Índice
Uno de los defectos más comunes en la industria de la fundición es la porosidad, que se caracteriza por la presencia de burbujas de aire en la pieza fundida al cortarla o de pequeñas picaduras en la superficie. Además de afectar al aspecto, una porosidad grave puede provocar que una pieza que parece intacta se rompa de repente durante su uso.
¿Se trata de un problema de fabricación o de diseño? ¿Sigue siendo utilizable? ¿Cómo se puede evitar? A continuación se responderá a estas preguntas, que se plantean tanto los compradores como los ingenieros de control de calidad.
1. ¿Es habitual que se produzcan porosidades en la fundición de metales?

Como ya se ha mencionado, la porosidad es el defecto más habitual en la industria de la fundición. Casi todos los procesos de fundición son incapaces de evitarlo por completo. Solo es posible mantenerla dentro de unos límites aceptables mediante un buen diseño y una correcta ejecución del proceso.
Todos los ingenieros de fundición coinciden en que ni siquiera la fundición a presión más precisa puede producir piezas totalmente libres de porosidad. El problema de la porosidad en la fundición en arena es más habitual, ya que el molde de arena contiene humedad y aglutinantes orgánicos, que generan gases al entrar en contacto con los metales a altas temperaturas.
El sector ha establecido un marco normalizado sobre la clasificación, la detección y los métodos de corrección de la porosidad. Una vez comprendidos los fundamentos de la porosidad, es posible describir los problemas con precisión y evaluar la verosimilitud de la explicación ofrecida por la fábrica.
2. ¿Por qué aparecen burbujas de aire durante la fundición de metales?

La porosidad en las piezas fundidas se puede clasificar en dos tipos: porosidad por gas y porosidad por contracción.
Las causas de ambos casos son totalmente diferentes. No solo se diferencian en su apariencia, sino que las soluciones también son totalmente diferentes.
La causa de la porosidad gaseosa: | El metal fundido es como una bebida carbonatada a presión, ya que presenta una alta solubilidad de gas en estado líquido a altas temperaturas. La solubilidad del gas disminuye drásticamente tras el enfriamiento y la solidificación, y el gas que no puede escapar forma burbujas de aire en el interior del metal. El gas más común es el hidrógeno. El problema es más grave en la fundición de aleaciones de aluminio, ya que la solubilidad del hidrógeno gaseoso en el aluminio en estado líquido es decenas de veces superior a la que tiene en estado sólido. El gas procede de varias fuentes: ● La humedad y la grasa presentes en las materias primas se descomponen a altas temperaturas y generan gas. ● La humedad del molde de arena se evapora al entrar en contacto con el metal fundido. ● La turbulencia en el metal fundido provoca que quede aire atrapado en la cavidad del molde durante el proceso de colada. ● Gas atrapado debido a una ventilación deficiente en la cavidad del molde. |
La causa de la porosidad por contracción: | Los metales se contraen al solidificarse desde el estado líquido. La aleación de aluminio se contrae aproximadamente un 6,1 %, mientras que la tasa de contracción del acero es del 3-4,1 %. Si se diseña con un sistema de alimentación insuficiente (como el diseño de los conductos de alimentación), la última parte en solidificarse durante la solidificación del metal, que suele ser donde la pared es más gruesa o donde el enfriamiento se produce en último lugar, creará un agujero debido a la falta de material. La forma de la contracción suele ser irregular, dendrítica o presentar hendiduras irregulares. Esta diferencia se aprecia al compararla con la porosidad gaseosa. |
Existe otra circunstancia especial denominada «porosidad reactiva». El metal fundido reacciona con los materiales del molde, los recubrimientos o el oxígeno y el nitrógeno presentes en la atmósfera, y genera gases adicionales. Por ejemplo, el acero fundido reacciona con la materia orgánica del molde de arena para generar CO y CO₂.
3. ¿Cómo podemos determinar la causa basándonos en las características de los estomas?

Un ingeniero de fundición con experiencia puede determinar la causa basándose en las características de los poros y actuar en consecuencia.
