Indice dei contenuti
Uno stampo influisce sulla qualità, sul costo e sul tasso di resa dei pezzi fusi prodotti. Comprendere i metodi di produzione, la durata e i criteri di accettazione degli stampi è importante per gli acquirenti che si avvicinano per la prima volta a progetti di fusione dei metalli.
Verranno illustrati il metodo di realizzazione degli stampi e la loro durata. Inoltre, i responsabili degli acquisti o i responsabili della logistica potrebbero avere dubbi su come verificare la qualità del prodotto e sulle operazioni di manutenzione. Anche questi aspetti saranno trattati di seguito.
1. Processo di produzione degli stampi per la fusione dei metalli
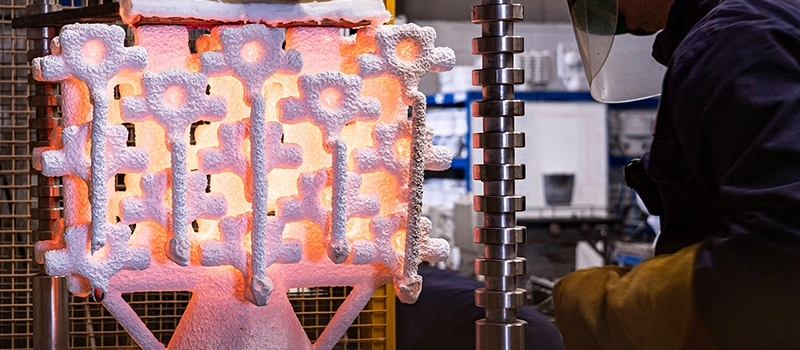
Gli stampi per la fusione dei metalli, in particolare quelli per la pressofusione, sono utensili in acciaio ad alta precisione. Consentono al metallo fuso di penetrare sotto alta pressione per poi assumere la forma prevista dopo il raffreddamento e la solidificazione. Il processo di produzione degli stampi può essere suddiviso in diverse fasi.
Progettazione di stampi e modellazione CAD (Computer-Aided Design) |
La cavità dello stampo, il sistema di colata, la posizione dei perni di espulsione e i canali di raffreddamento ad acqua vengono progettati sulla base dei disegni 3D. In questa fase è importante tenere conto del ritiro del metallo e dell’angolo di sformatura, poiché eventuali errori in questa fase influiranno direttamente sul tasso di resa della produzione. |
↓
Scelta dell'acciaio e lavorazione di sgrossatura |
Il materiale del nucleo dello stampo deve essere in grado di resistere a cicli termici estremi e a sollecitazioni meccaniche. L'acciaio per utensili H13 è uno standard del settore in quanto garantisce un equilibrio tra tenacità e durezza alle alte temperature. L'acciaio per utensili D2 è preferito per le applicazioni che richiedono un'elevata resistenza all'usura, mentre l'acciaio per utensili S7 è l'opzione più adatta per i componenti che devono soddisfare requisiti elevati di resistenza agli urti. La rimozione del materiale in eccesso verrà effettuata tramite lavorazione di sgrossatura, mentre il materiale rimanente verrà utilizzato per i successivi processi di finitura. |
↓
Trattamento termico |
L'acciaio per stampi, dopo la lavorazione di sgrossatura, sarà sottoposto a un trattamento di tempra e rinvenimento per ottenere l'equilibrio ottimale tra durezza e tenacità. Questo processo influisce sulla durata finale dello stampo, poiché un trattamento termico inadeguato può causare la formazione prematura di crepe o la deformazione dello stampo. |
↓
Lavorazioni meccaniche (fresatura CNC ed elettroerosione) |
Lo stampo sottoposto a trattamento termico verrà quindi sottoposto a fresatura CNC di precisione per ottenere la forma e le dimensioni definitive della cavità. Per le strutture interne complesse verrà utilizzata la lavorazione a scarica elettrica (EDM), che consente di realizzare forme di precisione che gli utensili da taglio tradizionali non sono in grado di ottenere. |
↓
Trattamento superficiale e lucidatura |
Per ottenere la rugosità superficiale prevista, è necessario lucidare la superficie della cavità, operazione che può influire sulla levigatezza dei pezzi fusi finiti. Alcune applicazioni soggette a forte usura potrebbero inoltre richiedere un trattamento di nitrurazione o un rivestimento mediante deposizione fisica da vapore (PVD) per prolungare la durata dello stampo. |
↓
Stampaggio di prova e messa a punto |
La produzione di stampaggio di prova, compresa l’ispezione del primo articolo (FAI), verrà effettuata dopo l’assemblaggio dello stampo. Il primo lotto di campioni di prova verrà misurato e ispezionato per individuare eventuali segni di affossamento o saldature a freddo. Qualora si riscontrassero problemi, sarà necessario apportare regolazioni alla temperatura dello stampo, alla pressione di iniezione o al sistema di sfiato. La produzione in serie verrà avviata solo se si otterrà il “campione di riferimento”, che soddisfi tutte le specifiche. |
