Inhaltsübersicht
Einer der häufigsten Fehler in der Gussindustrie ist die Porosität, bei der das Gussteil beim Zersägen voller Luftlöcher ist oder kleine Vertiefungen an der Oberfläche aufweist. Abgesehen davon, dass dies das Aussehen beeinträchtigt, kann eine starke Porosität dazu führen, dass ein scheinbar intaktes Teil während des Gebrauchs plötzlich bricht.
Handelt es sich um ein Problem in der Fertigung oder um einen Konstruktionsfehler? Ist das Produkt noch brauchbar? Wie lässt sich das vermeiden? Diese Fragen, die von den Einkäufern und den Qualitätsprüfern gestellt werden, werden im Folgenden beantwortet.
1. Kommt Porosität bei Metallguss häufig vor?

Wie bereits erwähnt, ist Porosität der häufigste Fehler in der Gießereiindustrie. Bei fast allen Gießverfahren lässt sich dies nicht vollständig verhindern. Nur durch eine gute Prozessgestaltung und -abwicklung kann sie in einem akzeptablen Bereich gehalten werden.
Alle Gießereifachleute sind sich einig, dass selbst der präziseste Druckguss keine Teile ohne jegliche Porosität hervorbringen kann. Das Problem der Porosität tritt beim Sandguss häufiger auf, da die Sandform Feuchtigkeit und organische Bindemittel enthält, die bei Kontakt mit Metallen unter hohen Temperaturen Gase entwickeln.
Die Branche hat einen standardisierten Rahmen für die Klassifizierung, Erkennung und Behebung von Porosität geschaffen. Nach dem Verständnis der Grundlagen der Porosität lassen sich die Probleme genau beschreiben und die Plausibilität der Erklärungen des Herstellers beurteilen.
2. Warum entstehen beim Metallguss Luftblasen?

Porosität in Gussteilen lässt sich in zwei Arten unterteilen: Gasporosität und Schrumpfporosität.
Die Ursachen für beides sind völlig unterschiedlich. Die Erscheinungsbilder unterscheiden sich, und auch die Lösungen sind völlig unterschiedlich.
Die Ursache für Gasporosität: | Geschmolzenes Metall verhält sich wie ein kohlensäurehaltiges Getränk unter Druck, bei dem die Löslichkeit von Gas in der heißen Flüssigkeit sehr hoch ist. Nach dem Abkühlen und Erstarren sinkt die Löslichkeit des Gases stark ab, und das Gas, das nicht entweichen kann, bildet Luftblasen im Inneren des Metalls. Das häufigste Gas ist Wasserstoff. Bei Aluminiumlegierungsguss ist dies ein größeres Problem, da die Löslichkeit von Wasserstoffgas in Aluminium im flüssigen Zustand um ein Vielfaches höher ist als im festen Zustand. Das Gas stammt aus verschiedenen Quellen: ● Feuchtigkeit und Fett in den Rohstoffen zersetzen sich bei hohen Temperaturen und setzen dabei Gas frei. ● Die Feuchtigkeit in der Sandform verdampft bei Kontakt mit dem geschmolzenen Metall zu Wasserdampf. ● Durch Turbulenzen in der Metallschmelze gelangt während des Gießvorgangs Luft in den Formhohlraum. ● Gasansammlungen aufgrund unzureichender Entlüftung im Formhohlraum. |
Die Ursache für Schrumpfporosität: | Metalle schrumpfen beim Erstarren aus dem flüssigen Zustand. Aluminiumlegierungen schrumpfen um etwa 6–10 %, während die Schrumpfrate von Stahl bei 3–4 % liegt. Wenn die Konstruktion ein unzureichendes Zufuhrsystem (z. B. die Gestaltung der Angusskanäle) aufweist, entsteht an der Stelle, die bei der Metallverfestigung als letzte erstarrt – in der Regel dort, wo die Wand am dicksten ist oder die Abkühlung am spätesten eintritt –, aufgrund des Materialmangels ein Loch. Die Form der Schrumpfung ist in der Regel unregelmäßig, dendritisch oder weist unregelmäßige Vertiefungen auf. Dies ist der Unterschied im Erscheinungsbild im Vergleich zur Gasporosität. |
Es gibt noch einen weiteren besonderen Umstand, der als reaktive Porosität bezeichnet wird. Geschmolzenes Metall reagiert mit Formmaterialien, Beschichtungen oder Sauerstoff und Stickstoff in der Atmosphäre und erzeugt dabei zusätzliches Gas. So reagiert beispielsweise geschmolzener Stahl mit organischen Stoffen in der Sandform und bildet dabei CO und CO₂.
