Оглавление
Одним из наиболее распространённых дефектов в литейном производстве является пористость, при которой после распиловки в отливке обнаруживаются воздушные пузыри или на её поверхности появляются мелкие ямки. Помимо ухудшения внешнего вида, сильная пористость может привести к тому, что внешне неповреждённая деталь внезапно сломается во время эксплуатации.
Это проблема производства или конструкции? Можно ли изделие использовать? Как этого избежать? На эти вопросы, которые задают покупатели и инженеры по контролю качества, мы ответим ниже.
1. Часто ли встречается пористость в металлических отливках?

Как уже упоминалось, пористость является наиболее распространённым дефектом в литейной промышленности. Практически ни один из процессов литья не позволяет полностью исключить её появление. Содержать её в допустимых пределах можно лишь благодаря грамотному проектированию технологического процесса и его правильному выполнению.
Все специалисты по литью сходятся во мнении, что даже при самом точном литье под давлением полностью исключить пористость деталей невозможно. Проблема пористости при литье в песчаные формы возникает чаще, поскольку песчаная форма содержит влагу и органические связующие вещества, которые при контакте с металлами в условиях высоких температур выделяют газ.
В отрасли разработана стандартизированная система классификации, выявления и устранения пористости. После ознакомления с основами теории пористости можно точно описать существующие проблемы и оценить обоснованность объяснений, предоставленных производителем.
2. Почему при литье металла образуются пузырьки воздуха?

Пористость в отливках можно разделить на два типа: газовая пористость и усадочная пористость.
Причины этих двух явлений совершенно разные. Они отличаются по своим проявлениям, и способы их решения также совершенно разные.
Причина газовой пористости: | Расплавленный металл похож на газированный напиток под давлением, в котором газ обладает высокой растворимостью в жидкости при высокой температуре. После охлаждения и затвердевания растворимость газа резко снижается, и газ, не имеющий возможности выйти, образует пузырьки воздуха внутри металла. Наиболее распространенным газом является водород. Это представляет более серьезную проблему при литье алюминиевых сплавов, поскольку растворимость газообразного водорода в алюминии в жидком состоянии в десятки раз превышает его растворимость в твердом состоянии. Газ поступает из нескольких источников: ● Влага и жир, содержащиеся в сырье, при высоких температурах разлагаются с выделением газа. ● Влага, содержащаяся в песчаной форме, при контакте с расплавленным металлом превращается в пар. ● Турбулентность в расплавленном металле приводит к попаданию воздуха в полость формы во время разливки. ● Газ, скопившийся из-за плохой вентиляции в полости формы. |
Причина пористости усадки: | Металлы дают усадку при затвердевании из жидкого состояния. Усадка алюминиевого сплава составляет около 6–10 %, тогда как усадка стали — 3–4 %. Если конструкция имеет недостаточную систему подачи (например, конструкцию литника), то в последней части, затвердевающей во время кристаллизации металла (обычно это место с наибольшей толщиной стенки или место, где охлаждение происходит в последнюю очередь), образуется отверстие из-за нехватки материала. Форма усадки обычно бывает нерегулярной, дендритной или представляет собой нерегулярные вмятины. Это отличает её внешний вид от газовой пористости. |
Существует ещё одно особое явление, называемое реактивной пористостью. Расплавленный металл вступает в реакцию с материалами формы, покрытиями или кислородом и азотом в атмосфере, в результате чего образуется дополнительный газ. Например, расплавленная сталь вступает в реакцию с органическими веществами в песчаной форме, в результате чего образуются CO и CO₂.
3. Как можно определить причину, основываясь на характеристиках устьиц?

Опытный инженер-литейщик может определить причину по характеристикам устьиц и принять соответствующие меры.
