Índice
Un molde influye en la calidad, el coste y el rendimiento de las piezas fundidas producidas. Comprender los métodos de fabricación, la vida útil y los criterios de aceptación de los moldes es importante para los compradores que se inician en proyectos de fundición de metales.
A continuación se explicará el método para fabricar moldes y cuál es su vida útil. Además, es posible que los ingenieros de compras o los compradores tengan dudas sobre cómo comprobar la calidad del producto y sobre las tareas de mantenimiento. Estas cuestiones también se abordarán a continuación.
1. Proceso de fabricación de moldes para fundición de metales
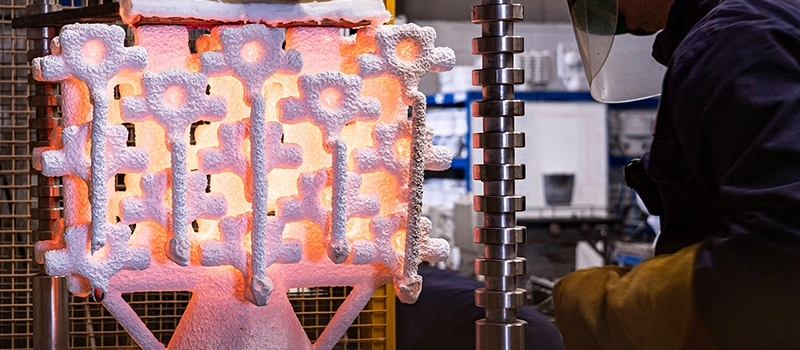
Los moldes para fundición de metales, especialmente los de fundición a presión, son herramientas de acero de alta precisión. Permiten que el metal fundido se introduzca a alta presión y, tras el enfriamiento y la solidificación, adopte la forma prevista. El proceso de fabricación de los moldes se puede dividir en varias fases.
Diseño de moldes y modelado mediante diseño asistido por ordenador (CAD) |
La cavidad del molde, el sistema de entrada de material, la ubicación de los pasadores de expulsión y los canales de agua de refrigeración se diseñan a partir de los planos en 3D. Es importante tener en cuenta la contracción del metal y el ángulo de desmoldeo en esta fase, ya que cualquier error en este punto afectará directamente al rendimiento de la producción. |
↓
Selección del acero y procesamiento en bruto |
El material del núcleo del molde debe ser capaz de soportar ciclos térmicos extremos y tensiones mecánicas. El acero para herramientas H13 es un estándar del sector, ya que logra un equilibrio entre tenacidad y dureza a altas temperaturas. El acero para herramientas D2 es el preferido para aplicaciones que requieren una alta resistencia al desgaste, mientras que el acero para herramientas S7 es la opción adecuada para piezas que deben soportar fuertes impactos. La eliminación del exceso de material de acero se llevará a cabo mediante un mecanizado en bruto, y el material restante se utilizará para los procesos de acabado posteriores. |
↓
Tratamiento térmico |
Se llevará a cabo un tratamiento de temple y revenido en el acero para matrices mecanizado en bruto con el fin de alcanzar el equilibrio óptimo entre dureza y tenacidad. Este proceso influye en la vida útil final del molde, ya que un tratamiento térmico inadecuado puede provocar grietas prematuras o la deformación del molde. |
↓
Mecanizado (fresado CNC y mecanizado por descarga eléctrica) |
A continuación, el molde tratado térmicamente se someterá a un fresado CNC de precisión para dar forma y dimensiones definitivas a la cavidad. Para las estructuras internas complejas se utilizará el mecanizado por descarga eléctrica (EDM), que permite mecanizar formas muy precisas que las herramientas de corte tradicionales no pueden alcanzar. |
↓
Tratamiento de superficies y pulido |
Para conseguir la rugosidad superficial prevista, es necesario pulir la superficie de la cavidad, lo que puede afectar a la suavidad de las piezas fundidas acabadas. Algunas aplicaciones sometidas a un alto desgaste también pueden requerir un recubrimiento de nitruración o de deposición física de vapor (PVD) para prolongar la vida útil del molde. |
↓
Moldeado de prueba y resolución de problemas |
La producción de moldes de prueba, incluida la inspección del primer artículo (FAI), se llevará a cabo una vez montado el molde. Se medirá e inspeccionará el primer lote de muestras del molde de prueba para detectar posibles marcas de hundimiento o soldaduras en frío. Si se observan problemas, será necesario realizar ajustes en la temperatura del molde, la presión de inyección o el sistema de ventilación. La producción en serie solo se iniciará si se consigue la “muestra de referencia”, que cumpla con todas las especificaciones. |
2. ¿Cuál es la vida útil de los moldes para fundición de metales?