2. Qual è la durata di vita degli stampi per la fusione dei metalli?
Non esiste una risposta univoca riguardo alla durata degli stampi, poiché dipende da molteplici fattori. Nel settore è comunemente riconosciuto che i cicli di produzione, ovvero il numero di pezzi fusi prodotti, costituiscono il parametro di riferimento per misurare la durata degli stampi.
Influenza del tipo di acciaio per stampi |
La durata di un stampo per pressofusione di alluminio realizzato in acciaio H13 può arrivare da 100.000 a 500.000 cicli di produzione. È possibile prolungarla ulteriormente utilizzando un tipo di acciaio con maggiore resistenza all’usura e sottoponendolo a trattamenti superficiali. |
Effetto del tipo di metallo di fusione |
Il grado di usura dello stampo varia a seconda della lega di fusione utilizzata. Ad esempio, l’usura dello stampo è distribuita in modo uniforme quando si utilizzano leghe di alluminio ad alto contenuto di silicio (come l’A380) a causa dell’elevata fluidità. Se per la fusione vengono utilizzati metalli con punti di fusione più elevati (come l’ottone o alcune leghe di zinco), lo stampo sarà sottoposto a maggiori shock termici e la sua durata utile ne risulterà ridotta. |
Effetto della complessità dei componenti e dei requisiti di precisione |
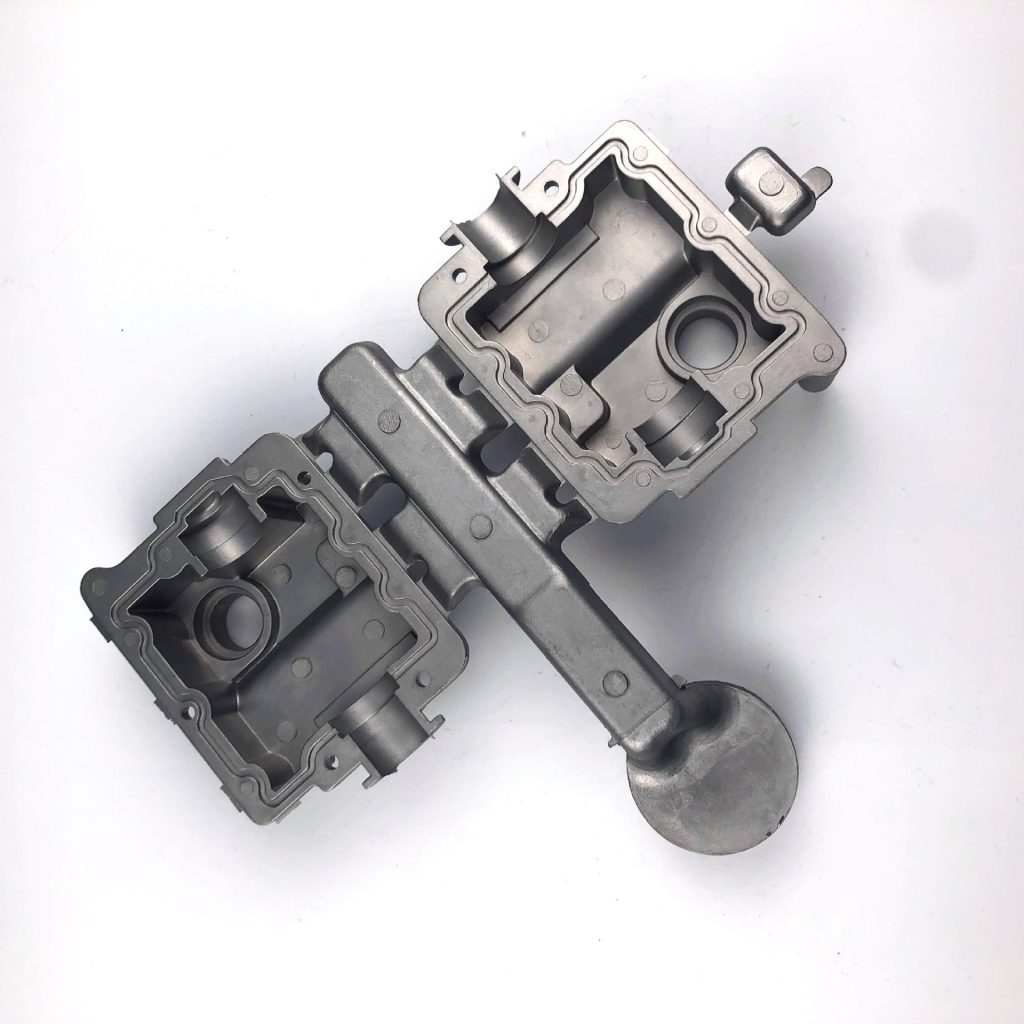
Per i componenti di precisione, come la struttura della cerniera di un auricolare Bluetooth, la durata dello stampo dipende dall’eventuale deterioramento della superficie o dalla perdita di precisione a livello micrometrico, che impediscono di soddisfare i requisiti di accoppiamento di precisione. Queste sono le cause più comuni della sostituzione dello stampo, piuttosto che un guasto strutturale. |
Considerazioni strutturali |
Per i componenti strutturali ad alta resistenza che richiedono una produzione in serie, come i componenti hardware dei computer, l’obiettivo principale della gestione della durata di vita è garantire la costanza della qualità. L’attenzione dovrebbe concentrarsi sull’evitare tempi di inattività imprevisti, piuttosto che sul numero massimo di utilizzi. |
In conclusione, la vita utile di uno stampo può terminare a causa di danni fisici, quali la formazione di crepe, o di un deterioramento della qualità, come il mancato rispetto dei requisiti di precisione. È opportuno comunicare al fornitore il volume di produzione previsto, in modo che possa scegliere il tipo di acciaio e il trattamento superficiale più adeguati.
3. Come verificare la qualità degli stampi per la fusione dei metalli?
Il tasso di resa e l'uniformità della produzione in serie dipendono in gran parte dall'accettazione qualitativa dello stampo, pertanto è necessario prestare particolare attenzione a questa fase critica.
Ispezione del primo articolo (FAI): |
