Table des matières
L'un des défauts les plus courants dans l'industrie de la fonderie est la porosité, qui se caractérise par la présence de bulles d'air dans la pièce moulée lors de la découpe ou de petites piqûres à la surface. Outre son impact sur l'aspect esthétique, une porosité importante peut entraîner la rupture soudaine d'une pièce apparemment intacte lors de son utilisation.
S'agit-il d'un problème lié à la fabrication ou à la conception ? L'article est-il encore utilisable ? Comment éviter ce problème ? Nous répondrons ci-après à ces questions, posées par les acheteurs et l'ingénieur chargé du contrôle qualité.
1. La porosité est-elle fréquente dans la fonderie ?

Comme indiqué précédemment, la porosité est le défaut le plus courant dans l'industrie de la fonderie. Presque tous les procédés de moulage ne parviennent pas à l'empêcher totalement. Ce n'est qu'une conception et une mise en œuvre rigoureuses du procédé qui permettent de la maintenir dans des limites acceptables.
Tous les spécialistes de la fonderie s'accordent à dire que même le moulage sous pression le plus précis ne permet pas d'obtenir des pièces totalement exemptes de porosité. Le problème de la porosité est plus fréquent dans le moulage au sable, car le moule en sable contient de l'humidité et des liants organiques qui dégagent des gaz lorsqu'ils entrent en contact avec les métaux à haute température.
Le secteur a mis en place un cadre normalisé concernant la classification, la détection et les méthodes de correction de la porosité. Une fois les principes fondamentaux de la porosité compris, il est possible de décrire précisément les problèmes et d'évaluer le bien-fondé des explications fournies par le fabricant.
2. Pourquoi des bulles d'air apparaissent-elles lors de la coulée de métal ?

La porosité dans les pièces moulées peut être classée en deux catégories : la porosité due aux gaz et la porosité de retrait.
Les causes de ces deux phénomènes sont totalement différentes. Non seulement ils se présentent différemment, mais les solutions sont elles aussi totalement différentes.
La cause de la porosité gazeuse : | Le métal en fusion s'apparente à une boisson gazeuse sous pression, le liquide à haute température présentant une solubilité élevée des gaz. La solubilité des gaz diminue fortement après refroidissement et solidification, et les gaz qui ne peuvent s'échapper forment des bulles d'air à l'intérieur du métal. Le gaz le plus courant est l'hydrogène. Ce phénomène est plus grave dans la coulée d'alliages d'aluminium, car la solubilité de l'hydrogène gazeux dans l'aluminium à l'état liquide est des dizaines de fois supérieure à celle à l'état solide. Le gaz provient de plusieurs sources : ● L'humidité et la graisse présentes dans les matières premières se décomposent à haute température et dégagent des gaz. ● L'humidité contenue dans le moule en sable se transforme en vapeur au contact du métal en fusion. ● Les turbulences dans le métal en fusion entraînent l'emprisonnement d'air dans la cavité du moule pendant le processus de coulée. ● Accumulation de gaz due à une mauvaise ventilation dans la cavité du moule. |
La cause de la porosité de retrait : | Les métaux se rétractent lorsqu'ils se solidifient à partir de l'état liquide. L'alliage d'aluminium présente un taux de retrait d'environ 61 %, tandis que celui de l'acier est compris entre 3 et 41 %. Si la conception du système d'alimentation (comme celle des masselottes) est insuffisante, la dernière partie à se solidifier lors de la solidification du métal, qui correspond généralement à l'endroit où la paroi est la plus épaisse ou où le refroidissement se produit en dernier, présentera un trou en raison du manque de matière. La forme du retrait est généralement irrégulière, dendritique ou présente des indentations irrégulières. C'est ce qui le distingue de la porosité due au gaz. |
Il existe un autre phénomène particulier appelé « porosité réactive ». Le métal en fusion réagit avec les matériaux du moule, les revêtements ou l'oxygène et l'azote présents dans l'atmosphère, ce qui génère des gaz supplémentaires. Par exemple, l'acier en fusion réagit avec les matières organiques présentes dans le moule en sable pour produire du CO et du CO₂.
3. Comment peut-on déterminer la cause en se basant sur les caractéristiques des stomates ?

Un ingénieur en fonderie expérimenté peut déterminer la cause en se basant sur les caractéristiques des stomates et prendre les mesures qui s'imposent.