Estomas circulares lisos: Porosidad gaseosa |
La pared interna de la porosidad gaseosa suele ser lisa y de forma casi circular u ovalada, lo que se asemeja a burbujas en el agua. Esto se debe a que el gas forma burbujas esféricas en el metal líquido. Si los poros circulares se concentran en la superficie de la pieza fundida o cerca de ella, puede deberse a problemas relacionados con la humedad del molde de arena o la ventilación del molde, mientras que si los poros se distribuyen por toda la sección, suele deberse a un contenido excesivo de gas en las materias primas o a un tratamiento de desgasificación insuficiente. |
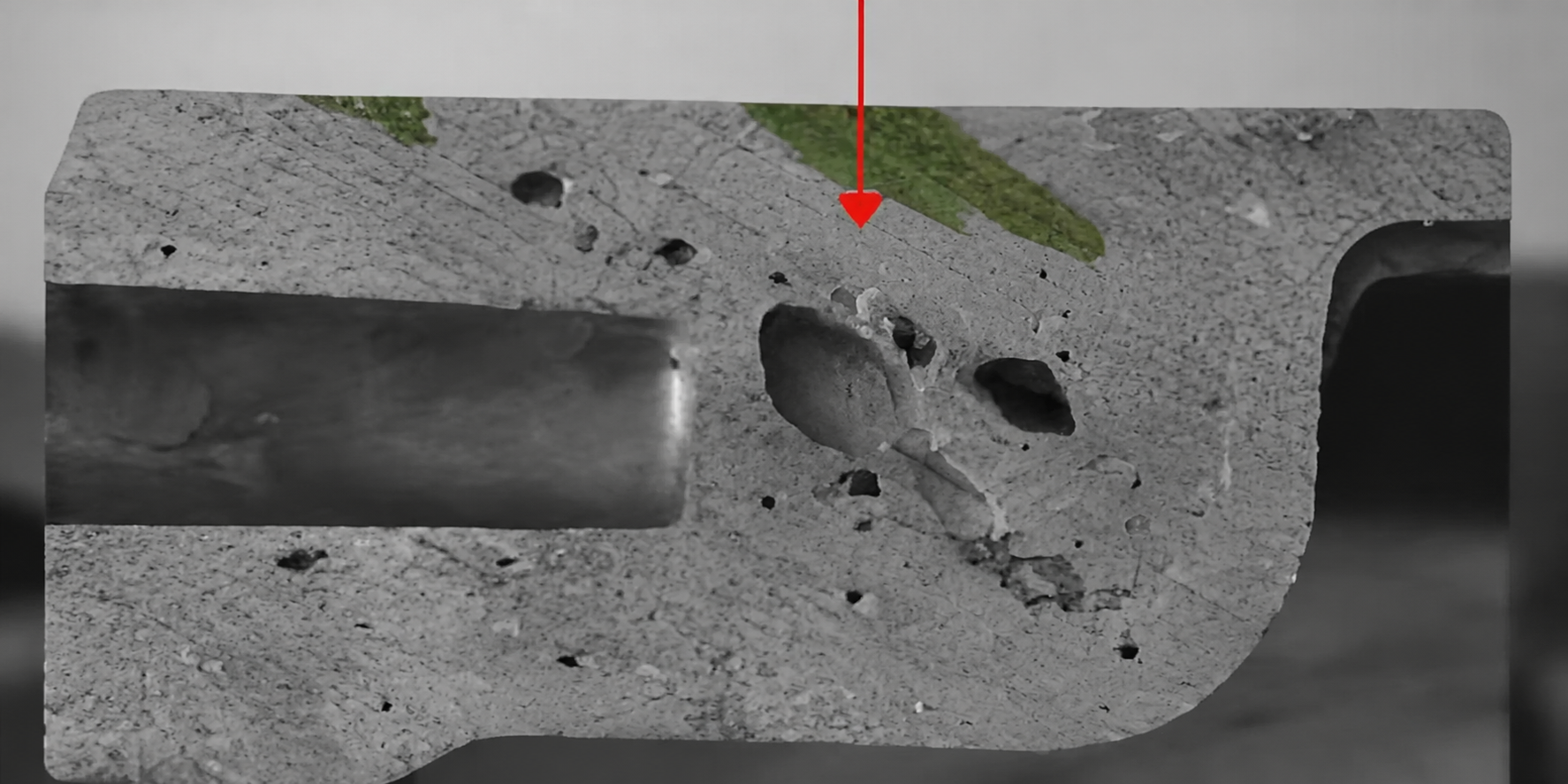
Estomas dentados irregulares: porosidad por contracción |
La pared interna de la porosidad por contracción presenta una superficie rugosa y una forma irregular, con un aspecto dendrítico o irregular. Suele situarse en el centro de la sección transversal de la pieza fundida, o en los puntos donde el espesor de la pared varía bruscamente, ya que es la última zona en solidificarse. |
Burbujas: Porosidad superficial |
Un abultamiento en la superficie de la pieza fundida, que queda hueco por dentro tras romperse, se debe a la acumulación de gas cerca de la superficie. Es habitual que esto se deba a una permeabilidad insuficiente de la arena o a la presencia de humedad en el recubrimiento en la fundición en arena. |
Poros en forma de alfiler: Porosidad por gas hidrógeno |
En las piezas fundidas de aleación de aluminio es habitual observar estomas diminutos muy agrupados, lo cual se debe al elevado contenido de hidrógeno del aluminio fundido. Esto indica una desgasificación insuficiente o la presencia de humedad en las materias primas. |
Orificios de escape: gas de reacción del molde de arena |
Se trata de un orificio mucho más grande que los poros, que suele situarse en la parte superior de la pieza fundida debido a la flotación de las burbujas. Se debe a un contenido excesivo de humedad o a una permeabilidad insuficiente de los moldes de arena en la fundición en arena. Si hay manchas de óxido en la pared interior del poro, puede ser el resultado de una reacción entre el metal fundido y el molde de arena. |
4. ¿Qué medidas preparatorias pueden evitar la porosidad durante el moldeo?
La prevención de la porosidad es uno de los aspectos fundamentales en la gestión del proceso de fundición. A continuación se enumeran las medidas preventivas, ordenadas según las fases de producción.
Fase de preparación de la materia prima: |
La primera medida de prevención es el contenido de humedad y la limpieza de las materias primas. Todos los materiales metálicos deben precalentarse y secarse antes de introducirlos en el horno, con el fin de eliminar la humedad y la grasa de la superficie. Es fácil que las piezas de fundición de chatarra refundida aporten impurezas, por lo que su proporción no debe superar el 30-40 % del total de la entrada. Los lingotes de aluminio utilizados como materia prima para aleaciones de aluminio deben almacenarse en un entorno seco para evitar que absorban humedad. |
