Table des matières
Le moulage sous pression et le moulage par injection de poudre métallique (MIM) peuvent constituer des options lors du choix d'un procédé de fabrication pour une pièce métallique. Ces deux procédés permettent de produire en série des pièces métalliques complexes, mais ils diffèrent par leur principe de fonctionnement, leur structure de coûts et leur champ d'application.
Dans les pages qui suivent, nous comparerons et expliquerons les différences entre ces deux procédés, tant au niveau de leur principe de fonctionnement que de leur coût, afin de permettre aux concepteurs de produits, aux ingénieurs d'approvisionnement ou aux consultants en fabrication de prendre la bonne décision en matière de production pour les nouvelles pièces.
1. Qu'est-ce que le moulage sous pression ?

Le moulage sous pression est un procédé de moulage des métaux qui consiste à injecter du métal en fusion dans la cavité d'un moule (matrice) sous haute pression. Le métal en fusion se solidifie dans le moule après un refroidissement rapide, et une pièce métallique aux formes précises peut être obtenue après démoulage. Le cycle est court, durant de quelques secondes à quelques minutes, ce qui rend ce procédé adapté à la production en série.
Les métaux non ferreux sont principalement utilisés dans le moulage sous pression ; les alliages d'aluminium, de zinc et de magnésium en sont les types les plus courants. Les alliages d’aluminium représentent environ 80% de la production mondiale de moulage sous pression ; ils sont largement utilisés dans les secteurs de l’automobile, de l’électronique et des biens de consommation. Les métaux ferreux, tels que le fer et l’acier, ne sont généralement pas utilisés dans les procédés traditionnels de moulage sous pression en raison de leur point de fusion élevé.
Un moule de moulage sous pression est composé de deux matrices en acier trempé et peut être réutilisé des centaines de milliers de fois. Le coût de fabrication d'un moule est élevé, son prix se situant généralement entre $1 200 et $4 200. Cependant, le coût unitaire est extrêmement bas en production de masse, ce qui constitue l'un des avantages du moulage sous pression.
La gamme de poids des pièces moulées sous pression est très large, allant de petites pièces pesant 30 grammes à de grandes pièces pesant plus de 10 kilogrammes. La rugosité de surface est d'environ Ra 1,6 à 3,2 μm, ce qui rend tout traitement ultérieur inutile dans la plupart des applications. Toutefois, certaines pièces nécessitent un ébavurage.
2. Qu'est-ce que le moulage par injection de poudre métallique ?
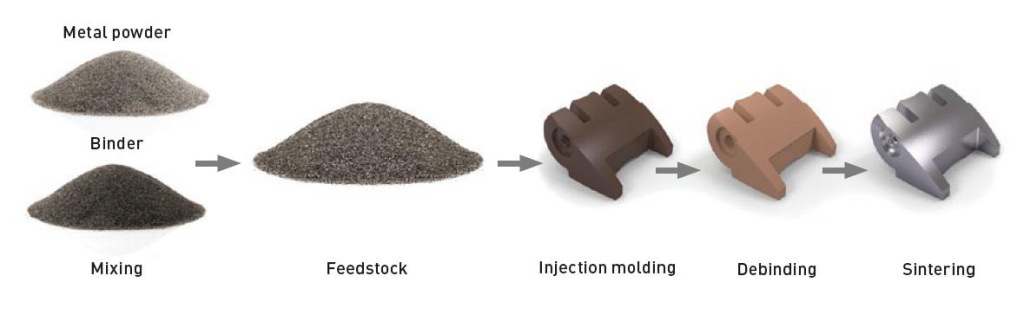
Le moulage par injection de poudre métallique (MIM) est un procédé de transformation des métaux qui combine le moulage par injection de plastique et la métallurgie des poudres ; il a été inventé par Raymond Welch dans les années 1970. Le principe de base consiste à mélanger de la poudre métallique fine (taille des particules inférieure à 10 micromètres) avec un liant afin d’obtenir une matière première fluide, puis à l’injecter dans le moule à l’aide d’une presse à injection. Le liant est ensuite éliminé par déliantage et frittage après le moulage, ce qui permet aux poudres métalliques de se consolider en pièces métalliques entièrement denses.
Le processus de fabrication par MIM se décompose en quatre étapes principales.
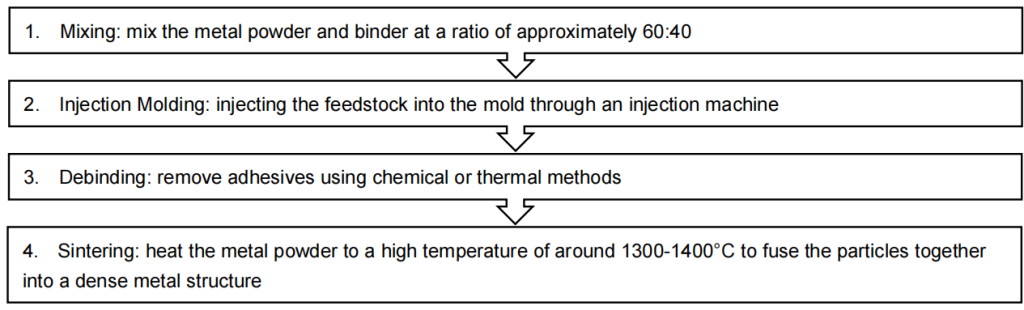
Le volume de la pièce diminuera d'environ 15 à 20% lors du frittage, étape qui nécessite les calculs les plus précis. Afin de compenser ce retrait de frittage, le moule doit être surdimensionné pour garantir que les dimensions de la pièce finale répondent aux exigences de conception. C'est également l'une des raisons pour lesquelles la conception et la fabrication des moules MIM présentent de grandes difficultés.