Stomates circulaires lisses : porosité gazeuse |
La paroi interne des pores gazeux est généralement lisse et de forme presque circulaire ou ovale, ce qui leur donne l'aspect de bulles dans l'eau. En effet, le gaz forme des bulles sphériques dans le métal liquide. Si les pores circulaires sont concentrés à la surface ou près de la surface de la pièce moulée, cela peut être dû à des problèmes liés à l'humidité du moule en sable ou à la ventilation du moule, tandis que si les pores sont répartis sur toute la section, cela est généralement dû à une teneur excessive en gaz dans les matières premières ou à un traitement de dégazage insuffisant. |
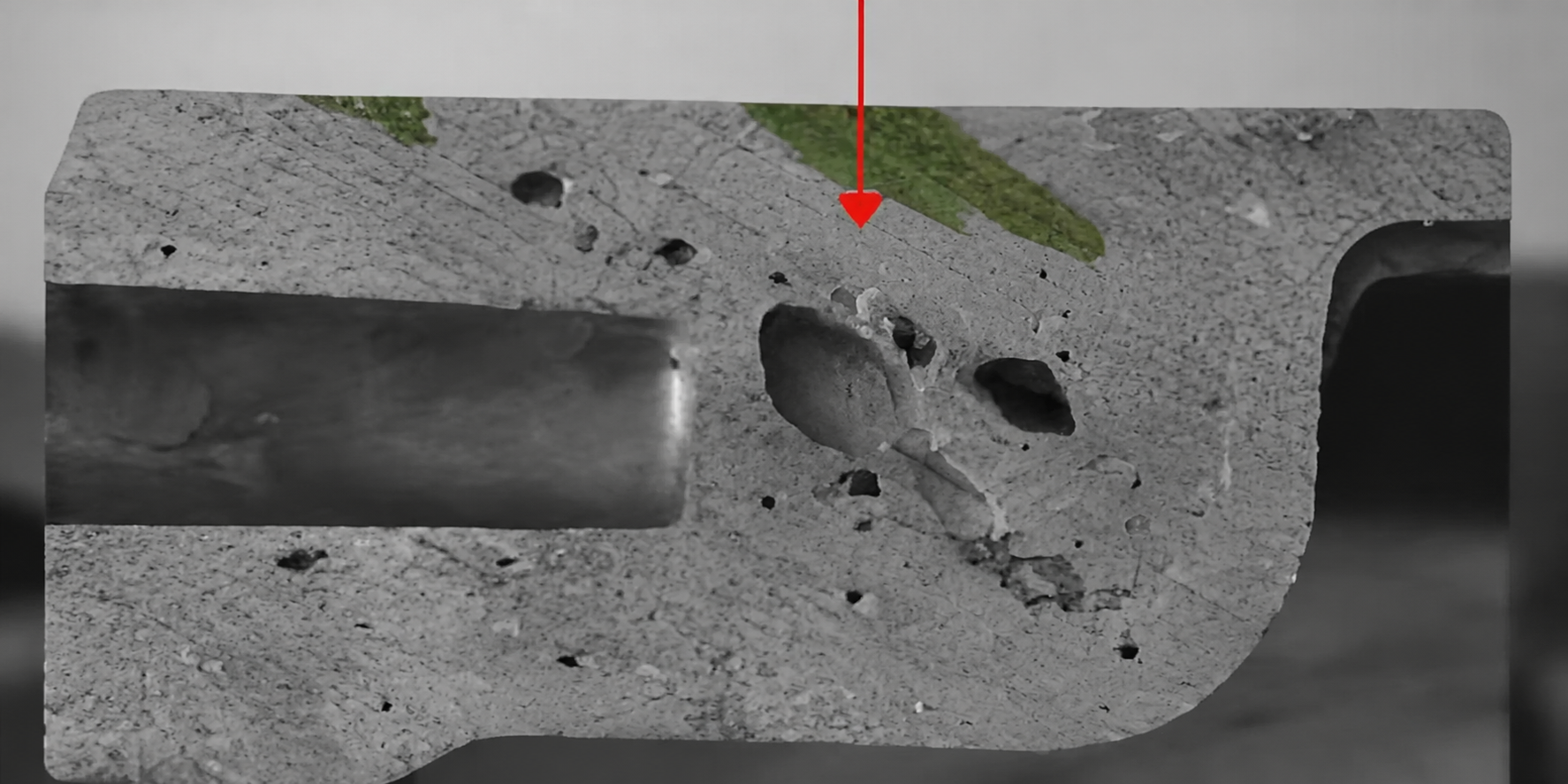
Stomates irréguliers et dentelés : porosité de rétrécissement |
La paroi interne de la porosité de retrait est rugueuse et de forme irrégulière ; elle présente un aspect dendritique ou irrégulier. Elle se situe généralement au centre de la section transversale de la pièce moulée, ou à l'endroit où l'épaisseur de la paroi change brusquement, ce qui en fait la dernière zone à se solidifier. |
Bullages : porosité proche de la surface |
Un renflement à la surface de la pièce moulée, qui se révèle creux à l'intérieur une fois fendu, est dû à une accumulation de gaz près de la surface. Dans le moulage au sable, on constate souvent que la perméabilité du sable est insuffisante ou que l'enduit contient trop d'humidité. |
Trous d'épingle : porosité due à l'hydrogène gazeux |
On observe fréquemment la présence de minuscules stomates très denses dans les pièces moulées en alliage d'aluminium, ce qui s'explique par la forte teneur en hydrogène de l'aluminium fondu. Cela indique un dégazage insuffisant ou la présence d'humidité dans les matières premières. |
Geysers : gaz de réaction dans les moules en sable |
Il s'agit d'un orifice nettement plus grand qu'un trou d'épingle, généralement situé dans la partie supérieure de la pièce moulée en raison de la remontée des bulles. Ce phénomène est dû à une teneur en humidité excessive ou à une perméabilité insuffisante des moules en sable dans le moulage au sable. Si l'on observe une tache d'oxydation sur la paroi interne de la cavité, cela peut être le résultat d'une réaction entre le métal en fusion et le moule en sable. |
4. Ces étapes préparatoires permettent-elles d'éviter la porosité lors de la coulée ?
La prévention de la porosité est l'un des enjeux majeurs de la gestion du processus de moulage. Les mesures préventives sont énumérées ci-dessous, classées par étape de production.
Étape de préparation des matières premières : |
La première mesure de prévention concerne la teneur en humidité et la propreté des matières premières. Tous les matériaux métalliques doivent être préchauffés et séchés avant d'entrer dans le four, afin d'éliminer l'humidité et la graisse de surface. Les pièces moulées en ferraille refondue sont susceptibles d'introduire des impuretés ; leur proportion ne doit donc pas dépasser 30 à 40 % de la charge totale. Les lingots d'aluminium utilisés comme matière première pour les alliages d'aluminium doivent être stockés dans un environnement sec afin d'éviter toute absorption d'humidité. |