3. Wie können wir die Ursache anhand der Merkmale der Spaltöffnungen bestimmen?

Ein erfahrener Gießereitechniker kann anhand der Merkmale der Stomata die Ursache ermitteln und entsprechend reagieren.
Glatte, kreisförmige Spaltöffnungen: Gasdurchlässigkeit |
Die Innenwand der Gasporen ist in der Regel glatt und annähernd kreis- oder ovalförmig, was an Blasen im Wasser erinnert. Dies liegt daran, dass Gas in flüssigem Metall kugelförmige Blasen bildet. Wenn sich die kreisförmigen Poren auf oder nahe der Oberfläche des Gussteils konzentrieren, kann dies auf Probleme mit der Feuchtigkeit der Sandform oder der Entlüftung der Form zurückzuführen sein, während eine Verteilung der Poren über den gesamten Querschnitt meist auf einen zu hohen Gasgehalt im Rohmaterial oder eine unzureichende Entgasungsbehandlung zurückzuführen ist. |
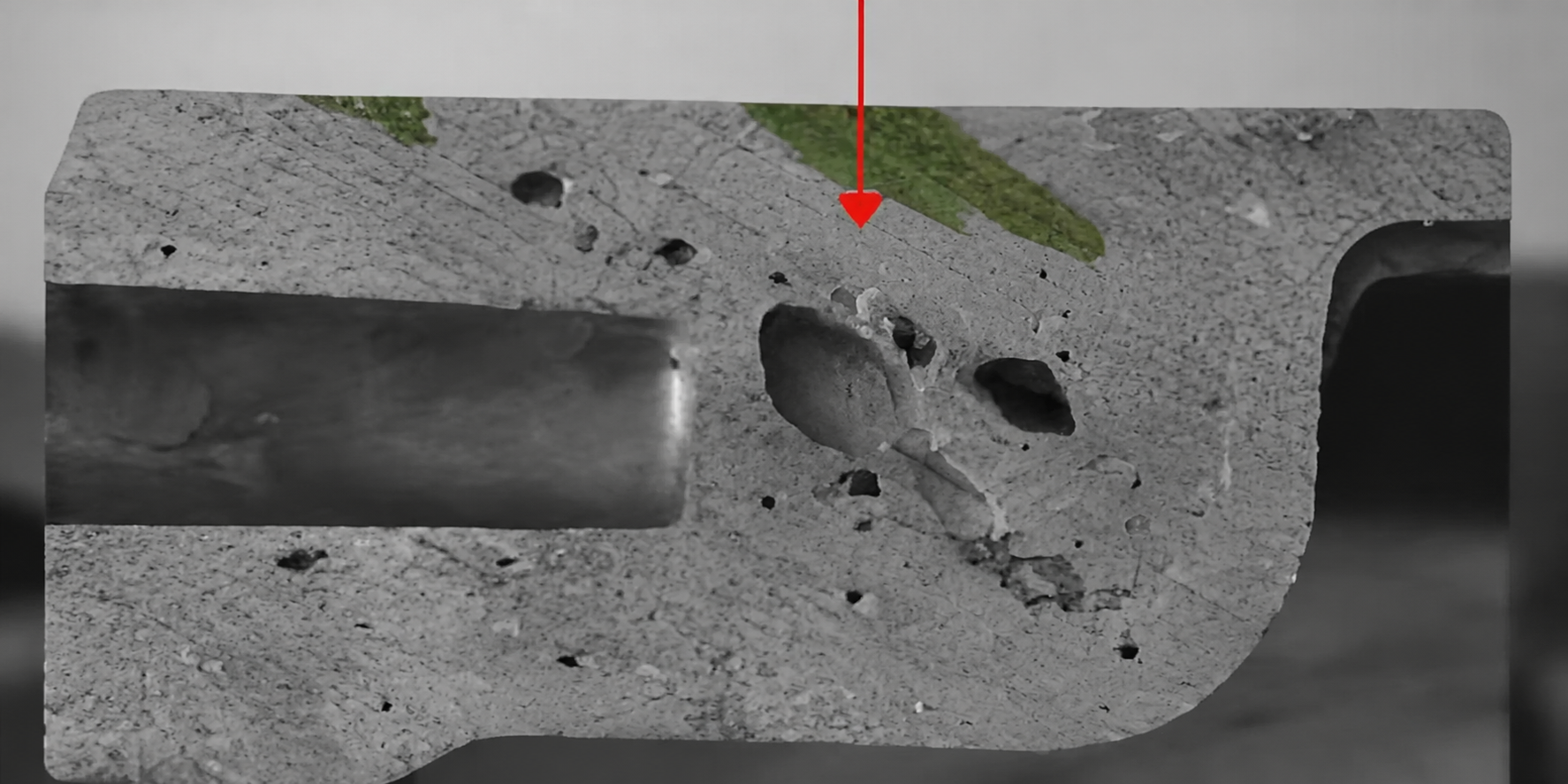
Unregelmäßig gezackte Spaltöffnungen: Schrumpfporosität |
Die Innenwand der Schrumpfporen ist rau und unregelmäßig geformt und wirkt dendritisch oder zerklüftet. Sie befindet sich in der Regel in der Mitte des Gussquerschnitts oder an Stellen, an denen sich die Wandstärke stark ändert, da dies die Zone ist, die als letzte erstarrt. |
Blasen: Oberflächennahe Porosität |