Prima della produzione in serie è necessario eseguire il FAI (First Article Inspection) del nuovo stampo. Sui pezzi di prova verranno effettuate operazioni di rifinitura e misurazioni dimensionali dettagliate, che saranno poi confrontate con i disegni CAD. In caso di problemi quali impronte di affossamento o chiusure fredde, è necessario apportare regolazioni alla temperatura dello stampo, alla pressione di iniezione o al sistema di sfiato per ottenere un “campione di riferimento” che superi l’ispezione. |
Ispezione con macchina di misura a coordinate (CMM): |
L'ispezione con CMM è considerata lo standard più elevato nel settore per l'accettazione della precisione dimensionale e soddisfa i requisiti di audit previsti dalle norme ISO 9001 o IATF 16949. Raccoglie i dati sulla superficie del pezzo tramite una sonda; tali dati vengono poi confrontati con il modello CAD, in modo da registrare eventuali scostamenti e generare un rapporto di ispezione. Un sistema CMM professionale è dotato di una sala di misura a temperatura controllata (mantenuta a 20 ± 1 °C) per garantire l’accuratezza delle misurazioni; il costo varia da $50.000 a oltre $300.000. |
Analisi della composizione dei materiali: |
Uno spettrometro viene utilizzato per analizzare il contenuto degli elementi presenti nel metallo fuso (ad esempio, silicio, rame, magnesio, ferro, manganese e zinco) prima della colata. Il metallo fuso deve essere raffinato se i risultati non rientrano nei limiti di tolleranza (ad esempio, in caso di elevato tenore di ferro o rame); in caso contrario, una composizione inadeguata del materiale potrebbe causare porosità o fragilità. |
Prove non distruttive (NDT): |
Potrebbero esserci alcuni difetti nascosti che non possono essere individuati tramite ispezione visiva e dimensionale. Il ricorso alla prova radiografica consente di penetrare nella sezione più spessa del pezzo per individuare eventuali cavità da ritiro o bolle d’aria. Il controllo con particelle magnetiche è in grado di rilevare difetti minuscoli nei materiali ferromagnetici, mentre il controllo con liquidi penetranti permette di individuare difetti nelle aperture superficiali, senza limitazioni relative al tipo di materiale ferromagnetico. |
Prove di prestazione meccanica: |
Per garantire che le proprietà meccaniche dei componenti soddisfino i requisiti applicativi, verranno eseguite diverse prove, tra cui prove di trazione e prove di durezza, al fine di valutare la resistenza, la duttilità e la resistenza all'impronta dei materiali. |
4. Come effettuare una corretta manutenzione degli stampi per la fusione dei metalli?

A causa degli elevati costi di capitale e dei lunghi tempi di produzione nella realizzazione degli stampi, è fondamentale garantire una manutenzione adeguata per prolungarne la durata e ridurre gli sprechi causati da guasti prematuri.