Гладкие круглые устьица: газопроницаемость |
Внутренняя поверхность газовых пустот обычно гладкая и имеет форму, близкую к круглой или овальной, что напоминает пузырьки в воде. Это происходит потому, что газ образует сферические пузырьки в жидком металле. Если круглые узелки сосредоточены на поверхности отливки или рядом с ней, это может быть связано с влажностью песчаной формы или вентиляцией формы, тогда как если узелки распределены по всему сечению, это обычно происходит из-за чрезмерного содержания газа в сырье или недостаточной дегазации. |
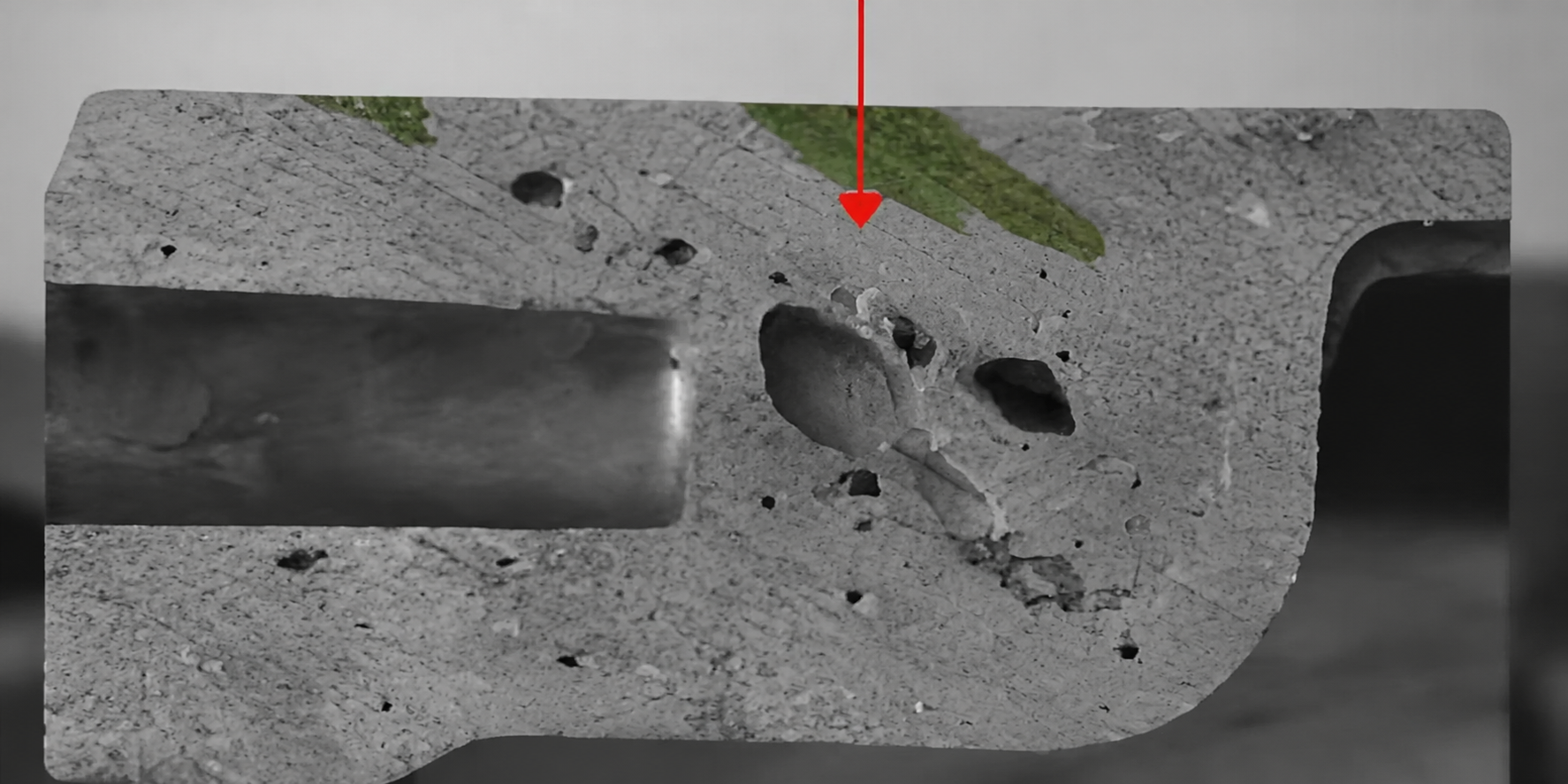
Неправильно зубчатые устьица: пористость, вызванная усадкой |
Внутренняя поверхность усадочной пористости имеет шероховатую и неровную форму, напоминающую дендрит или изрезанную поверхность. Обычно она располагается в центре поперечного сечения отливки или в местах резкого изменения толщины стенки, где происходит застывание в последнюю очередь. |
Пузырьки: приповерхностная пористость |
Выпуклость на поверхности отливки, которая после растрескивания оказывается пустой внутри, возникает из-за скопления газа у поверхности. Часто это связано с недостаточной проницаемостью песка или наличием влаги в покрытии при литье в песчаные формы. |
Отверстия от булавки: пористость, вызванная водородом |
В отливках из алюминиевых сплавов часто наблюдается плотное скопление мелких устьиц, что обусловлено высоким содержанием водорода в расплавленном алюминии. Это свидетельствует о недостаточной дегазации или наличии влаги в исходном сырье. |
Фонтаны: газ, выделяющийся при реакции в песчаной форме |
Это отверстие, значительно превышающее по размеру отверстия от булавки, которое обычно располагается в верхней части отливки из-за всплывания пузырьков. Оно возникает в результате избыточной влажности или недостаточной воздухопроницаемости песчаных форм при литье в песчаные формы. Если на внутренней стенке пузырька имеется окисленное пятно, это может быть результатом реакции между расплавленным металлом и песчаной формой. |
4. Какие подготовительные меры могут предотвратить появление пористости при литье?
Предотвращение пористости является одной из ключевых задач в управлении процессом литья. Ниже приведены профилактические меры, сгруппированные по этапам производства.
Этап подготовки сырья: |
Первой мерой профилактики является контроль влажности и чистоты сырья. Все металлические материалы перед загрузкой в печь необходимо предварительно нагреть и просушить, чтобы удалить поверхностную влагу и жир. В переплавленный лом легко попадают примеси, поэтому его доля не должна превышать 30–40 % от общего объема загрузки. Алюминиевые слитки, используемые в качестве сырья для производства алюминиевых сплавов, необходимо хранить в сухом помещении, чтобы предотвратить поглощение влаги. |