Fusion et dégazage : |
La température de fusion doit être contrôlée avec précision, car la solubilité des gaz augmente lorsque la température est trop élevée, tandis que la fluidité et le remplissage sont affectés si la température est trop basse. Le dégazage doit être effectué lors de la coulée d'alliages d'aluminium. L'une des méthodes les plus courantes consiste à laisser des bulles de gaz inerte remonter dans le métal liquide et s'échapper avec l'hydrogène dissous en introduisant de l'azote ou de l'argon. L'unité de dégazage rotative sera utilisée pour vérifier la teneur en gaz et garantir la conformité aux normes après le dégazage. |
Moule en sable et préparation du moule : |
La teneur en humidité du moule en sable doit être strictement contrôlée et se situer entre 2 et 4 % en poids. Les moules en sable doivent être soigneusement séchés avant la coulée, en particulier par temps humide ou après une période de travail continu. La conception du système de ventilation du moule est importante, car les gaz resteront emprisonnés à l'intérieur du métal s'il n'existe pas de voie d'évacuation. La teneur en humidité du revêtement du moule (agent de démoulage) doit également être contrôlée, et il faut s'assurer qu'il est sec avant utilisation. |
Conception du système de commutation : |
La vitesse de coulée a une incidence directe sur la porosité et le procédé. Une vitesse de coulée trop élevée entraîne une turbulence du métal en fusion, tandis qu'une vitesse trop faible peut provoquer une solidification prématurée. Un système de coulée idéal doit être conçu pour assurer un écoulement laminaire, qui remplit la pièce de bas en haut de manière régulière et laisse le temps aux gaz de s'échapper. |
Conception du système d'alimentation : |
Une conception adéquate des masselottes et des refroidisseurs est essentielle pour éviter la porosité. La masselotte est une zone supplémentaire destinée à stocker du métal, qui fournit un apport de métal pendant le retrait de solidification de la pièce moulée. Le noyau de refroidissement est un bloc de métal qui permet d'accélérer le refroidissement à un endroit précis, ce qui entraîne une solidification directionnelle de sorte que le retrait soit localisé au niveau de la masselotte plutôt que de la pièce moulée. |
Post-traitement : |
L'imprégnation sous vide est la méthode de traitement standard pour les pièces moulées soumises à des exigences spécifiques en matière d'étanchéité. La pièce est immergée dans une résine spéciale qui comble toutes les minuscules porosités, sous vide. Les porosités sont colmatées après durcissement, et les pièces peuvent alors résister à une pression de service normale. Ce procédé est largement utilisé dans les applications nécessitant une étanchéité, telles que les pièces de moteurs automobiles et les composants hydrauliques. |