Eine Ausbuchtung an der Gussoberfläche, die nach dem Aufbrechen innen hohl ist, wird durch Gasansammlungen nahe der Oberfläche verursacht. Häufig liegt dies daran, dass beim Sandguss die Durchlässigkeit des Sandes unzureichend ist oder Feuchtigkeit in der Beschichtung vorhanden ist. |
Nadelstichlöcher: Porosität durch Wasserstoffgas |
Bei Gussteilen aus Aluminiumlegierungen sind häufig dicht gepackte, winzige Spaltöffnungen zu beobachten, was auf einen hohen Wasserstoffgehalt im geschmolzenen Aluminium zurückzuführen ist. Dies deutet auf eine unzureichende Entgasung oder Feuchtigkeit in den Rohstoffen hin. |
Blaslöcher: Reaktionsgas in der Sandform |
Es handelt sich um eine Öffnung, die deutlich größer ist als Nadelstiche und sich aufgrund des Aufsteigens von Blasen meist im oberen Teil des Gussteils befindet. Sie entsteht durch einen zu hohen Feuchtigkeitsgehalt oder eine unzureichende Durchlässigkeit der Sandformen beim Sandguss. Wenn sich an der Innenwand der Blasen ein oxidierter Fleck befindet, kann dies das Ergebnis einer Reaktion zwischen der Metallschmelze und der Sandform sein. |
4. Welche vorbereitenden Maßnahmen können Porosität beim Gießen verhindern?
Die Vermeidung von Porosität ist eines der zentralen Themen im Gussprozessmanagement. Die vorbeugenden Maßnahmen sind im Folgenden nach Produktionsschritten geordnet aufgeführt.