No existe una respuesta estándar en cuanto a la vida útil de los moldes, ya que depende de múltiples factores. En el sector, se suele considerar que los ciclos de producción —es decir, el número de piezas fundidas producidas— son el indicador de la vida útil de los moldes.
Efecto del tipo de acero del molde |
La vida útil de un molde de fundición a presión de aluminio fabricado con acero H13 puede alcanzar entre 100 000 y 500 000 ciclos de producción. Incluso puede prolongarse utilizando un tipo de acero con mayor resistencia al desgaste y aplicando tratamientos superficiales. |
Efecto del tipo de metal de fundición |
El grado de desgaste del molde varía en función de la aleación de fundición utilizada. Por ejemplo, el desgaste del molde se distribuye de manera uniforme cuando se utilizan aleaciones de aluminio con un alto contenido en silicio (como la A380), debido a su elevada fluidez. Si se utilizan para la fundición metales con puntos de fusión más elevados (como el latón o ciertas aleaciones de zinc), el molde sufrirá un mayor choque térmico y su vida útil se verá reducida. |
Efecto de la complejidad de las piezas y los requisitos de precisión |
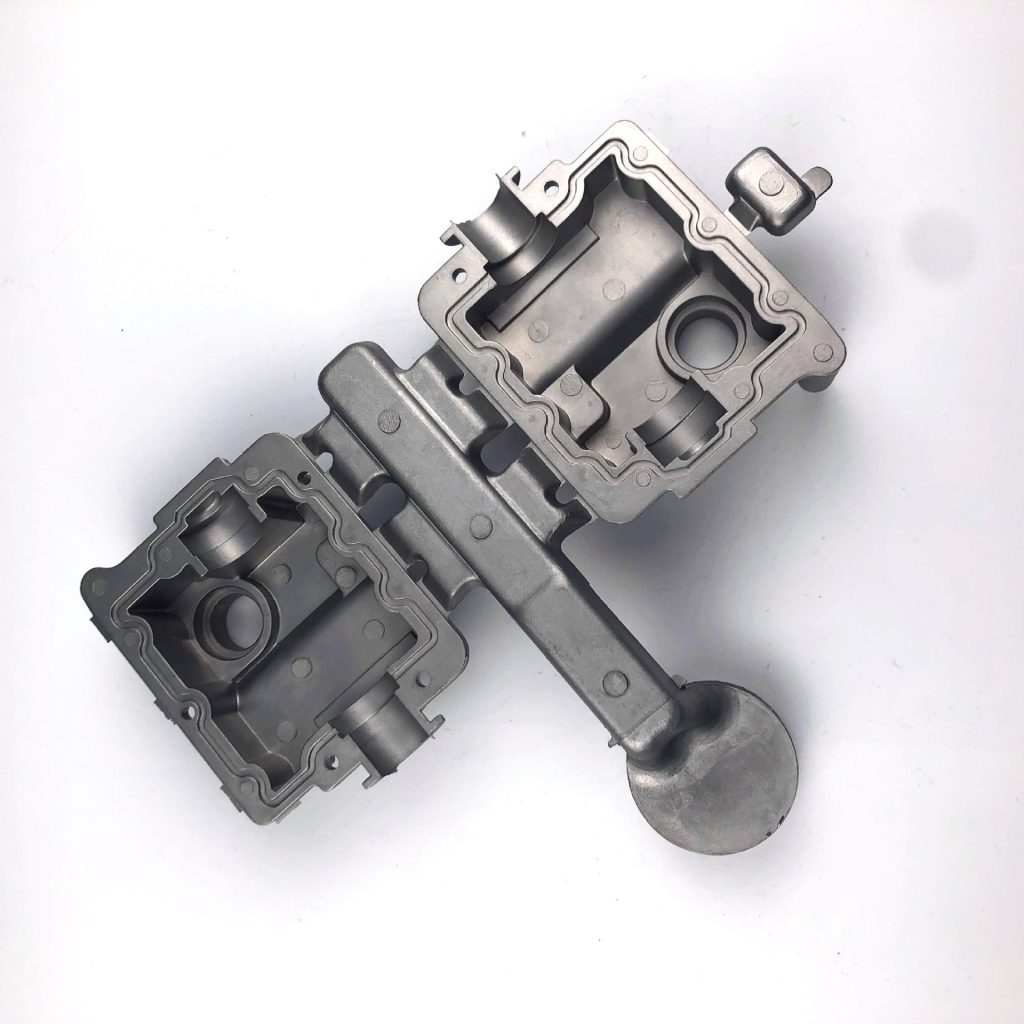
En el caso de piezas de precisión, como la estructura de la bisagra de unos auriculares Bluetooth, la vida útil del molde depende de cualquier deterioro de la superficie o de la precisión a nivel micrométrico que impida cumplir los requisitos de ajuste preciso. Estas son las causas habituales de la sustitución del molde, más que los fallos estructurales. |
Consideraciones estructurales |
En el caso de las piezas estructurales de alta resistencia que requieren una producción en serie, como los componentes de hardware informático, el objetivo principal de la gestión de la vida útil es la consistencia de la calidad. Debe centrarse en evitar paradas inesperadas, pero no en el número máximo de usos. |
En conclusión, la vida útil de un molde puede verse interrumpida por daños físicos, como grietas, o por una degradación de la calidad, como el incumplimiento de los requisitos de precisión. Se debe informar al proveedor del volumen de producción previsto, de modo que se pueda elegir el tipo de acero y el tratamiento superficial adecuados.
3. ¿Cómo se comprueba la calidad de los moldes para fundición de metales?
El rendimiento y la uniformidad de la producción en serie dependen en gran medida de la aceptación de la calidad del molde, por lo que se debe prestar especial atención a esta fase crítica.
Inspección del primer artículo (FAI): |
