Indice dei contenuti
Uno dei difetti più comuni nel settore della fusione è la porosità, che si manifesta con la presenza di bolle d'aria nel pezzo fuso al momento del taglio o di piccole cavità sulla superficie. Oltre a comprometterne l'aspetto, una porosità grave può causare la rottura improvvisa di un pezzo apparentemente integro durante l'uso.
Si tratta di un problema di fabbricazione o di progettazione? È ancora utilizzabile? Come si può evitare? A queste domande, poste dagli acquirenti e dai tecnici del controllo qualità, verrà data risposta nei paragrafi seguenti.
1. La porosità è un fenomeno comune nella fusione dei metalli?

Come già accennato, la porosità è il difetto più comune nel settore della fusione. Quasi tutti i processi di fusione non riescono a prevenirla completamente; è possibile mantenerla entro limiti accettabili solo attraverso una corretta progettazione e gestione del processo.
Tutti gli esperti di fusione concordano sul fatto che nemmeno la fusione a pressione più precisa è in grado di produrre pezzi completamente privi di porosità. Il problema della porosità nella fusione in sabbia è più frequente poiché lo stampo in sabbia contiene umidità e leganti organici, che generano gas quando entrano in contatto con i metalli ad alte temperature.
Il settore ha definito un quadro normativo standardizzato relativo alla classificazione, all'individuazione e ai metodi di correzione della porosità. Una volta comprese le nozioni di base sulla porosità, è possibile descrivere con precisione i problemi e valutare la fondatezza delle spiegazioni fornite dal produttore.
2. Perché si formano bolle d'aria durante la fusione dei metalli?

La porosità nei getti può essere suddivisa in due tipi: porosità da gas e porosità da ritiro.
Le cause dei due casi sono completamente diverse. Non solo l'aspetto è diverso, ma anche le soluzioni sono completamente diverse.
La causa della porosità gassosa: | Il metallo fuso è simile a una bevanda gassata sotto pressione, in cui il gas presenta un'elevata solubilità nel liquido ad alta temperatura. La solubilità del gas diminuisce drasticamente dopo il raffreddamento e la solidificazione, e il gas che non riesce a fuoriuscire forma delle bolle d'aria all'interno del metallo. Il gas più comune è l'idrogeno. Il fenomeno è più grave nella fusione delle leghe di alluminio, poiché la solubilità dell'idrogeno gassoso nell'alluminio allo stato liquido è decine di volte superiore a quella allo stato solido. Il gas proviene da diverse fonti: ● L'umidità e il grasso presenti nelle materie prime si decompongono ad alte temperature generando gas. ● L'umidità presente nello stampo di sabbia evapora a contatto con il metallo fuso. ● Le turbolenze nel metallo fuso provocano l'intrappolamento di aria nella cavità dello stampo durante il processo di colata. ● Gas intrappolato a causa di una ventilazione insufficiente nella cavità dello stampo. |
La causa della porosità da ritiro: | I metalli si restringono quando si solidificano dallo stato liquido. La lega di alluminio si restringe di circa il 6,1%, mentre il tasso di restringimento dell'acciaio è del 3-4,1%. Se il sistema di alimentazione (come il design del canale di colata) è insufficiente, l'ultima parte a solidificarsi durante la solidificazione del metallo, che di solito è dove la parete è più spessa o dove il raffreddamento avviene per ultima, creerà un foro a causa della carenza di materiale. La forma del ritiro è solitamente irregolare, dendritica o a forma di rientranza irregolare. Si tratta di una differenza nell'aspetto rispetto alla porosità da gas. |
Esiste un'altra circostanza particolare denominata porosità reattiva. Il metallo fuso reagisce con i materiali dello stampo, i rivestimenti o l'ossigeno e l'azoto presenti nell'atmosfera, generando gas in eccesso. Ad esempio, l'acciaio fuso reagisce con la materia organica presente nello stampo in sabbia generando CO e CO₂.
3. Come possiamo individuare la causa sulla base delle caratteristiche degli stomi?

Un tecnico di fusione esperto è in grado di individuare la causa in base alle caratteristiche degli stomi e di intervenire di conseguenza.