5. Peut-on utiliser une pièce moulée en métal présentant des porosités ?

La présence de porosité ne signifie pas nécessairement que la pièce doit être mise au rebut ; la possibilité d'utiliser une pièce moulée présentant de la porosité dépend de l'application et de la gravité de cette porosité.
● Utilisation possible : si les minuscules porosités présentes à la surface des pièces extérieures n'affectent ni la résistance ni le fonctionnement, celles-ci peuvent être utilisées après ponçage et rebouchage. La tolérance en matière de porosité pour les pièces non porteuses et non structurelles (telles que les boîtiers) est plus élevée que celle applicable aux pièces fonctionnelles. Il existe un tableau de classification de la porosité normalisé, tel que l'ASTM E505, qui permet aux acheteurs et aux vendeurs de s'entendre à l'avance sur un niveau de porosité acceptable afin d'éviter tout litige.
● Conditions justifiant la mise au rebut : la porosité dans les pièces sous pression (telles que les carters de pompe, les corps de vanne et les vérins hydrauliques) crée un canal de fuite qui peut entraîner une défaillance totale si les pores sont interconnectés et que du fluide ou du gaz s'échappe par ce canal. Dans les pièces structurelles telles que les pièces aérospatiales et les composants de sécurité automobile, la porosité devient un point de contrainte et se fissure de manière préférentielle sous l'effet de la fatigue. La porosité peut également piéger des produits chimiques lors du processus de galvanoplastie, ce qui entraîne la formation de cloques et le décollement de la couche galvanoplastiée en raison de la dilatation thermique.
L'imprégnation sous vide peut être envisagée pour les pièces qui présentent une bonne précision dimensionnelle globale mais qui sont défectueuses en raison de leur porosité. Les pièces peuvent répondre aux exigences d'étanchéité après imprégnation sous vide, à un coût moindre par rapport à leur refabrication complète. Ce procédé est considéré comme un post-traitement standard pour les pièces moulées sous pression dans l'industrie automobile, plutôt que comme une mesure corrective prise après la découverte du problème.
6. Voici 5 usines recommandées qui produisent des pièces moulées en métal de haute qualité
CFS Foundry (Chine) | Il s'agit d'une fonderie de précision spécialisée dans la fonderie à cire perdue à base de sol de silice et de verre soluble. Elle fournit un rapport complet d'essais de dureté ainsi qu'un rapport d'inspection par rayons X permettant de retracer la porosité de chaque lot, ce qui convient aux acheteurs exigeant une précision moyenne à élevée avec un contrôle certifié de la porosité. |
Dawang Metals (Chine) | Elle comprend trois sites de production d'une superficie totale de 120 000 mètres carrés, ce qui convient parfaitement aux acheteurs à la recherche d'un approvisionnement stable en grandes quantités. Ses produits sont exportés vers les marchés européens, nord-américains et asiatiques, et l'entreprise possède une solide expérience en matière de conformité aux normes de qualité internationales. |
Qualité de moulage Industriel (Chine) | Elle propose des procédés de moulage de précision, de moulage au sable et de moulage sous pression, ce qui en fait l'une des rares usines capables de répondre à des exigences variées. Il est possible de choisir le procédé de fabrication le plus adapté en fonction des différentes exigences en matière de tolérance de porosité. |
Sunrise Metal (Chine) | Elle est spécialisée dans le moulage sous pression de l'aluminium et dispose d'un équipement complet d'imprégnation sous vide, adapté aux pièces automobiles et électroniques nécessitant une étanchéité. La porosité peut être contrôlée grâce à un système professionnel de contrôle statistique des processus (SPC), qui permet de générer des rapports sur la porosité par lot. |
MetalTek International (États-Unis) | Elle est spécialisée dans la coulée centrifuge d'alliages à haute teneur et de métaux résistants à la chaleur, la coulée de précision et la coulée en sable. Elle est certifiée AS9100 et enregistrée ITAR, ce qui la rend idéale pour les acheteurs des secteurs de la défense, de l'aérospatiale et du médical, qui sont soumis à des exigences réglementaires strictes en matière de porosité. |