Phase der Rohstoffaufbereitung: |
Die erste Präventionsmaßnahme betrifft den Feuchtigkeitsgehalt und die Sauberkeit der Rohstoffe. Alle Metallwerkstoffe müssen vor dem Einbringen in den Ofen vorgewärmt und getrocknet werden, um Oberflächenfeuchtigkeit und Fett zu entfernen. Bei wiedergeschmolzenen Schrottgussteilen können leicht Verunreinigungen entstehen, weshalb deren Anteil 30–40 % der Gesamteingangsmenge nicht überschreiten sollte. Aluminiumbarren, die als Rohmaterial für Aluminiumlegierungen dienen, müssen in einer trockenen Umgebung gelagert werden, um Feuchtigkeitsaufnahme zu verhindern. |
Schmelzen und Entgasen: |
Die Schmelztemperatur muss präzise geregelt werden, da sich die Gaslöslichkeit bei zu hoher Temperatur erhöht, während bei zu niedriger Temperatur die Fließfähigkeit und der Füllvorgang beeinträchtigt werden. Bei Aluminiumlegierungsguss muss eine Entgasung durchgeführt werden. Eine der gängigsten Methoden besteht darin, durch Einleiten von Stickstoff oder Argon Inertgasblasen im flüssigen Metall aufsteigen zu lassen, die dann zusammen mit gelöstem Wasserstoff entweichen. Die Rotationsentgasungsanlage wird eingesetzt, um den Gasgehalt zu überprüfen und die Einhaltung der Norm nach der Entgasung sicherzustellen. |
Sandform und Formvorbereitung: |
Der Feuchtigkeitsgehalt der Sandform muss streng kontrolliert werden und sollte zwischen 2 und 41 % liegen. Sandformen sollten vor dem Gießen gründlich getrocknet werden, insbesondere bei feuchtem Wetter oder nach längerem Dauereinsatz. Die Gestaltung des Entlüftungssystems in der Form ist wichtig, da sich Gase im Metall ansammeln, wenn kein Entweichungsweg vorhanden ist. Der Feuchtigkeitsgehalt der Formbeschichtung (Trennmittel) sollte ebenfalls kontrolliert werden, und es ist sicherzustellen, dass diese vor der Verwendung trocken ist. |
Auslegung des Gating-Systems: |
Die Gießgeschwindigkeit wirkt sich unmittelbar auf die Porosität und das Verfahren aus. Bei zu hoher Gießgeschwindigkeit kommt es zu Turbulenzen in der Metallschmelze, während bei zu geringer Geschwindigkeit eine vorzeitige Erstarrung eintreten kann. Ein ideales Angusssystem sollte so ausgelegt sein, dass es eine laminare Strömung erzeugt, die den Gussraum gleichmäßig von unten nach oben füllt und dem Gas Zeit zum Entweichen lässt. |
Auslegung des Zuführsystems: |
Die richtige Auslegung von Anguss und Kühlkanal ist entscheidend für die Vermeidung von Porosität. Der Anguss dient als zusätzlicher Metallspeicher, der während der Erstarrungsschrumpfung des Gussteils für einen Metallausgleich sorgt. Der Kühlblock ist ein Metallblock, der die Abkühlung an einer bestimmten Stelle beschleunigen kann, was zu einer gerichteten Erstarrung führt, sodass sich die Schrumpfung am Anguss statt am Gussteil konzentriert. |
Nachbearbeitung: |
Die Vakuumimprägnierung ist das Standardverfahren zur Nachbearbeitung von Gussteilen mit besonderen Anforderungen an die Dichtheit. Das Werkstück wird unter Vakuumbedingungen in ein spezielles Harz getaucht, das alle winzigen Poren ausfüllt. Nach dem Aushärten sind die Poren versiegelt, und die Teile halten dem normalen Betriebsdruck stand. Dieses Verfahren wird häufig bei Anwendungen eingesetzt, die eine Abdichtung erfordern, wie beispielsweise bei Automobil-Motorteilen und Hydraulikkomponenten. |
5. Kann ein Metallgussstück mit Porosität verwendet werden?

Nicht jede Porosität bedeutet, dass das Bauteil aussortiert werden muss; ob ein Metallguss mit Porosität verwendet werden kann, hängt jedoch vom Einsatzzweck und vom Ausmaß der Porosität ab.