Stomi lisci e circolari: porosità ai gas |
La parete interna delle porosità gassose è solitamente liscia e di forma quasi circolare o ovale, simile alle bolle nell'acqua. Ciò è dovuto al fatto che il gas forma bolle sferiche nel metallo liquido. Se gli stomi circolari sono concentrati sulla superficie del getto o in prossimità di essa, la causa può essere l'umidità dello stampo in sabbia o lo sfiato dello stampo, mentre se gli stomi sono distribuiti su tutta la sezione, la causa è solitamente un contenuto eccessivo di gas nelle materie prime o un trattamento di degassificazione insufficiente. |
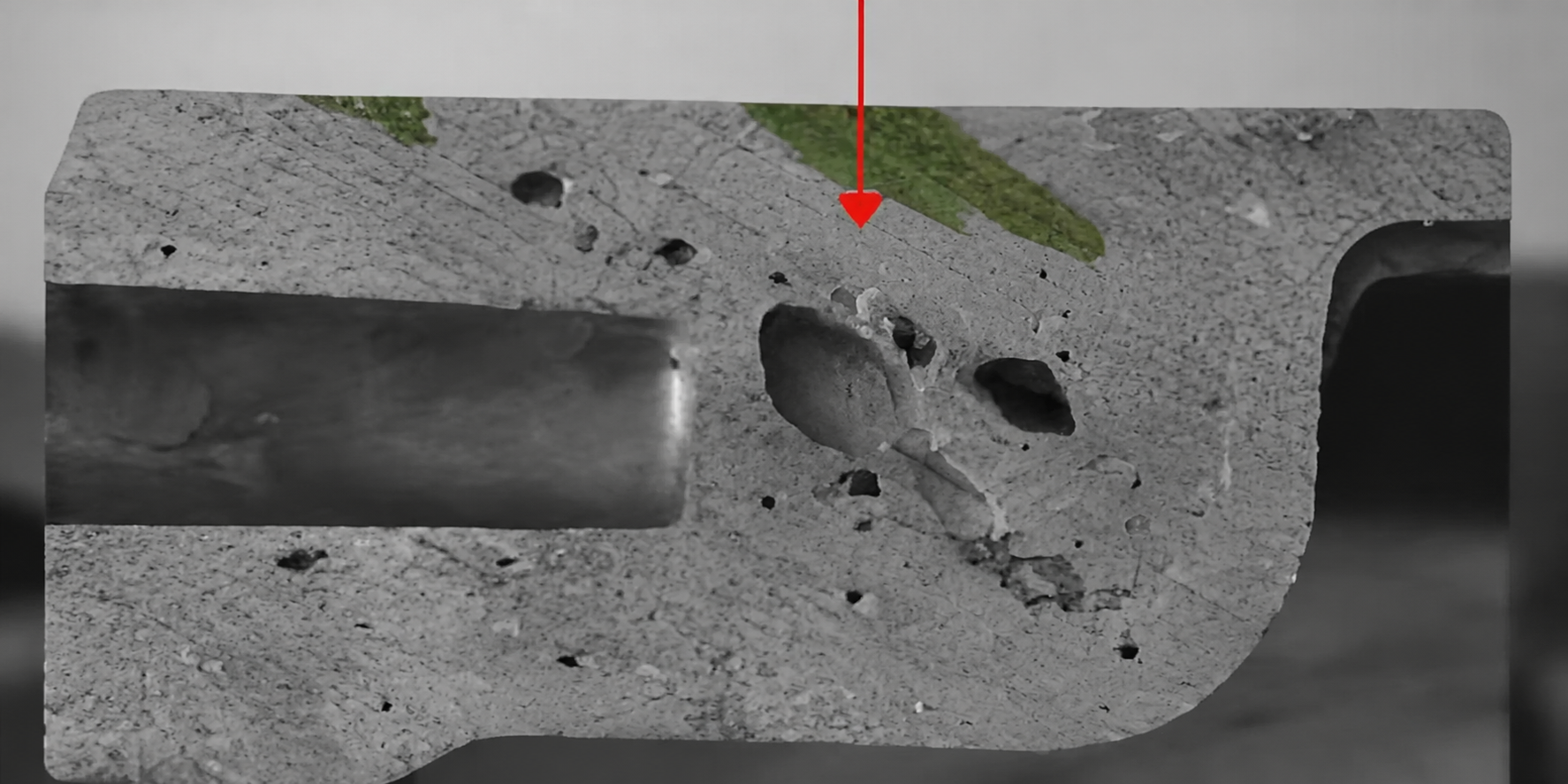
Stomi dentellati irregolari: porosità da ritiro |
La parete interna della porosità da contrazione presenta una superficie ruvida e una forma irregolare, che appare dendritica o frastagliata. Di solito si trova al centro della sezione trasversale del pezzo fuso, oppure nei punti in cui lo spessore della parete varia bruscamente, poiché si tratta dell'ultima zona a solidificarsi. |
Bolle: porosità superficiale |
Un rigonfiamento sulla superficie del getto, che risulta vuoto all'interno dopo la rottura, è causato dall'accumulo di gas in prossimità della superficie. È frequente che ciò sia dovuto a una permeabilità insufficiente della sabbia o alla presenza di umidità nel rivestimento nella fusione in sabbia. |
Fori da spillo: porosità da idrogeno gassoso |
Nella fusione delle leghe di alluminio si osservano spesso stomi minuscoli e molto ravvicinati, fenomeno dovuto all'elevato contenuto di idrogeno nell'alluminio fuso. Ciò indica un degassamento insufficiente o la presenza di umidità nelle materie prime. |
Sfiati: gas di reazione nello stampo in sabbia |
Si tratta di un foro molto più grande di quelli causati dagli spilli, che solitamente si trova nella parte superiore del pezzo fuso a causa della risalita delle bolle. È causato da un eccessivo contenuto di umidità o da una permeabilità insufficiente degli stampi in sabbia nella fusione in sabbia. Se sulla parete interna del foro di soffiaggio è presente una macchia ossidata, potrebbe trattarsi del risultato di una reazione tra il metallo fuso e lo stampo in sabbia. |
4. Quali misure preliminari possono prevenire la porosità durante la colata?
La prevenzione della porosità è uno degli aspetti fondamentali nella gestione del processo di fusione. Di seguito sono elencate le misure preventive, ordinate in base alle fasi di produzione.
Fase di preparazione delle materie prime: |
La prima misura di prevenzione riguarda il contenuto di umidità e la pulizia delle materie prime. Tutti i materiali metallici devono essere preriscaldati e asciugati prima di entrare nel forno, al fine di rimuovere l'umidità e il grasso superficiali. È facile introdurre impurità nei getti di rottami rifusi, pertanto la loro percentuale non dovrebbe superare il 30-40% del totale in ingresso. I lingotti di alluminio utilizzati come materia prima per le leghe di alluminio devono essere conservati in un ambiente asciutto per evitare l'assorbimento di umidità. |
