Table of Contents
One of the most common flaws in the casting industry is porosity, in which the casting is full of air holes upon cutting or has small pits on the surface. Other than affecting the appearance, severe porosity can cause a seemingly intact part to suddenly break during use.
Is it the problem of factory or a design problem? Is it still usable? How can it be avoided? These questions, which are asked by the buyers and quality control engineer, will be answered in the following.
1. Is porosity common in metal casting?

As mentioned, porosity is the most common flaw in the casting industry. Almost all casting processes fail to completely prevent this from happening. It can only be kept within an acceptable range through good process design and operation.
All casting engineers agree that even the most precise die casting cannot produce parts without porosity completely. The problem of porosity in sand casting is more common because the sand mold contains moisture and organic binders, which produce gas when contacting metals at high temperatures.
The industry has established a standardized framework on the category, detection, and remedial methods of porosity. The problems can be described accurately, and the reasonableness of the explanation of the factory can be evaluated after understanding the basics of porosity.
2. Why do air bubbles appear during metal casting?

Porosity in casting can be categorized into two types: Gas Porosity and Shrinkage Porosity.
The causes of the two are completely different. The appearances are different, and the solutions are also completely different.
The cause of gas porosity: | Molten metal is like a pressurized carbonated drink, which has high solubility of gas in high temperature liquid. The solubility of gas drops sharply after cooling and solidification, and the gas that cannot escape forms air bubbles inside the metal. The most common gas is hydrogen. It is more serious in aluminum alloy casting because the solubility of hydrogen gas in aluminum in the liquid state is tens of times of that in the solid state. The gas is coming from several sources: ● Moisture and grease in the raw materials decompose at high temperatures to generate gas. ● Moisture in the sand mold vaporizes to steam upon contact with the molten metal. ● Turbulence in the molten metal causes entrapment of air into the mold cavity during the pouring process. ● Gas trapped due to poor venting in the mold cavity. |
The cause of shrinkage porosity: | Metals shrink when solidifying from the liquid state. Aluminum alloy shrinks for about 6% while the shrink rate of steel is 3-4%. If it is designed with an insufficient feeding system (such as riser design), the last part to solidify during metal solidification, which is usually where the wall is the thickest or where cooling occurs last, will create a hole because of the material shortage. The shape of shrinkage is usually irregular, dendritic, or irregular indentation. It is the difference in appearance compared with gas porosity. |
