Table des matières
Un moule a une incidence sur la qualité, le coût et le taux de rendement des pièces moulées produites. Il est important pour les acheteurs novices en matière de projets de moulage de métaux de bien comprendre les méthodes de fabrication, la durée de vie et les critères d'acceptation des moules.
Nous expliquerons la méthode de fabrication des moules ainsi que leur durée de vie. Par ailleurs, les ingénieurs en approvisionnement ou les acheteurs peuvent se poser des questions sur la manière de contrôler la qualité des produits et sur les opérations de maintenance. Ces questions seront également abordées ci-après.
1. Processus de fabrication des moules de fonderie métallique
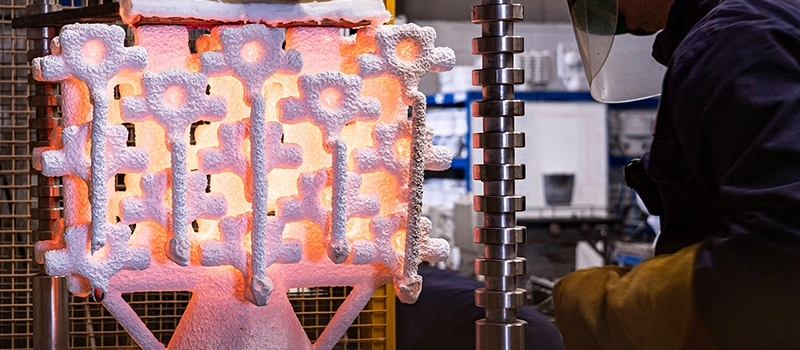
Les moules de fonderie, en particulier les moules de moulage sous pression, sont des outils en acier de haute précision. Ils permettent au métal en fusion de s'y injecter sous haute pression, puis de prendre la forme prévue après refroidissement et solidification. Le processus de fabrication des moules peut être divisé en plusieurs étapes.
Conception de moules et modélisation assistée par ordinateur (CAO) |
La cavité du moule, le système d'alimentation, l'emplacement des broches d'éjection et les canaux de refroidissement sont conçus à partir des plans en 3D. Il est important de tenir compte du retrait du métal et de l'angle de démoulage à ce stade, car toute erreur à ce niveau aura une incidence directe sur le taux de rendement de la production. |
↓
Choix de l'acier et usinage grossier |
Le matériau constitutif du moule doit être capable de résister à des cycles thermiques extrêmes et à des contraintes mécaniques importantes. L'acier à outils H13 est une référence dans l'industrie, car il offre un bon équilibre entre ténacité et dureté à haute température. L'acier à outils D2 est privilégié pour les applications nécessitant une résistance élevée à l'usure, tandis que l'acier à outils S7 est le choix approprié lorsque les pièces doivent présenter une forte résistance aux chocs. L'enlèvement de l'excédent de matière en acier s'effectuera par un usinage de dégrossissage, et la matière restante sera utilisée pour les opérations de finition ultérieures. |
↓
Traitement thermique |
Un traitement de trempe et de revenu sera effectué sur l'acier à matrice usiné grossièrement afin d'obtenir un équilibre optimal entre dureté et ténacité. Ce processus influe sur la durée de vie finale du moule, car un traitement thermique inapproprié peut entraîner une fissuration ou une déformation prématurée de celui-ci. |
↓
Usinage (fraisage CNC et électroérosion) |
Le moule traité thermiquement fera ensuite l'objet d'un fraisage CNC de précision afin d'obtenir la forme et les dimensions définitives de la cavité. L'électroérosion (EDM) sera utilisée pour les structures internes complexes, car elle permet d'usiner des formes fines que les outils de coupe traditionnels ne peuvent pas atteindre. |
↓
Traitement de surface et polissage |
Pour obtenir la rugosité de surface prévue, la surface de la cavité doit être polie, ce qui peut avoir une incidence sur la finesse de finition des pièces moulées. Certaines applications soumises à une forte usure peuvent également nécessiter un traitement de nitruration ou un revêtement par dépôt physique en phase vapeur (PVD) afin de prolonger la durée de vie du moule. |
↓
Moulage d'essai et mise au point |
Une production d'essai, comprenant l'inspection du premier article (FAI), sera réalisée une fois le moule assemblé. Le premier lot d'échantillons issus du moule d'essai sera mesuré et inspecté afin de détecter d'éventuelles marques d'affaissement ou des soudures à froid. Des ajustements de la température du moule, de la pression d’injection ou du système d’évacuation des gaz seront nécessaires si des problèmes sont constatés. La production en série ne sera lancée que si l“” échantillon de référence », répondant à toutes les spécifications, est obtenu. |
2. Quelle est la durée de vie des moules de fonderie ?
Il n'existe pas de réponse standard concernant la durée de vie des moules, car celle-ci dépend de nombreux facteurs. Dans le secteur, on considère généralement que les cycles de production, c'est-à-dire le nombre de pièces moulées produites, constituent un indicateur de la durée de vie des moules.