Fundición y desgasificación: |
La temperatura de fusión debe controlarse con precisión, ya que la solubilidad de los gases aumenta con el exceso de temperatura, mientras que la fluidez y el llenado se ven afectados si la temperatura es demasiado baja. En la fundición de aleaciones de aluminio es necesario realizar un proceso de desgasificación. Uno de los métodos más comunes consiste en permitir que las burbujas de gas inerte asciendan en el metal líquido y se escapen junto con el hidrógeno disuelto mediante la introducción de nitrógeno o argón. Se utilizará la unidad de desgasificación rotativa para verificar el contenido de gas y garantizar el cumplimiento de la norma tras la desgasificación. |
Molde de arena y preparación del molde: |
El contenido de humedad del molde de arena debe controlarse estrictamente, debiendo situarse entre el 2 % y el 41 %. Los moldes de arena deben secarse completamente antes del vertido, especialmente en climas húmedos o tras un trabajo continuado. El diseño del sistema de ventilación del molde es importante, ya que el gas quedará atrapado en el interior del metal a menos que exista una vía de escape. También debe controlarse el contenido de humedad del recubrimiento del molde (agente desmoldeante) y asegurarse de que esté seco antes de su uso. |
Diseño del sistema de compuertas: |
La velocidad de colada influye directamente en la porosidad y en el proceso. Si la velocidad de colada es demasiado elevada, se producirá turbulencia en el metal fundido, mientras que si es demasiado baja, puede producirse una solidificación prematura. Un sistema de colada ideal debe diseñarse para proporcionar un flujo laminar, que llene de abajo hacia arriba de forma constante y permita que el gas se escape. |
Diseño del sistema de alimentación: |
Un diseño adecuado de los conductos de alimentación y los bloques de enfriamiento es fundamental para evitar la porosidad. El conducto de alimentación es un espacio adicional destinado al almacenamiento de metal, que proporciona metal suplementario durante la contracción por solidificación de la pieza fundida. El enfriador es un bloque de metal que puede acelerar el enfriamiento en un lugar específico, lo que da lugar a una solidificación direccional de modo que la contracción se localiza en el canal de colada en lugar de en el componente fundido. |
Posprocesamiento: |
La impregnación al vacío es el método de tratamiento estándar para piezas fundidas con requisitos específicos de estanqueidad. La pieza se sumerge en una resina especial, que rellena todas las porosidades minúsculas, en condiciones de vacío. La porosidad queda sellada tras el curado, y las piezas pueden soportar la presión de funcionamiento normal. Se utiliza ampliamente en aplicaciones que requieren sellado, como piezas de motores de automóviles y componentes hidráulicos. |
5. ¿Se puede utilizar una pieza de fundición metálica que presente porosidad?