Fusione e degassificazione: |
La temperatura di fusione deve essere controllata con precisione, poiché un eccesso di temperatura aumenta la solubilità dei gas, mentre una temperatura troppo bassa compromette la fluidità e il riempimento. La degassificazione deve essere eseguita nella fusione di leghe di alluminio. Uno dei metodi più comuni consiste nel consentire alle bolle di gas inerte di salire nel metallo liquido e fuoriuscire insieme all'idrogeno disciolto introducendo azoto o argon. L'unità di degassificazione rotativa verrà utilizzata per verificare il contenuto di gas e garantire la conformità allo standard dopo la degassificazione. |
Stampo in sabbia e preparazione dello stampo: |
Il contenuto di umidità dello stampo in sabbia deve essere rigorosamente controllato e mantenuto entro il 2-41% in peso. Gli stampi in sabbia devono essere asciugati accuratamente prima della colata, specialmente in condizioni di clima umido o dopo un lavoro prolungato. La progettazione del sistema di sfiato nello stampo è importante, poiché il gas rimarrà intrappolato all'interno del metallo se non vi è una via di fuga. Anche il contenuto di umidità del rivestimento dello stampo (agente distaccante) deve essere controllato e occorre assicurarsi che sia asciutto prima dell'uso. |
Progettazione del sistema di gating: |
La velocità di colata influisce direttamente sulla porosità e sul metodo stesso. Se la velocità di colata è troppo elevata, si verificherà una turbolenza del metallo fuso, mentre se è troppo bassa si potrebbe verificare una solidificazione prematura. Un sistema di colata ideale dovrebbe essere progettato in modo da garantire un flusso laminare, che riempia lo stampo in modo costante dal basso verso l'alto e lasci il tempo ai gas di fuoriuscire. |
Progettazione del sistema di alimentazione: |
Una corretta progettazione dei canali di colata e dei blocchi di raffreddamento è fondamentale per prevenire la porosità. Il canale di colata è lo spazio aggiuntivo destinato all'accumulo di metallo, che fornisce metallo supplementare durante il ritiro da solidificazione del pezzo fuso. Il blocco di raffreddamento è un blocco di metallo in grado di accelerare il raffreddamento in un punto specifico, il che porta a una solidificazione direzionale in modo che il ritiro sia localizzato nel canale di colata anziché nel componente fuso. |
Post-elaborazione: |
L'impregnazione sotto vuoto è il metodo di trattamento standard per i pezzi fusi che richiedono specifiche caratteristiche di tenuta. Il pezzo viene immerso in una resina speciale, che riempie tutte le minuscole porosità, in condizioni di vuoto. Dopo l'indurimento, le porosità risultano sigillate e i pezzi possono sopportare la normale pressione di esercizio. È ampiamente utilizzato in applicazioni che richiedono tenuta, come le parti dei motori automobilistici e i componenti idraulici. |
5. È possibile utilizzare una fusione metallica che presenta porosità?

