Índice
Uma das falhas mais comuns na indústria de fundição é a porosidade, em que a peça apresentam buracos de ar após o corte ou pequenas cavidades na superfície. Além de afetar a aparência, uma porosidade grave pode fazer com que uma peça aparentemente intacta se parta repentinamente durante a utilização.
Será um problema de fabrico ou de conceção? Ainda é utilizável? Como se pode evitar? Estas questões, colocadas pelos compradores e pelo engenheiro de controlo de qualidade, serão respondidas a seguir.
1. A porosidade é comum na fundição de metais?

Como já foi referido, a porosidade é o defeito mais comum na indústria da fundição. Quase todos os processos de fundição não conseguem impedir completamente que isso aconteça. Só é possível mantê-la dentro de um intervalo aceitável através de um bom planeamento e execução do processo.
Todos os engenheiros de fundição concordam que mesmo a fundição sob pressão mais precisa não consegue produzir peças totalmente isentas de porosidade. O problema da porosidade na fundição em areia é mais comum, uma vez que o molde de areia contém humidade e ligantes orgânicos, que produzem gás quando entram em contacto com os metais a altas temperaturas.
O setor estabeleceu um quadro normalizado relativo à classificação, deteção e métodos de correção da porosidade. Os problemas podem ser descritos com precisão e a plausibilidade da explicação dada pela fábrica pode ser avaliada após a compreensão dos princípios básicos da porosidade.
2. Por que é que surgem bolhas de ar durante a fundição de metais?

A porosidade na fundição pode ser classificada em dois tipos: porosidade por gás e porosidade por retração.
As causas dos dois são completamente diferentes. As aparências são diferentes e as soluções também são completamente diferentes.
A causa da porosidade por gás: | O metal fundido é semelhante a uma bebida gaseificada sob pressão, apresentando uma elevada solubilidade de gás no líquido a altas temperaturas. A solubilidade do gás diminui drasticamente após o arrefecimento e a solidificação, e o gás que não consegue escapar forma bolhas de ar no interior do metal. O gás mais comum é o hidrogénio. Este fenómeno é mais grave na fundição de ligas de alumínio, uma vez que a solubilidade do gás hidrogénio no alumínio no estado líquido é dezenas de vezes superior à do estado sólido. O gás provém de várias fontes: ● A humidade e a gordura presentes nas matérias-primas decompõem-se a altas temperaturas, gerando gás. ● A humidade presente no molde de areia transforma-se em vapor ao entrar em contacto com o metal fundido. ● A turbulência no metal fundido provoca o aprisionamento de ar na cavidade do molde durante o processo de vazamento. ● Gás retido devido a uma ventilação deficiente na cavidade do molde. |
A causa da porosidade de contração: | Os metais encolhem ao solidificarem a partir do estado líquido. A liga de alumínio encolhe cerca de 6,1 %, enquanto a taxa de encolhimento do aço é de 3-4,1 %. Se for concebido com um sistema de alimentação insuficiente (como o desenho do canal de alimentação), a última parte a solidificar durante a solidificação do metal, que é normalmente onde a parede é mais espessa ou onde o arrefecimento ocorre por último, criará um buraco devido à falta de material. A forma da retração é geralmente irregular, dendrítica ou apresenta indentações irregulares. Trata-se de uma diferença na aparência em comparação com a porosidade gaseosa. |
Existe outra circunstância especial denominada porosidade reativa. O metal fundido reage com os materiais do molde, os revestimentos ou o oxigénio e o azoto presentes na atmosfera, produzindo gás adicional. Por exemplo, o aço fundido reage com a matéria orgânica presente no molde de areia, gerando CO e CO₂.
3. Como podemos determinar a causa com base nas características dos estômatos?

Um engenheiro de fundição experiente pode determinar a causa com base nas características dos estômatos e agir em conformidade.
