える部品の製造は困難ですが、ダイカストでは数十グラムから10キログラムを超える部品まで製造可能です。. |
後処理の要件: | MIM部品の表面粗さはRa 1μmに達するため、通常、追加の後処理は必要ありません。これはネットシェイプ成形プロセスであり、完成品の形状が金型の形状と極めて一致しているため、材料のロスが最小限に抑えられます。 ダイカスト部品の表面は比較的粗いため、バリ取りが必要であり、一部の精密用途ではCNCによる二次加工も必要となります。. |
4. ダイカストと金属粉末射出成形、どちらがより高価ですか?
コスト比較を行う際には、さまざまな観点から検討する必要があります。コストは、部品の複雑さ、ロットサイズ、および材料によって異なります。.
金型費用: | どちらのプロセスも金型費用は安くはなく、MIM金型の費用はおよそ$1,400~$2,800、ダイカスト金型は$1,200~$4200程度です。 金属粉末には研磨性があるため、MIM用金型の寿命はダイカスト用金型よりも短くなります。その結果、金型の交換頻度が高くなり、これは見過ごされがちな長期的なコストとなります。. |
原材料費: | MIMで使用される微細金属粉末の価格は、ダイカストで使用される通常のアルミニウム合金インゴットよりも高い。しかし、MIMでは材料のロスがほとんどないのに対し、ダイカストではランナーやバリを取り除く必要があるため、材料利用率が低くなってしまう。. |
処理費用: | ダイカストは生産サイクルが短く、自動化の度合いも高いため、部品あたりの加工コストが低く抑えられます。 一方、MIMでは、脱バインダー処理と焼結という2つの追加工程が必要なため、生産サイクルが長く、エネルギー消費量も多くなり、その結果、加工コストが比較的高くなります。. |
総コストに関する結論:
単純な形状の大型部品を製造する場合、ダイカストはMIMに比べて最大30%安くなる可能性があります。しかし、複雑な形状を持つ小型の精密部品をダイカストや機械加工で製造する場合、多くの後処理が必要となります。 その場合、MIMは後処理を必要としないワンステッププロセスであるため、より費用対効果の高い選択肢となります。.
5. ダイカストおよび金属粉末射出成形の応用分野
これら2つの工程は、それぞれ異なる業界において独自の強みを持っており、同じ工場内でも、部品のニーズに応じて両方の工程が併用されることがあります。.
ダイカストの主な用途:
ダイカストの最大の応用市場は自動車産業であり、世界のダイカスト生産量の約70%を占めています。これには、エンジンシリンダーブロック、トランスミッションハウジング、ホイールハブ、ラジエーターフレームなどが含まれます。電気自動車(EV)業界においても、アルミニウムによる軽量化の潮流に伴い、ダイカストの重要性はますます高まっています。 また、家電業界もダイカストの重要な市場であり、AppleのMacBookのアルミニウム製筐体や、AppleのiPhoneの金属フレームなどがその例です。.
MIMの主な用途:
医療機器はMIMの最も重要な用途の一つであり、手術器具や歯科用ブラケットなど、複雑な形状、高い強度、優れた生体適合性が求められる部品が含まれます。 70%以上の歯科用ブラケットがMIMによって製造されています。さらに、MIMは銃器産業においても、トリガーアセンブリやハンマーなどの複雑な小型金属部品の製造に活用されています。MIMを使用すれば、単一の工程でネットシェイプ成形が可能であり、従来の機械加工に取って代わり、コストを削減することができます。 そのため、3C電子機器用の精密コネクタ、時計部品、航空宇宙用の精密構造部品などにも応用されています。.
6. ダイカストと金属粉末射出成形のどちらを選ぶべきか?
プロセスの種類を決定する前に、以下の点を検討する必要があります。.
部品の大きさはどれくらいですか? |
重量が50gを超える部品にはダイカストが推奨されます。これは、大型部品の場合、MIMは非効率的でコストが高くなるためです。MIMは、極小で複雑な部品に適した選択肢となります。. |
どのような材料が必要ですか? |
部品の材質がアルミニウム、亜鉛、またはマグネシウム合金の場合は、ダイカストが適しています。ステンレス鋼、チタン合金、または耐熱合金を使用する場合は、ダイカストではこれらの材料を加工できないため、MIMが唯一の選択肢となります。. |
部品の複雑さはどの程度ですか? |
部品の形状が単純な場合は、ダイカストの方が効率的です。肉厚が薄い部品や、内部の形状が複雑なもの、あるいは細かな形状を持つ部品については、成形能力に優れたMIMが適しています。. |
バッチサイズはどれくらいですか? |
どちらの工程も量産に適していますが、ダイカストの金型費は、生産量が増えると償却効果により費用対効果が高くなります。生産量が少ない場合(数千個未満)、どちらの工程でも金型費が高額となるため、その場合は砂型鋳造などの他の工程を検討すべきです。. |
表面品質に関する要件は何ですか? |
機械加工に近い表面仕上げが求められる場合、MIMが好まれる。そのRa値は1μmであり、ダイカストのRa値(1.6~3.2μm)よりも優れているためである。一般的な工業用表面仕上げの要件については、ダイカストで十分である。. |
「これこそが最良の選択肢」というものは存在せず、あるのは「より適した選択肢」だけである。.
ダイカストとMIMは互いに補完し合う技術であり、同一工場内の同一生産ライン上で、サイズや複雑さが異なる部品の要件に対応するため、2つの工程ラインが設けられる場合があります。設計段階の早い段階で両プロセスの限界を理解しておくことで、より適切な選択が可能となり、その結果、不適切なプロセス選択に起因する高額な再設計コストを回避することができます。.