Плавка и дегазация: |
Температуру плавления необходимо точно контролировать, поскольку при превышении температуры растворимость газа увеличивается, а при слишком низкой температуре ухудшаются текучесть и заполнение. При литье алюминиевых сплавов необходимо проводить дегазацию. Один из наиболее распространенных методов заключается в том, чтобы пузырьки инертного газа поднимались в жидком металле и выходили вместе с растворенным водородом путем введения азота или аргона. Ротационная дегазационная установка будет использоваться для проверки содержания газа и обеспечения соответствия стандарту после дегазации. |
Песчаная форма и подготовка формы: |
Содержание влаги в песчаной форме должно строго контролироваться и находиться в пределах 2–41 TP3T. Перед заливкой песчаные формы необходимо тщательно просушить, особенно в условиях высокой влажности или после длительной работы. Важное значение имеет конструкция системы вентиляции в форме, так как газ будет задерживаться внутри металла, если не будет пути для его выхода. Необходимо также контролировать влажность покрытия формы (разделительного средства) и убедиться, что оно сухое перед использованием. |
Проектирование системы затворов: |
Скорость разлива напрямую влияет на пористость и сам процесс. При слишком высокой скорости разлива возникает турбулентность расплавленного металла, а при слишком низкой — может произойти преждевременное затвердевание. Идеальная система литниковых каналов должна быть спроектирована таким образом, чтобы обеспечить ламинарное течение, при котором заполнение происходит равномерно снизу вверх и дается время для выхода газа. |
Проектирование системы подачи: |
Правильная конструкция литниковых каналов и охлаждающих каналов является залогом предотвращения пористости. Литниковый канал представляет собой дополнительную зону для накопления металла, которая обеспечивает поступление дополнительного металла во время усадки отливки при затвердевании. Хилл представляет собой металлический блок, способный ускорить охлаждение в определенном месте, что приводит к направленному затвердеванию, благодаря чему усадка локализуется в литнике, а не в детали. |
Постобработка: |
Вакуумная пропитка является стандартным методом усовершенствования отливок, к которым предъявляются особые требования по герметичности. Заготовка погружается в специальную смолу, которая заполняет все мелкие поры в условиях вакуума. После отверждения поры герметизируются, и детали могут выдерживать нормальное рабочее давление. Этот метод широко применяется в областях, где требуется герметичность, таких как детали автомобильных двигателей и гидравлические компоненты. |
5. Можно ли использовать металлическое изделие с пористостью?