Influence de la nuance d'acier de moulage |
La durée de vie d'un moule de moulage sous pression d'aluminium fabriqué en acier H13 peut atteindre 100 000 à 500 000 cycles de production. Elle peut même être prolongée en utilisant une nuance d'acier plus résistante à l'usure et en appliquant des traitements de surface. |
Influence du type de métal utilisé pour la coulée |
Le degré d'usure du moule varie en fonction de l'alliage de fonderie utilisé. Par exemple, l'usure du moule est répartie de manière homogène lors de l'utilisation d'alliages d'aluminium à forte teneur en silicium (tels que l'A380) en raison de leur grande fluidité. Si des métaux présentant des points de fusion plus élevés (tels que le laiton ou certains alliages de zinc) sont utilisés pour la coulée, le moule subira davantage de chocs thermiques et sa durée de vie s'en trouvera réduite. |
Incidence de la complexité des pièces et des exigences de précision |
Pour les pièces de précision telles que la charnière d'un casque Bluetooth, la durée de vie du moule dépend de toute dégradation de la surface ou de la précision à l'échelle du micron qui ne permettrait plus de répondre aux exigences d'ajustement de précision. Ce sont là les raisons courantes du remplacement d'un moule, plutôt qu'une défaillance structurelle. |
Considérations structurelles |
Pour les pièces structurelles à haute résistance destinées à la production en série, telles que les composants matériels informatiques, la gestion de la durée de vie doit avant tout viser la constance de la qualité. Elle doit avoir pour objectif d'éviter les temps d'arrêt imprévus, et non de maximiser le nombre d'utilisations. |
En conclusion, la durée de vie d'un moule peut prendre fin en raison de dommages physiques, tels que des fissures, ou d'une dégradation de la qualité, comme le non-respect des exigences de précision. Le volume de production prévu doit être communiqué au fournisseur afin que celui-ci puisse choisir la nuance d'acier et le traitement de surface appropriés.
3. Comment contrôler la qualité des moules de fonderie ?
Le taux de rendement et la régularité de la production en série dépendent principalement de la conformité qualitative du moule ; il convient donc d'accorder une attention particulière à cette étape cruciale.
Inspection du premier article (FAI) : |
Un essai de moulage (FAI) du nouveau moule doit être réalisé avant la production en série. Les pièces d'essai feront l'objet d'un ébarbage et de mesures dimensionnelles détaillées, qui seront ensuite comparées aux plans CAO. En cas de problème, tel que des marques d'affaissement ou des retassures, il convient de procéder à des ajustements de la température du moule, de la pression d'injection ou du système d'évent afin d'obtenir un “ échantillon de référence ” conforme aux critères d'inspection. |
Contrôle par machine à mesurer tridimensionnelle (CMM) : |
Le contrôle par machine à mesurer tridimensionnelle (CMM) est considéré comme la norme la plus stricte en matière d'acceptation de la précision dimensionnelle dans l'industrie, et répond aux exigences d'audit des normes ISO 9001 ou IATF 16949. Elle recueille des données sur la surface de la pièce à l’aide d’un palpeur ; ces données sont ensuite comparées au modèle CAO, ce qui permet d’enregistrer les écarts et de générer un rapport d’inspection. Un système de MMT professionnel est équipé d’une salle de mesure à température contrôlée (maintenue à 20 ± 1 °C) afin de garantir la précision des mesures ; son coût varie entre $50 000 et plus de $300 000. |
Analyse de la composition des matériaux : |
Un spectromètre est utilisé pour analyser la teneur en éléments du métal en fusion (par exemple, le silicium, le cuivre, le magnésium, le fer, le manganèse et le zinc) avant la coulée. Le métal en fusion doit être affiné si les résultats se situent en dehors de la plage de tolérance (par exemple, une teneur élevée en fer ou en cuivre) ; dans le cas contraire, une composition inappropriée du matériau pourrait entraîner une porosité ou une fragilité. |
Contrôles non destructifs (CND) : |
Il peut exister des défauts cachés qui ne peuvent être détectés par un contrôle visuel ou dimensionnel. Le contrôle radiographique permet de pénétrer dans la partie la plus épaisse de la pièce afin de détecter d'éventuelles cavités de retrait ou des poches d'air. Le contrôle par particules magnétiques permet de détecter de minuscules défauts dans les matériaux ferromagnétiques, tandis que le contrôle par ressuage permet de détecter des défauts dans les ouvertures de surface, sans se limiter au type de matériaux ferromagnétiques. |
Essais de performances mécaniques : |
Afin de s'assurer que les propriétés mécaniques des pièces répondent aux exigences de l'application, plusieurs essais, notamment des essais de traction et de dureté, seront réalisés pour évaluer la résistance, la ductilité et la résistance à l'indentation des matériaux. |
4. Comment entretenir correctement les moules de fonderie métalliques ?

Compte tenu des coûts d'investissement élevés et des délais de production importants liés à la fabrication des moules, il est essentiel d'assurer un entretien adéquat afin de prolonger leur durée de vie et de réduire le gaspillage causé par des défaillances prématurées.