Non tutte le porosità comportano necessariamente lo scarto del pezzo; la possibilità di utilizzare un getto metallico che presenta porosità dipende dall'applicazione e dalla gravità della porosità stessa.
● Utilizzabilità: se le minuscole porosità presenti sulla superficie dei componenti esterni non compromettono la resistenza e la funzionalità, il prodotto può essere utilizzato dopo averlo levigato e stuccato. La tolleranza relativa alla porosità per i componenti non portanti e non strutturali (come gli alloggiamenti) è superiore a quella prevista per i componenti funzionali. Esiste una tabella standardizzata di classificazione della porosità, come la norma ASTM E505, che consente ad acquirenti e venditori di concordare in anticipo un livello di porosità accettabile per evitare controversie.
● Condizioni che comportano lo scarto: la porosità nei componenti a tenuta di pressione (come corpi pompa, corpi valvola e cilindri idraulici) crea un canale di perdita che può causare il guasto totale se le porosità sono interconnesse e il fluido o il gas fuoriescono dal canale. Nelle parti strutturali, come i componenti aerospaziali e i componenti di sicurezza automobilistici, la porosità diventa il punto di stress e si rompe preferenzialmente sotto sforzo. La porosità può anche intrappolare sostanze chimiche nel processo di galvanizzazione, il che porta alla formazione di bolle e al distacco dello strato galvanizzato a causa dell'espansione termica.
L'impregnazione sotto vuoto può essere presa in considerazione per i componenti che presentano una buona precisione dimensionale complessiva ma sono difettosi a causa della porosità. I componenti possono soddisfare i requisiti di tenuta dopo l'impregnazione sottovuoto a un costo inferiore rispetto alla loro riproduzione ex novo. È considerata una post-lavorazione standard per i pezzi pressofusi nell'industria automobilistica, piuttosto che una misura correttiva adottata dopo l'individuazione del problema.
6. Ecco 5 aziende consigliate che producono getti metallici di alta qualità
CFS Foundry (Cina) | Si tratta di una fonderia specializzata nella fusione a cera persa con sol di silice e vetro solubile. Fornisce un rapporto completo sui test di durezza e un rapporto di ispezione a raggi X che consentono di tracciare la porosità di ogni lotto, il che la rende adatta agli acquirenti che richiedono una precisione medio-alta con un controllo certificato della porosità. |
Dawang Metals (Cina) | Si tratta di tre stabilimenti che coprono una superficie complessiva di 120.000 metri quadrati, ideali per gli acquirenti che necessitano di forniture stabili e in grandi volumi. L'azienda esporta i propri prodotti nei mercati europei, nordamericani e asiatici e vanta una vasta esperienza nel rispetto degli standard internazionali di qualità. |
Qualità dei fusioni Settore industriale (Cina) | L'azienda offre servizi di microfusione, fusione in sabbia e pressofusione ed è una delle poche fabbriche in grado di soddisfare esigenze diversificate. È possibile scegliere il metodo di produzione più adatto in base ai diversi requisiti di tolleranza della porosità. |
Sunrise Metal (Cina) | È specializzata nella pressofusione dell'alluminio e dispone di un impianto completo per l'impregnazione sotto vuoto, ideale per componenti automobilistici ed elettronici che richiedono proprietà di tenuta. La porosità può essere controllata tramite un sistema professionale di controllo statistico di processo (SPC), in grado di fornire rapporti sui dati relativi alla porosità dei lotti. |
MetalTek International (Stati Uniti) | Si specializza nella fusione centrifuga di leghe ad alto tenore e metalli resistenti al calore, nella fusione a cera persa e nella fusione in sabbia. È in possesso della certificazione AS9100 e della registrazione ITAR, il che la rende idonea per gli acquirenti dei settori della difesa, aerospaziale e medico, caratterizzati da rigorosi requisiti normativi in materia di porosità. |