Не всякая пористость означает, что деталь подлежит браку, однако возможность использования металлического отливка с пористостью зависит от области применения и степени выраженности пористости.
● Возможность использования: если мелкие поры на поверхности наружных деталей не влияют на прочность и функциональность, их можно использовать после шлифования и заделки. Допустимые пределы пористости для ненесущих и неконструктивных деталей (таких как корпус) выше, чем для функциональных деталей. Существует стандартизированная таблица классификации пористости, например ASTM E505, которая позволяет покупателям и продавцам заранее договориться о приемлемом уровне пористости, чтобы избежать споров.
● Условия, при которых изделие подлежит утилизации: пористость в деталях, находящихся под давлением (таких как корпуса насосов, корпуса клапанов и гидравлические цилиндры), создает канал утечки, который может привести к полному выходу из строя, если поры соединены между собой и через этот канал происходит утечка жидкости или газа. В конструкционных деталях, таких как детали для аэрокосмической промышленности и компоненты автомобильной безопасности, пористость станет точкой концентрации напряжений и будет подвергаться растрескиванию при усталостной нагрузке. Пористость также может удерживать химические вещества в процессе гальваники, что приводит к образованию пузырей и отслоению гальванического слоя из-за теплового расширения.
Вакуумную пропитку целесообразно применять к деталям, которые в целом обладают хорошей точностью размеров, но имеют дефекты в виде пористости. После вакуумной пропитки детали могут соответствовать требованиям герметичности при меньших затратах по сравнению с изготовлением новых деталей с нуля. В автомобильной промышленности это рассматривается как стандартная последующая обработка литых под давлением деталей, а не как корректирующая мера после обнаружения проблемы.
6. Вот 5 рекомендуемых заводов, производящих высококачественную металлическую литьевую продукцию
CFS Foundry (Китай) | Это литейное производство, специализирующееся на литье по моделям из кремнеземного золя и жидкого стекла. Компания предоставляет полный отчет о результатах испытаний на твердость и отчет о рентгеновском контроле, позволяющий отследить пористость каждой партии продукции, что подходит для покупателей, которым требуется средняя или высокая точность с сертифицированным контролем пористости. |
Dawang Metals (Китай) | Комплекс состоит из трёх производственных площадок общей площадью 120 000 квадратных метров, что идеально подходит для покупателей, которым требуется стабильные поставки в больших объёмах. Продукция компании экспортируется на рынки Европы, Северной Америки и Азии, при этом компания обладает богатым опытом в области соблюдения международных стандартов качества. |
Качество литья Промышленное (Китай) | Предприятие предлагает услуги по литью по выплавляемым моделям, песчаному литью и литью под давлением, являясь одним из немногих заводов, способных удовлетворить разнообразные требования. В зависимости от требований к допуску по пористости можно выбрать наиболее подходящий метод производства. |
Sunrise Metal (Китай) | Компания специализируется на литье алюминия под давлением и располагает полным комплектом оборудования для вакуумной пропитки, что позволяет производить детали для автомобильной и электронной промышленности, к которым предъявляются требования по герметичности. Уровень пористости контролируется с помощью профессиональной системы статистического контроля процессов (SPC), которая позволяет формировать отчеты о пористости по партиям. |
MetalTek International (США) | Компания специализируется на центробежном литье высоколегированных и жаропрочных металлов, литье по выплавляемым моделям и литье в песчаные формы. Она имеет сертификат AS9100 и регистрацию ITAR, что делает её продукцию подходящей для покупателей в оборонной, аэрокосмической и медицинской отраслях, где действуют строгие нормативные требования к пористости. |