Estômatos circulares lisos: Porosidade gás |
A parede interna das porosidades de gás é geralmente lisa e de forma quase circular ou oval, assemelhando-se a bolhas na água. Isso ocorre porque o gás forma bolhas esféricas no metal líquido. Pode tratar-se de problemas relacionados com a humidade do molde de areia ou com a ventilação do molde, se os poros circulares estiverem concentrados na superfície da peça fundida ou perto dela; por outro lado, se os poros estiverem distribuídos por toda a secção, isso deve-se geralmente ao excesso de gás nas matérias-primas ou a um tratamento de desgaseificação insuficiente. |
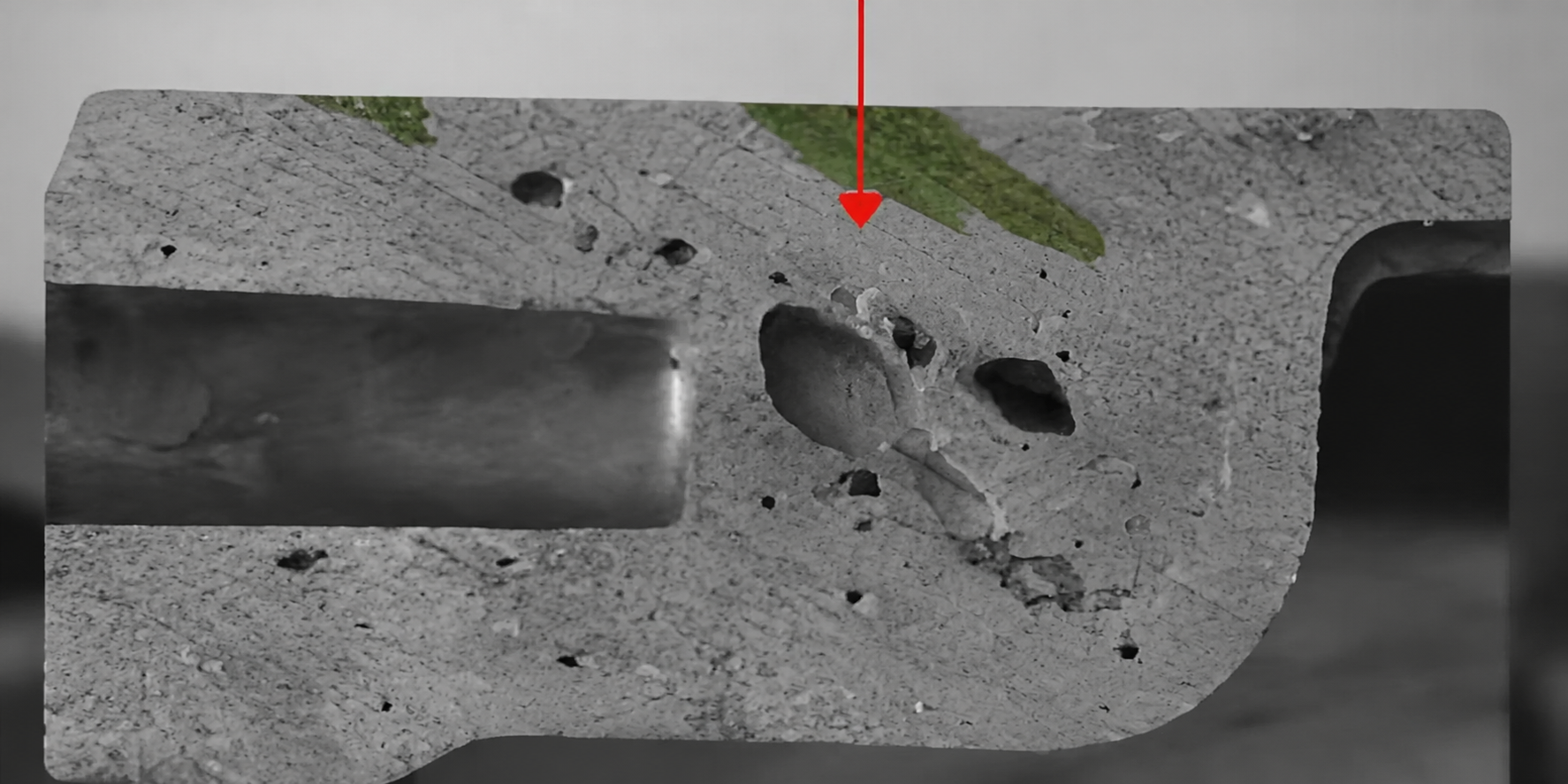
Estômatos serrilhados irregulares: Porosidade por encolhimento |
A parede interna da porosidade de contração apresenta uma superfície rugosa e de formato irregular, com um aspeto dendrítico ou irregular. Encontra-se normalmente no centro da secção transversal da peça fundida, ou em pontos onde a espessura da parede varia acentuadamente, sendo esta a última zona a solidificar. |
Bolhas: Porosidade superficial |
Uma protuberância na superfície da peça fundida, que fica oca no interior após a quebra, é causada pela acumulação de gás junto à superfície. É comum verificar-se que, na fundição em areia, a permeabilidade da areia é insuficiente ou que existe humidade no revestimento. |
Orifícios em forma de alfinete: Porosidade causada pelo gás hidrogénio |
É comum observar estômatos minúsculos e densamente agrupados na fundição de ligas de alumínio, o que se deve ao elevado teor de hidrogénio no alumínio fundido. Tal indica uma desgaseificação insuficiente ou a presença de humidade nas matérias-primas. |
Orifícios de escape: Gás de reação do molde de areia |
Trata-se de um orifício muito maior do que os orifícios de alfinete, que se localiza normalmente na parte superior da peça fundida devido à subida das bolhas. É causado por um teor de humidade excessivo ou por uma permeabilidade insuficiente nos moldes de areia na fundição em areia. Se houver manchas de oxidação na parede interna do poro, isso pode ser o resultado de uma reação entre o metal fundido e o molde de areia. |
4. Essas etapas preparatórias podem evitar a porosidade durante a fundição?
A prevenção da porosidade é uma das questões fundamentais na gestão do processo de fundição. As medidas preventivas estão listadas abaixo, ordenadas por etapas de produção.
Fase de preparação da matéria-prima: |
A primeira medida de prevenção diz respeito ao teor de humidade e à limpeza das matérias-primas. Todos os materiais metálicos devem ser pré-aquecidos e secos antes de entrarem no forno, a fim de remover a humidade e a gordura da superfície. É fácil introduzir impurezas nas peças fundidas de sucata refundida e, por isso, a sua proporção não deve exceder 30-40% do total da entrada. Os lingotes de alumínio utilizados como matéria-prima para ligas de alumínio devem ser armazenados num ambiente seco, para evitar a absorção de humidade. |