Antes de la producción en serie, se debe realizar una prueba de inyección (FAI) del nuevo molde. Se llevarán a cabo el recorte y las mediciones dimensionales detalladas de las piezas de prueba, que posteriormente se compararán con los planos CAD. En caso de que surja algún problema, como marcas de hundimiento o cerraduras en frío, se deberán realizar ajustes en la temperatura del molde, la presión de inyección o el sistema de ventilación para conseguir una “muestra de referencia” que supere la inspección. |
Inspección mediante máquina de medición por coordenadas (CMM): |
La inspección mediante máquina de coordenadas (CMM) se considera el estándar más exigente en materia de aceptación de la precisión dimensional en el sector y cumple con los requisitos de auditoría de las normas ISO 9001 o IATF 16949. Recopila datos de la superficie de la pieza mediante una sonda; a continuación, los datos se comparan con el modelo CAD, se registran las desviaciones y se genera un informe de inspección. Un sistema CMM profesional está equipado con una sala de medición con temperatura controlada (mantenida a 20 ± 1 °C) para garantizar la precisión de las mediciones, y su coste oscila entre $50 000 y más de $300 000. |
Análisis de la composición de los materiales: |
Se utiliza un espectrómetro para analizar el contenido de elementos en el metal fundido (por ejemplo, silicio, cobre, magnesio, hierro, manganeso y zinc) antes de la colada. El metal fundido debe refinarse si los resultados se salen del rango de tolerancia (por ejemplo, un alto contenido de hierro o cobre); de lo contrario, podría producirse porosidad o fragilidad debido a una composición inadecuada del material. |
Ensayos no destructivos (END): |
Puede haber algunos defectos ocultos que no se puedan detectar mediante una inspección visual y dimensional. El uso de ensayos radiográficos permite penetrar en la sección más gruesa de la pieza para detectar posibles cavidades de contracción o burbujas de aire. Los ensayos con partículas magnéticas permiten detectar pequeños defectos en materiales ferromagnéticos, mientras que los ensayos por penetración son capaces de detectar defectos en aberturas superficiales, sin limitarse al tipo de materiales magnéticos. |
Pruebas de rendimiento mecánico: |
Para garantizar que las propiedades mecánicas de las piezas cumplan los requisitos de la aplicación, se realizarán varios ensayos, entre ellos ensayos de tracción y de dureza, con el fin de evaluar la resistencia, la ductilidad y la resistencia a la indentación de los materiales. |
4. ¿Cómo se deben mantener correctamente los moldes de fundición de metal?