There is another special circumstance called reactive porosity. Molten metal reacts with mold materials, coatings, or oxygen and nitrogen in the atmosphere and produces extra gas. For example, molten steel reacts with organic matter in the sand mold to generate CO and CO2.
3. How can we determine the cause based on the characteristics of the stomata?

An experienced casting engineer can determine the cause based on the characteristics of the stomata and react correspondingly.
Smooth circular stomata: Gas porosity |
The inner wall of gas porosity is usually smooth and close to circular or oval in shape, which looks like bubbles in water. It is because gas forms spherical bubbles in liquid metal. It can be issues related to sand mold moisture or mold venting if the circular stomata are concentrated on or near the surface of the casting, while it is usually because of excessive gas content in raw materials or insufficient degassing treatment if the stomata are distributed across the section. |
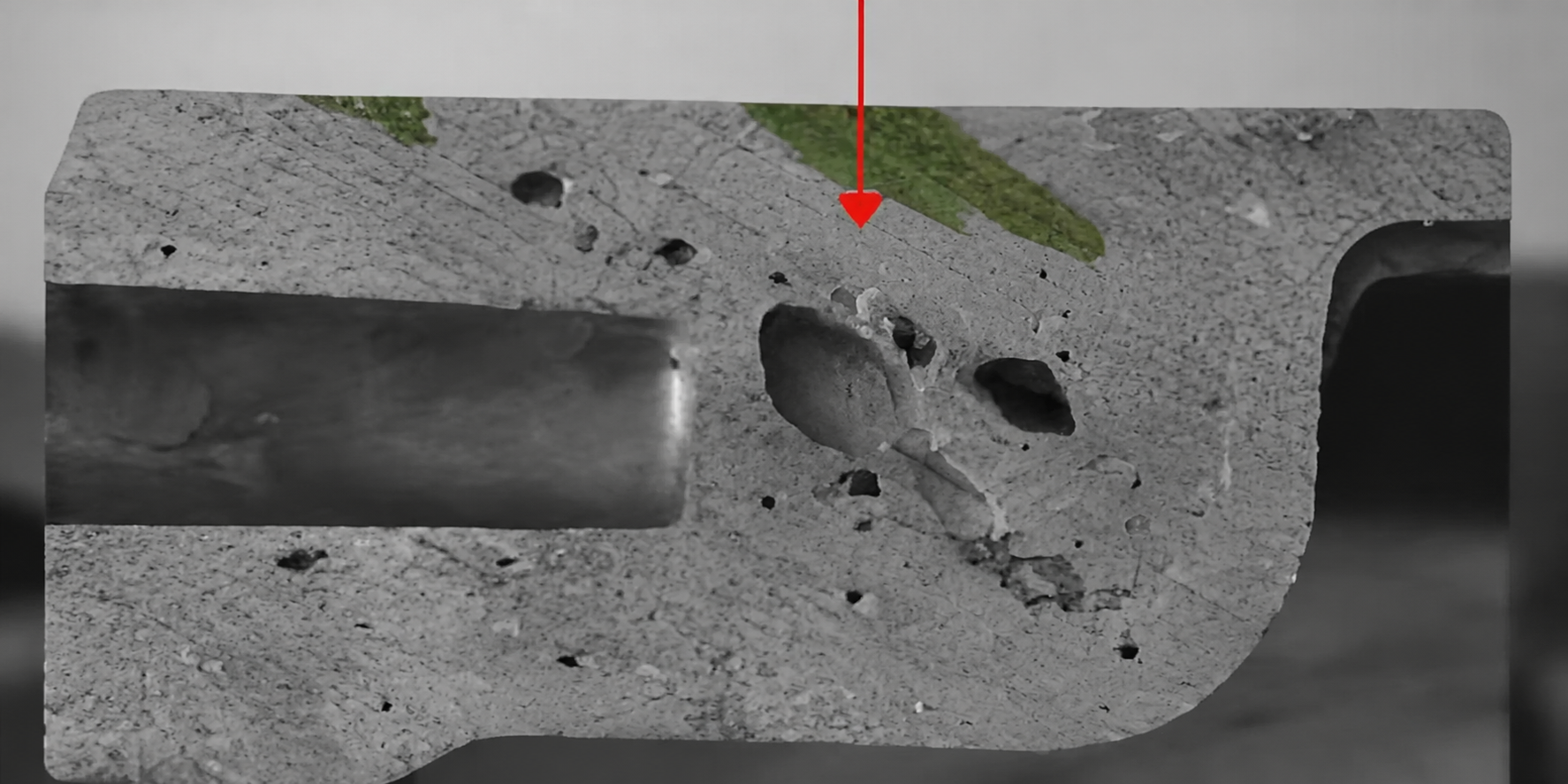
Irregular serrated stomata: Shrinkage porosity |
The inner wall of shrinkage porosity is rough and irregularly shaped, which appears dendritic or ragged. It is usually located at the center of the casting cross-section, or where wall thickness changes sharply, which is the last zone to solidify. |
Blisters: Near-surface porosity |
A bulge on the casting surface, which is empty inside after being cracked, is caused by gas accumulating near the surface. It is commonly seen that there is insufficient sand permeability or moisture in the coating in sand casting. |
Pin Holes: Hydrogen Gas Porosity |
Densely packed tiny stomata is commonly seen in aluminum alloy casting, which is due to high hydrogen content in molten aluminum . It indicates insufficient degassing or moisture in raw materials. |
Blowholes: Sand mold reaction gas |
It is the stoma much larger than pin holes, which is usually located at the upper part of the casting because of the floating of bubbles. It is caused by excessive moisture content or insufficient permeability in sand molds in sand casting. If there is oxidized stain in the inner wall of the blowhole, it may be the result of a reaction between molten metal and the sand mold. |
4. Those preparatory steps can prevent porosity during casting?
The prevention of porosity is one of the core issues in casting process management. The preventive measures are listed below, sequenced by production steps.