Le large choix de matériaux constitue un avantage majeur du procédé MIM. Les métaux non ferreux comme les métaux ferreux, notamment l’acier inoxydable, l’acier à outils, les alliages de titane et les alliages à base de nickel, peuvent tous être traités par le procédé MIM, ce qui n’est pas possible avec le moulage sous pression. La densité des pièces MIM peut atteindre entre 95% et 99% de la densité théorique. Avec des propriétés mécaniques proches de celles des pièces forgées, les pièces MIM sont supérieures aux pièces issues de la métallurgie des poudres classique.
3. Quelles sont les différences entre les principes de la coulée sous pression et ceux du moulage par injection de poudre métallique ?

La nature des matières premières constitue la différence fondamentale entre ces deux procédés. Le moulage sous pression utilise du métal en fusion, tandis que le moulage par injection de poudre métallique utilise un mélange de poudre métallique solide et de liant. En raison de cette différence fondamentale, leurs performances diffèrent à tous les égards.
Exigences en matière de température : | Le moulage sous pression nécessite de chauffer le métal au-delà de son point de fusion. Par exemple, le point de fusion d’un alliage d’aluminium est d’environ 660 °C, et la température réelle de coulée se situe généralement entre 700 et 750 °C. En revanche, la température d’injection dans le procédé MIM est relativement plus basse, car il suffit de chauffer jusqu’à la température de ramollissement du liant, qui se situe entre 150 et 200 °C. Une température élevée n’est requise qu’au stade final du frittage. Cela signifie que le procédé MIM permet de traiter des métaux présentant des points de fusion extrêmement élevés (tels que le tungstène et le molybdène), ce qui est impossible avec le moulage sous pression. |
Complexité et précision : | La structure d'un moule de moulage sous pression est relativement simple, mais elle impose certaines contraintes à la conception des pièces. Par exemple, les variations d'épaisseur de paroi ne doivent pas être trop importantes, et l'angle de dépouille ne doit pas être trop faible. Il est donc difficile de produire des pièces présentant des structures internes complexes. En revanche, le MIM permet de réaliser pratiquement toutes les formes que le moulage par injection plastique peut produire, y compris des parois minces (jusqu’à 100 micromètres), des cavités internes complexes et des détails fins. |
Limites relatives à la taille des pièces : | Le procédé MIM permet de fabriquer des pièces de petite taille et de haute précision, dont le poids varie entre 15 et 20 grammes. Il est difficile de produire des pièces pesant plus de 50 grammes par le procédé MIM, tandis que le moulage sous pression permet de fabriquer des pièces dont le poids va de quelques dizaines de grammes à plus de 10 kilogrammes. |
Exigences en matière de post-traitement : | La rugosité de surface des pièces MIM peut atteindre Ra 1 μm ; par conséquent, aucun traitement supplémentaire n'est généralement nécessaire. Il s'agit d'un procédé de fabrication « net shape », ce qui signifie que la forme du produit fini correspond étroitement à celle du moule, ce qui réduit au minimum le gaspillage de matière. La surface des pièces moulées sous pression est relativement rugueuse et nécessite un ébavurage, ainsi qu’un usinage secondaire CNC dans certaines applications de précision. |
4. Quelle est la technique la plus coûteuse : le moulage sous pression ou le moulage par injection de poudre métallique ?
Il convient de prendre en compte plusieurs facteurs lors des comparaisons de coûts. Le coût dépend de la complexité des pièces, de la taille du lot et des matériaux utilisés.
Coût du moule : | Les coûts de moulage pour ces deux procédés ne sont pas négligeables : les moules MIM coûtent entre $1 400 et $2 800, tandis que ceux destinés au moulage sous pression se situent entre $1 200 et $4 200. La durée de vie des moules MIM est plus courte que celle des moules de moulage sous pression en raison du caractère abrasif de la poudre métallique. Il en résulte des remplacements de moules plus fréquents, ce qui représente un coût à long terme souvent négligé. |
Coût des matières premières : | Le prix de la poudre métallique fine utilisée dans le procédé MIM est plus élevé que celui des lingots d'alliage d'aluminium classiques utilisés dans le moulage sous pression. Cependant, le procédé MIM ne génère pratiquement aucun déchet de matière, tandis que le moulage sous pression nécessite l'élimination des canaux de coulée et des bavures, ce qui se traduit par un taux d'utilisation de la matière plus faible. |
Coût de traitement : | Le moulage sous pression se caractérise par un cycle de production court et un haut degré d'automatisation, avec un coût de fabrication par pièce plus faible. En revanche, le procédé MIM nécessite un cycle de production plus long et une consommation d'énergie plus élevée en raison des deux étapes supplémentaires que sont le déliantage et le frittage, ce qui se traduit par un coût de fabrication relativement plus élevé. |
Conclusion générale concernant les coûts :
Le moulage sous pression peut s'avérer jusqu'à 30% moins cher que le procédé MIM pour la production de pièces de grande taille aux formes simples. En revanche, un important travail de post-traitement sera nécessaire si l'on recourt au moulage sous pression ou à l'usinage pour produire de petites pièces de précision aux formes complexes. Dans ce cas, le procédé MIM constituera un choix plus rentable, car il s'agit d'un procédé en une seule étape ne nécessitant aucun traitement ultérieur.