Debido a los elevados costes de capital y a los largos plazos de producción que conlleva la fabricación de moldes, es fundamental realizar un mantenimiento adecuado para prolongar su vida útil y reducir los residuos provocados por fallos prematuros.
Limpieza periódica |
Las virutas metálicas y los óxidos que quedan en la superficie del molde deben limpiarse tras cada ciclo de producción mediante hidrolimpiadoras, disolventes de limpieza o cepillos de cerdas suaves. Se recomienda seguir un programa de limpieza fijo: una limpieza rápida tras cada ciclo de producción, una limpieza a fondo cada semana y una eliminación exhaustiva de las manchas cada mes. |
Mantenimiento de superficies |
Se recomienda utilizar periódicamente el chorro de arena no destructivo para eliminar los óxidos de la superficie de la cavidad, lo que permite mantener la integridad de dicha superficie. Además, esto puede ayudar a preparar la cavidad para un posible recubrimiento posterior y prolongar la vida útil entre revisiones generales. |
Lubricación y sustitución de piezas de desgaste |
Es necesario lubricar periódicamente la corredera del molde, al tiempo que deben realizarse inspecciones y sustituciones periódicas de las piezas propensas al desgaste, como los pasadores de expulsión. De hecho, los pasadores de expulsión deben someterse a una inspección exhaustiva cada 5.000 ciclos de producción, y debe considerarse su sustitución en función de su estado de desgaste. |
Implantación de un sistema completo de registro de mantenimiento |
Se deben elaborar registros de funcionamiento de los moldes, listas de piezas de desgaste, registros de tratamientos térmicos y listas de piezas estándar para gestionar, mediante un sistema informático, información como la vida útil del molde. El sistema puede facilitar la organización del mantenimiento diario y servir de referencia para el análisis de fallos de los moldes y la evaluación de la calidad. |
Análisis de modos de fallo |
Entre las causas más habituales de los fallos en los moldes se encuentran la erosión, las grietas en las esquinas, las grietas por fatiga térmica y el desgaste. Para realizar un seguimiento sistemático de las causas de cada fallo, conviene crear una base de datos de análisis de modos de fallo, lo que también puede contribuir a mejorar el diseño de los moldes y prolongar su vida útil. |
5. Perspectivas de desarrollo de la tecnología de fabricación de moldes para fundición de metales
La tecnología de fabricación de moldes para fundición de metales está experimentando una transformación digital e inteligente, con varias tendencias que merece la pena destacar.
La adopción de software de simulación |
El uso de la ingeniería asistida por ordenador (CAE) permite predecir el flujo del metal, la contracción por enfriamiento y la ubicación de posibles defectos antes de la fabricación del molde. Permite optimizar el diseño en un entorno virtual antes de la producción real, lo que puede reducir el número y el coste de las pruebas de ensayo y error. |
Tecnología avanzada de tratamiento de superficies |
La tecnología de deposición física de vapor (PVD) y la nitruración se aplican con mayor frecuencia en moldes de alta resistencia al desgaste, lo que permite prolongar la vida útil del molde, especialmente en aplicaciones de gran volumen y alto desgaste. |
Piezas de moldes impresas en 3D |
La impresión 3D en metal está transformando las limitaciones del diseño de moldes, especialmente en la fabricación de moldes con canales de refrigeración complejos. La eficiencia de la refrigeración puede mejorarse, ya que los canales de refrigeración conformes se adaptan a la forma real de la pieza, lo que permite acortar el ciclo de producción y evitar la deformación de la pieza. |
Sistema de monitorización inteligente |
Los parámetros de fabricación del molde, como la presión, la temperatura y el número de ciclos, pueden supervisarse mediante un sensor conectado al Sistema de Gestión de la Calidad (SGC), lo que permite realizar un seguimiento en tiempo real del proceso de producción. El riesgo de paradas repentinas puede reducirse, ya que es posible emitir alertas tempranas antes de que se produzcan los problemas. |
Consideraciones sobre la sostenibilidad |
El sector de la fabricación de moldes busca alternativas más respetuosas con el medio ambiente en cuanto a lubricantes y agentes desmoldeantes debido a la normativa medioambiental. El consumo de recursos también puede reducirse al prolongar la vida útil del molde. |
Comprender las tendencias tecnológicas mencionadas anteriormente puede facilitar la selección de un proveedor de piezas de fundición, ya que permiten determinar si dicho proveedor cuenta con las capacidades técnicas necesarias para adaptarse a los cambios del sector.