Pulizia regolare |
I trucioli metallici e gli ossidi rimasti sulla superficie dello stampo devono essere rimossi dopo ogni ciclo di produzione utilizzando idropulitrici, solventi detergenti o spazzole a setole morbide. Si raccomanda di seguire un programma di pulizia regolare: una pulizia rapida dopo ogni ciclo di produzione, una pulizia approfondita ogni settimana e una rimozione accurata delle macchie ogni mese. |
Manutenzione delle superfici |
Si consiglia di ricorrere regolarmente alla sabbiatura non distruttiva per rimuovere gli ossidi dalla superficie della cavità, in modo da preservarne l'integrità. Ciò contribuisce inoltre a preparare la superficie per un’eventuale nuova verniciatura e a prolungare la durata di servizio tra una revisione generale e l’altra. |
Lubrificazione e sostituzione delle parti soggette a usura |
È necessario lubrificare regolarmente la slitta dello stampo, mentre occorre ispezionare e sostituire periodicamente le parti soggette a usura, come i perni di espulsione. Infatti, il perno di espulsione deve essere sottoposto a un’ispezione approfondita ogni 5.000 cicli di produzione e, in base al grado di usura riscontrato, si deve valutare la necessità di sostituirlo. |
Istituzione di un sistema completo di registrazione degli interventi di manutenzione |
È opportuno redigere registri di funzionamento degli stampi, elenchi delle parti soggette a usura, registri dei trattamenti termici ed elenchi delle parti standard, al fine di gestire, tramite un sistema informatizzato, informazioni quali la durata di vita dello stampo. Il sistema può facilitare l’organizzazione della manutenzione quotidiana e fornire un riferimento per l’analisi dei guasti degli stampi e la valutazione della qualità. |
Analisi delle modalità di guasto |
Tra le cause più comuni di guasto degli stampi figurano l'erosione, le fessurazioni agli angoli, le fessurazioni da fatica termica e l'usura. Per individuare in modo sistematico le cause di ciascun guasto, è opportuno creare una banca dati dedicata all'analisi delle modalità di guasto, che possa anche contribuire a migliorare la progettazione degli stampi al fine di prolungarne la durata. |
5. Prospettive di sviluppo della tecnologia di produzione degli stampi per la fusione dei metalli
La tecnologia di produzione degli stampi per la fusione dei metalli sta subendo una trasformazione digitale e intelligente, caratterizzata da diverse tendenze degne di nota.
L'adozione di software di simulazione |
L'uso dell'ingegneria assistita da computer (CAE) consente di prevedere il flusso del metallo, il ritiro da raffreddamento e le potenziali posizioni dei difetti prima della produzione dello stampo. Permette di ottimizzare la progettazione in un ambiente virtuale prima della produzione effettiva, riducendo così il numero e i costi delle prove per tentativi. |
Tecnologia avanzata per il trattamento delle superfici |
La tecnologia della deposizione fisica da vapore (PVD) e della nitrurazione trova applicazione soprattutto negli stampi ad alta resistenza all'usura, consentendo di prolungarne la durata, in particolare nelle applicazioni caratterizzate da volumi elevati e forte usura. |
Parti di stampi stampate in 3D |
La stampa 3D in metallo sta rivoluzionando i limiti della progettazione degli stampi, in particolare nella realizzazione di stampi con canali di raffreddamento complessi. L'efficienza di raffreddamento può essere migliorata grazie ai canali di raffreddamento conformi, in grado di adattarsi alla forma effettiva del pezzo, il che consente di ridurre il ciclo di produzione e prevenire la deformazione del pezzo. |
Sistema di monitoraggio intelligente |
I parametri di produzione dello stampo, quali pressione, temperatura e numero di cicli, possono essere monitorati tramite un sensore collegato al Sistema di Gestione della Qualità (SGQ) per garantire il monitoraggio in tempo reale del processo produttivo. È possibile ridurre il rischio di fermi macchina improvvisi grazie all’emissione di avvisi preventivi prima che si verifichino eventuali problemi. |
Aspetti relativi alla sostenibilità |
Il settore della produzione di stampi è alla ricerca di alternative più ecocompatibili per quanto riguarda i lubrificanti e gli agenti distaccanti, a causa delle normative ambientali. È inoltre possibile ridurre il consumo di risorse prolungando la durata di vita dello stampo. |
Comprendere le tendenze tecnologiche sopra descritte può facilitare la scelta di un fornitore di pezzi fusi, poiché esse indicano se il fornitore possiede le capacità tecniche necessarie per stare al passo con i cambiamenti del settore.