Raw material preparation stage: |
The first line of prevention is the moisture content and cleanliness of raw materials. All metal materials must be preheated and dried before entering the furnace, in order to remove surface moisture and grease. It is easy to bring impurities for remelted scrap castings, and therefore the ratio of it should not exceed 30-40% of the total input. Aluminum Ingot in raw material of aluminum alloy must be stored in a dry environment to prevent moisture absorption. |
Smelting and degassing: |
The melting temperature must be precisely controlled, as gas solubility will be increased with excess temperature, while liquidity and filling will be affected if the temperature is too low. Degassing must be performed in aluminum alloy casting. One of the most common methods is to allow inert gas bubbles to ascend in liquid metal and escape together with dissolved hydrogen by introducing nitrogen or argon. The rotary degassing unit will be used to verify the gas content and ensure the standard after degassing. |
Sand mold and mold preparation: |
The moisture content of the sand mold must be strictly controlled, which should be within 2-4%. Sand molds should be dried thoroughly prior to pouring, especially in humid weather or after continuous work. The design of venting system in mold is important as gas will be trapped inside the metal unless there is a path to escape. The moisture content of the mold coating (release agent) should also be controlled, and make sure it is dry before use. |
Gating system design: |
Pouring speed directly affects porosity and method directly. Molten metal turbulence will result if the pouring speed is too fast, while premature solidification may happen if the speed is too slow. An ideal gating system should be designed to provide a laminar flow, which fills from bottom to top steadily and provides time for gas to escape. |
Feeding system design: |
Proper design of riser and chill is the key to prevent porosity. Riser is the extra area for metal storage, which provide supplementary metals during the solidification shrinkage of casting. Chill is a metal block that can speed up cooling in a specific location, which leads to directional solidification so that the shrinkage is localized at the riser instead of the casting component. |
Post-processing: |
Vacuum Impregnation is the standard remedial method for castings with specific sealing requirements. The workpiece is immersed in a special resin, which fills all tiny porosity, under vacuum conditions. Porosity is sealed after curing, and the parts can withstand normal operating pressure. It is widely used in applications that require sealing, such as automotive engine parts and hydraulic components. |
5. Can a metal casting with porosity be used?

Not all porosity means the part must be scrapped, but whether the metal casting with porosity can be used depends on the application and the severity of the porosity.
● Can be used: If the tiny porosity on the surface of exterior parts does not affect strength and function, it can be used after grinding and filling. The tolerance for porosity for non-load-bearing and non-structural parts (such as housing) is higher than that of functional parts. There is a standardized porosity rating chart, such as ASTM E505, which allows buyers and sellers to agree on an acceptable porosity level in advance to avoid arguments.
● Conditions that must be scrapped: Porosity in pressure-retaining parts (such as pump casings, valve bodies, and hydraulic cylinders) creates a leakage channel, which can result in complete failure if the porosity is interconnected and fluid and gas leak from the channel. In structural parts such as aerospace parts and automotive safety components, porosity will become the stress point and preferentially crack under fatigue. Porosity can also trap chemicals in the electroplating process, which leads to blistering and peeling of the electroplated layer due to thermal expansion.
Vacuum impregnation can be considered in parts that are good in overall dimensional accuracy but defective due to porosity. Parts can meet sealing requirements after vacuum impregnation at a lower cost compared with reproducing them from the beginning. It is treated as a standard post-processing for pressure die castings in the automotive industry, rather than a remedial measure after the problem is discovered.
6. Here are 5 recommended factories that produce high quality metal castings
CFS Foundry (China) | It is a precision casting foundry specialized in silica sol and water glass investment casting. It provides a comprehensive hardness test report and X-Ray inspection report that can trace the porosity of each batch, which is suitable for buyers requiring medium-to-high precision with certified porosity control. |
Dawang Metals (China) | It consists of three factory sites with 120,000 square meters, which is suitable for buyers who require a large-volume, stable supply. Their product exports to European, North American, and Asian markets, with rich experience in complying with international quality standards. |
Casting Quality Industrial (China) | It provide investment casting, sand casting, and die casting, which is one of the few factories that can satisfy multiple requirement. The most suitable manufacturing method can be chosen according to different porosity tolerance requirements. |
Sunrise Metal (China) | It specializes in aluminum die casting with complete vacuum impregnation equipment, which is suitable for automotive and electronic parts with sealing requirements. Porosity can be controlled under a professional statistical process control (SPC) system, which can provide batch porosity data reports. |
MetalTek International (USA) | It focuses on centrifugal casting of high alloys and heat-resistant metals, investment casting, and sand casting. It hold AS9100 Certification and ITAR Registration, which is suitable for buyers in the defense, aerospace, and medical industries with strict regulatory requirements on porosity. |