Fusão e desgaseificação: |
A temperatura de fusão deve ser controlada com precisão, uma vez que a solubilidade do gás aumenta com o excesso de temperatura, enquanto a fluidez e o enchimento são afetados se a temperatura for demasiado baixa. A desgaseificação deve ser realizada na fundição de ligas de alumínio. Um dos métodos mais comuns consiste em permitir que bolhas de gás inerte subam no metal líquido e escapem juntamente com o hidrogénio dissolvido, através da introdução de azoto ou árgon. A unidade de desgaseificação rotativa será utilizada para verificar o teor de gás e garantir a conformidade com a norma após a desgaseificação. |
Moldes de areia e preparação dos moldes: |
O teor de humidade do molde de areia deve ser rigorosamente controlado, devendo situar-se entre 2 e 41 TP3T. Os moldes de areia devem ser bem secos antes do vazamento, especialmente em condições de clima húmido ou após trabalho contínuo. O projeto do sistema de ventilação no molde é importante, uma vez que o gás ficará retido no interior do metal, a menos que exista uma via de escape. O teor de humidade do revestimento do molde (agente desmoldante) também deve ser controlado, devendo-se certificar de que está seco antes da utilização. |
Conceção do sistema de portas: |
A velocidade de vazamento afeta diretamente a porosidade e o método. Se a velocidade de vazamento for demasiado elevada, ocorrerá turbulência no metal fundido, enquanto que, se for demasiado baixa, poderá ocorrer solidificação prematura. Um sistema de canalização ideal deve ser concebido para proporcionar um fluxo laminar, que preencha de baixo para cima de forma constante e dê tempo para que os gases escapem. |
Conceção do sistema de alimentação: |
O projeto adequado do canal de alimentação e do resfriador é fundamental para evitar a porosidade. O canal de alimentação é a área adicional destinada ao armazenamento de metal, que fornece metal suplementar durante a contração por solidificação da peça fundida. O núcleo de resfriamento é um bloco de metal que pode acelerar o resfriamento num local específico, o que leva à solidificação direcional, de modo que a contração seja localizada no canal de alimentação, em vez de no componente fundido. |
Pós-processamento: |
A impregnação a vácuo é o método de tratamento padrão para peças fundidas com requisitos específicos de vedação. A peça é imersa numa resina especial, que preenche todas as porosidades minúsculas, em condições de vácuo. A porosidade é selada após a cura, e as peças podem suportar a pressão de funcionamento normal. É amplamente utilizada em aplicações que requerem vedação, tais como peças de motores automóveis e componentes hidráulicos. |
5. É possível utilizar uma peça fundida de metal com porosidade?