No toda la porosidad implica que la pieza deba desecharse, pero la posibilidad de utilizar una pieza fundida con porosidad depende de la aplicación y de la gravedad de la porosidad.
● Se puede utilizar: si la porosidad mínima en la superficie de las piezas exteriores no afecta a la resistencia ni al funcionamiento, se puede utilizar tras el lijado y el relleno. La tolerancia a la porosidad para las piezas no portantes y no estructurales (como la carcasa) es mayor que la de las piezas funcionales. Existe una tabla de clasificación de porosidad estandarizada, como la norma ASTM E505, que permite a compradores y vendedores acordar de antemano un nivel de porosidad aceptable para evitar discusiones.
● Condiciones que requieren el desecho: La porosidad en piezas sometidas a presión (como carcasas de bombas, cuerpos de válvulas y cilindros hidráulicos) crea un canal de fuga, lo que puede provocar un fallo total si la porosidad está interconectada y el fluido y el gas se escapan por dicho canal. En piezas estructurales, como las piezas aeroespaciales y los componentes de seguridad de automoción, la porosidad se convertirá en el punto de tensión y se agrietará preferentemente bajo fatiga. La porosidad también puede atrapar sustancias químicas en el proceso de galvanoplastia, lo que provoca la formación de ampollas y el desprendimiento de la capa galvanizada debido a la expansión térmica.
La impregnación al vacío puede ser una opción para piezas que presentan una buena precisión dimensional general, pero que adolecen de defectos debido a la porosidad. Las piezas pueden cumplir los requisitos de estanqueidad tras la impregnación al vacío a un coste menor en comparación con volver a fabricarlas desde cero. Se trata de un posprocesamiento estándar para las piezas de fundición a presión en la industria automovilística, más que de una medida correctiva tras la detección del problema.
6. A continuación, te presentamos 5 fábricas recomendadas que producen piezas de fundición metálica de alta calidad
Fundición CFS (China) | Se trata de una fundición de precisión especializada en la fundición a la cera perdida con sol de sílice y vidrio soluble. Proporciona un informe completo de ensayos de dureza y un informe de inspección por rayos X que permite rastrear la porosidad de cada lote, lo que resulta adecuado para compradores que requieran una precisión media-alta con un control certificado de la porosidad. |
Dawang Metals (China) | Cuenta con tres naves industriales que suman 120 000 metros cuadrados, lo que resulta ideal para compradores que necesitan un suministro estable y a gran escala. Sus productos se exportan a los mercados de Europa, Norteamérica y Asia, y la empresa cuenta con una amplia experiencia en el cumplimiento de las normas internacionales de calidad. |
Calidad de fundición Industrial (China) | Ofrece fundición de precisión, fundición en arena y fundición a presión, y es una de las pocas fábricas capaces de satisfacer múltiples requisitos. Se puede elegir el método de fabricación más adecuado en función de los distintos requisitos de tolerancia de porosidad. |
Sunrise Metal (China) | Se especializa en la fundición a presión de aluminio y cuenta con un equipo completo de impregnación al vacío, adecuado para piezas de automoción y electrónicas que requieren sellado. La porosidad se puede controlar mediante un sistema profesional de control estadístico de procesos (SPC), que permite generar informes con datos sobre la porosidad de cada lote. |
MetalTek International (EE. UU.) | Se especializa en la fundición centrífuga de aleaciones de alta resistencia y metales resistentes al calor, la fundición a la cera perdida y la fundición en arena. Cuenta con la certificación AS9100 y el registro ITAR, lo que la hace idónea para compradores de los sectores de la defensa, el sector aeroespacial y el sector médico, que tienen requisitos normativos estrictos en materia de porosidad. |