5. Domaines d'application du moulage sous pression et du moulage par injection de poudre métallique
Ces deux procédés présentent chacun leurs propres atouts dans différents secteurs d'activité, et il arrive parfois qu'ils soient utilisés au sein d'une même usine pour répondre aux besoins spécifiques de certaines pièces.
Principales applications de la moulage sous pression :
Le principal marché d'application du moulage sous pression est l'industrie automobile, qui représente environ 70% de la production mondiale de pièces moulées sous pression. Cela comprend notamment le bloc-cylindres du moteur, le carter de boîte de vitesses, les moyeux de roue et le châssis du radiateur. Dans le secteur des véhicules électriques, le moulage sous pression prend de plus en plus d'importance en raison de la tendance à l'allègement grâce à l'utilisation de l'aluminium. Le secteur de l'électronique grand public constitue également un marché important pour le moulage sous pression, comme en témoignent le boîtier en aluminium du MacBook d'Apple et le cadre métallique de l'iPhone d'Apple.
Principales applications du procédé MIM :
Les dispositifs médicaux constituent l'une des applications les plus importantes du procédé MIM, notamment pour les pièces nécessitant une géométrie complexe, une résistance élevée et une excellente biocompatibilité, telles que les instruments chirurgicaux et les bagues dentaires. Plus de 70% de bagues dentaires sont produites par le procédé MIM. Par ailleurs, le MIM est également utilisé dans l’industrie des armes à feu pour fabriquer de petites pièces métalliques complexes telles que les mécanismes de détente et les chiens. Le MIM permet d’obtenir une pièce de forme finale en une seule étape, ce qui peut remplacer l’usinage traditionnel et réduire les coûts. C’est pourquoi ce procédé est également utilisé pour les connecteurs de précision destinés à l’électronique 3C, les pièces d’horlogerie et les composants structurels de précision pour l’aérospatiale.
6. Comment choisir entre le moulage sous pression et le moulage par injection de poudre métallique ?
Avant de choisir le type de procédé, il convient de se poser les questions suivantes.
Quelle est la taille des pièces ? |
Le moulage sous pression est la technique recommandée pour les pièces pesant plus de 50 g, car le procédé MIM s'avère peu efficace et coûteux pour les pièces de grande taille. Le procédé MIM constituera quant à lui un choix adapté pour les pièces minuscules et complexes. |
De quel matériel a-t-on besoin ? |
Le moulage sous pression est privilégié lorsque la pièce est en aluminium, en zinc ou en alliage de magnésium. Le moulage par injection de métaux (MIM) est la seule option possible en cas d'utilisation d'acier inoxydable, d'alliage de titane ou d'alliage résistant à la chaleur, car le moulage sous pression ne permet pas de traiter ces matériaux. |
Quel est le degré de complexité des pièces ? |
Le moulage sous pression s'avère plus efficace lorsque la forme des pièces est simple. Pour les pièces présentant des parois minces, des cavités internes complexes ou des détails délicats, le procédé MIM est privilégié en raison de sa capacité supérieure à reproduire des formes complexes. |
Quelle est la taille du lot ? |
Ces deux procédés se prêtent à la production en série, mais le coût des moules en moulage sous pression s'avère plus rentable pour les volumes importants en raison de l'amortissement. Les coûts des moules pour ces deux procédés restent élevés lorsque le volume de production est faible (moins de quelques milliers d'unités) ; dans ce cas, il convient d'envisager d'autres procédés, tels que le moulage au sable. |
Quelles sont les exigences en matière de qualité de surface ? |
Si un état de surface proche de celui obtenu par usinage est requis, le procédé MIM est préférable, car sa valeur Ra de 1 μm est supérieure à celle obtenue par moulage sous pression (Ra de 1,6 à 3,2 μm). Le moulage sous pression convient aux exigences d'un état de surface industriel général. |
Il n'y a pas de choix universellement meilleur, mais seulement celui qui convient le mieux.
Le moulage sous pression et le MIM sont complémentaires ; il est ainsi possible de disposer de deux lignes de production au sein d’une même usine afin de répondre aux besoins en pièces de tailles et de complexités différentes sur une même ligne de production. Le choix le plus approprié peut être effectué dès le début de la phase de conception en comprenant les limites de ces deux procédés, ce qui permet d’éviter des coûts de reconception élevés dus à un choix de procédé inadapté.