● Verwendbar: Wenn die winzigen Poren an der Oberfläche von Außenteilen die Festigkeit und Funktion nicht beeinträchtigen, können diese Teile nach dem Schleifen und Spachteln verwendet werden. Die Toleranz für Porosität ist bei nicht tragenden und nicht tragenden Bauteilen (wie z. B. Gehäusen) höher als bei funktionalen Bauteilen. Es gibt standardisierte Porositätsbewertungstabellen, wie z. B. ASTM E505, die es Käufern und Verkäufern ermöglichen, sich im Voraus auf ein akzeptables Porositätsniveau zu einigen, um Streitigkeiten zu vermeiden.
● Zustände, die zu verwerfen sind: Porosität in druckführenden Bauteilen (wie Pumpengehäusen, Ventilkörpern und Hydraulikzylindern) schafft einen Leckkanal, der zu einem Totalausfall führen kann, wenn die Poren miteinander verbunden sind und Flüssigkeit oder Gas aus dem Kanal austritt. In Strukturteilen wie Luft- und Raumfahrtteilen und Sicherheitskomponenten für Kraftfahrzeuge wird die Porosität zum Spannungsherd und bricht unter Ermüdung bevorzugt. Porosität kann außerdem Chemikalien im Galvanisierungsprozess einschließen, was aufgrund der Wärmeausdehnung zu Blasenbildung und Abblättern der galvanisierten Schicht führt.
Die Vakuumimprägnierung kann bei Bauteilen in Betracht gezogen werden, die zwar eine gute Gesamtmaßgenauigkeit aufweisen, jedoch aufgrund von Porosität fehlerhaft sind. Teile können nach der Vakuumimprägnierung die Dichtheitsanforderungen erfüllen, und das zu geringeren Kosten als bei einer Neufertigung. In der Automobilindustrie gilt dies als Standard-Nachbearbeitung für Druckgussteile und nicht als Abhilfemaßnahme, die erst nach Feststellung des Problems ergriffen wird.
6. Hier sind 5 empfohlene Fabriken, die hochwertige Metallgussteile herstellen
CFS Foundry (China) | Es handelt sich um eine Präzisionsgießerei, die auf Silikatsol- und Wasserglas-Feinguss spezialisiert ist. Sie liefert einen umfassenden Härteprüfbericht sowie einen Röntgenprüfbericht, anhand derer sich die Porosität jeder Charge zurückverfolgen lässt. Dies eignet sich für Käufer, die eine mittlere bis hohe Präzision mit zertifizierter Porositätskontrolle benötigen. |
Dawang Metals (China) | Das Unternehmen verfügt über drei Werksstandorte mit einer Gesamtfläche von 120.000 Quadratmetern und eignet sich daher besonders für Abnehmer, die eine großvolumige und stabile Belieferung benötigen. Die Produkte werden in europäische, nordamerikanische und asiatische Märkte exportiert, wobei das Unternehmen über umfangreiche Erfahrung bei der Einhaltung internationaler Qualitätsstandards verfügt. |
Gussqualität Industrie (China) | Das Unternehmen bietet Feinguss, Sandguss und Druckguss an und ist damit eines der wenigen Werke, das vielfältige Anforderungen erfüllen kann. Je nach den jeweiligen Anforderungen an die Porositätstoleranz kann das am besten geeignete Fertigungsverfahren ausgewählt werden. |
Sunrise Metal (China) | Das Unternehmen ist auf Aluminiumdruckguss spezialisiert und verfügt über eine komplette Vakuumimprägnierungsanlage, die sich für Automobil- und Elektronikteile mit Dichtungsanforderungen eignet. Die Porosität kann im Rahmen eines professionellen statistischen Prozesskontrollsystems (SPC) überwacht werden, das Berichte zur Porosität der einzelnen Chargen liefert. |
MetalTek International (USA) | Der Schwerpunkt liegt auf dem Schleuderguss von hochlegierten und hitzebeständigen Metallen, dem Feinguss sowie dem Sandguss. Das Unternehmen verfügt über die AS9100-Zertifizierung und eine ITAR-Registrierung, was es für Abnehmer aus der Verteidigungs-, Luft- und Raumfahrt- sowie der Medizinbranche geeignet macht, die strenge gesetzliche Anforderungen an die Porosität stellen. |