Nettoyage régulier |
Les copeaux métalliques et les oxydes qui restent à la surface du moule doivent être éliminés après chaque cycle de production à l'aide de nettoyeurs haute pression, de solvants de nettoyage ou de brosses à poils souples. Il est recommandé de respecter un calendrier de nettoyage fixe : un nettoyage rapide après chaque cycle de production, un nettoyage en profondeur chaque semaine et un élimination minutieuse des taches chaque mois. |
Entretien des surfaces |
Il est recommandé de recourir régulièrement au sablage non destructif pour éliminer les oxydes présents à la surface de la cavité, ce qui permet de préserver l'intégrité de cette dernière. Cette opération peut également faciliter la préparation en vue d'un éventuel nouveau revêtement et prolonger la durée de vie entre deux révisions majeures. |
Lubrification et remplacement des pièces d'usure |
Il convient de lubrifier régulièrement le coulisseau du moule, tandis que les pièces sujettes à l'usure, telles que les broches d'éjection, doivent faire l'objet d'inspections et de remplacements réguliers. En effet, les broches d'éjection doivent faire l'objet d'une inspection approfondie tous les 5 000 cycles de production, et leur remplacement doit être envisagé en fonction de leur état d'usure. |
Mise en place d'un système complet de suivi de la maintenance |
Il convient de mettre en place des registres d'exploitation des moules, des listes de pièces d'usure, des registres de traitement thermique et des nomenclatures de pièces standard afin de gérer, via un système informatisé, des informations telles que la durée de vie des moules. Ce système peut faciliter l'organisation de la maintenance quotidienne et servir de référence pour l'analyse des défaillances des moules et l'évaluation de la qualité. |
Analyse des modes de défaillance |
Parmi les causes courantes de défaillance des moules, on peut citer l'érosion, la fissuration des angles, la fissuration par fatigue thermique et l'usure. Afin de recenser systématiquement les causes de chaque défaillance, il convient de créer une base de données d'analyse des modes de défaillance, ce qui permettra également d'améliorer la conception des moules afin de prolonger leur durée de vie. |
5. Perspectives de développement de la technologie de fabrication de moules pour la fonderie
La technologie de fabrication des moules de fonderie connaît une transformation numérique et intelligente, marquée par plusieurs tendances dignes d'intérêt.
L'adoption de logiciels de simulation |
Le recours à l'ingénierie assistée par ordinateur (IAO) permet de prévoir l'écoulement du métal, le retrait dû au refroidissement et l'emplacement des défauts potentiels avant la fabrication du moule. Il permet d'optimiser la conception dans un environnement virtuel avant la production effective, ce qui peut réduire le nombre et le coût des essais par tâtonnements. |
Technologie de pointe en matière de traitement de surface |
La technologie du dépôt physique en phase vapeur (PVD) et de la nitruration est couramment utilisée pour les moules à haute résistance à l'usure, ce qui permet de prolonger leur durée de vie, en particulier dans les applications à fort volume de production et à forte usure. |
Pièces de moules imprimées en 3D |
L'impression 3D métallique fait évoluer les limites de la conception des moules, notamment dans la fabrication de moules dotés de canaux de refroidissement complexes. L'efficacité du refroidissement peut être améliorée grâce à des canaux de refroidissement conformes qui épousent la forme réelle de la pièce, ce qui permet de raccourcir le cycle de production et d'éviter la déformation de la pièce. |
Système de surveillance intelligent |
Les paramètres de fabrication du moule, tels que la pression, la température et le nombre de cycles, peuvent être surveillés à l'aide d'un capteur relié au système de gestion de la qualité (SGQ), ce qui permet un suivi en temps réel du processus de production. Le risque d'arrêt imprévu peut ainsi être réduit, car des alertes précoces peuvent être émises avant même que des problèmes ne surviennent. |
Considérations relatives au développement durable |
En raison des réglementations environnementales, le secteur de la fabrication de moules recherche des alternatives plus respectueuses de l'environnement en matière de lubrifiants et d'agents de démoulage. La consommation de ressources peut également être réduite en prolongeant la durée de vie des moules. |
La compréhension des tendances technologiques susmentionnées peut faciliter le choix d'un fournisseur de pièces moulées, car elles permettent de déterminer si ce dernier dispose des capacités techniques nécessaires pour s'adapter aux évolutions du secteur.