Nem toda a porosidade implica que a peça tenha de ser descartada, mas a possibilidade de utilizar uma peça fundida com porosidade depende da aplicação e da gravidade da porosidade.
● Pode ser utilizado: Se a porosidade mínima na superfície das peças exteriores não afetar a resistência e o funcionamento, estas podem ser utilizadas após lixagem e enchimento. A tolerância à porosidade para peças não estruturais e que não suportam cargas (como caixas) é superior à das peças funcionais. Existe uma tabela de classificação de porosidade normalizada, como a ASTM E505, que permite que compradores e vendedores cheguem a acordo antecipadamente sobre um nível de porosidade aceitável, para evitar discussões.
● Condições que implicam na rejeição: A porosidade em peças sujeitas a pressão (tais como carcaças de bombas, corpos de válvulas e cilindros hidráulicos) cria um canal de fuga, o que pode resultar numa falha total se a porosidade estiver interligada e houver fuga de fluido e gás através desse canal. Em peças estruturais, como peças aeroespaciais e componentes de segurança automóvel, a porosidade tornar-se-á o ponto de tensão e rachará preferencialmente sob fadiga. A porosidade também pode reter produtos químicos no processo de galvanoplastia, o que leva à formação de bolhas e descamação da camada galvanizada devido à expansão térmica.
A impregnação a vácuo pode ser considerada em peças que apresentam boa precisão dimensional global, mas que apresentam defeitos devido à porosidade. As peças podem cumprir os requisitos de vedação após a impregnação a vácuo a um custo inferior em comparação com a sua reprodução desde o início. É tratada como um pós-processamento padrão para peças fundidas sob pressão na indústria automóvel, em vez de uma medida corretiva após a deteção do problema.
6. Aqui estão 5 fábricas recomendadas que produzem peças fundidas de metal de alta qualidade
Fundição CFS (China) | Trata-se de uma fundição de precisão especializada em fundição por cera perdida com sol de sílica e vidro solúvel. Fornece um relatório completo de ensaios de dureza e um relatório de inspeção por raios X que permite rastrear a porosidade de cada lote, sendo adequada para compradores que exigem uma precisão média a elevada com controlo certificado da porosidade. |
Dawang Metals (China) | Consta de três instalações fabris com 120 000 metros quadrados, sendo ideal para compradores que necessitam de um fornecimento estável e em grande volume. Os seus produtos são exportados para os mercados europeu, norte-americano e asiático, contando com uma vasta experiência no cumprimento das normas internacionais de qualidade. |
Qualidade de fundição Industrial (China) | A empresa oferece fundição por cera perdida, fundição em areia e fundição sob pressão, sendo uma das poucas fábricas capazes de satisfazer múltiplos requisitos. É possível escolher o método de fabrico mais adequado de acordo com os diferentes requisitos de tolerância de porosidade. |
Sunrise Metal (China) | A empresa é especializada na fundição sob pressão de alumínio e dispõe de equipamento completo de impregnação a vácuo, adequado para peças automóveis e eletrónicas com requisitos de vedação. A porosidade pode ser controlada através de um sistema profissional de controlo estatístico do processo (SPC), que permite a elaboração de relatórios com dados sobre a porosidade de cada lote. |
MetalTek International (EUA) | A empresa especializa-se na fundição centrífuga de ligas de alta resistência e metais resistentes ao calor, na fundição por cera perdida e na fundição em areia. Possui a certificação AS9100 e o registo ITAR, o que a torna adequada para compradores dos setores da defesa, aeroespacial e médico, que têm requisitos regulamentares rigorosos em matéria de porosidade. |