جدول المحتويات
يؤثر القالب على جودة المسبوكات المنتجة وتكلفتها ومعدل إنتاجها. ويُعد فهم طرق التصنيع والعمر الافتراضي ومعايير القبول الخاصة بالقوالب أمرًا مهمًا للمشترين الجدد في مجال مشاريع صب المعادن.
سيتم شرح طريقة صنع القوالب ومدة صلاحيتها. إلى جانب ذلك، قد يهتم مهندسو المشتريات أو المشترون بكيفية التحقق من جودة المنتج وأعمال الصيانة. وسيتم تناول هذه الأمور أيضًا في ما يلي.
1. عملية تصنيع قوالب صب المعادن
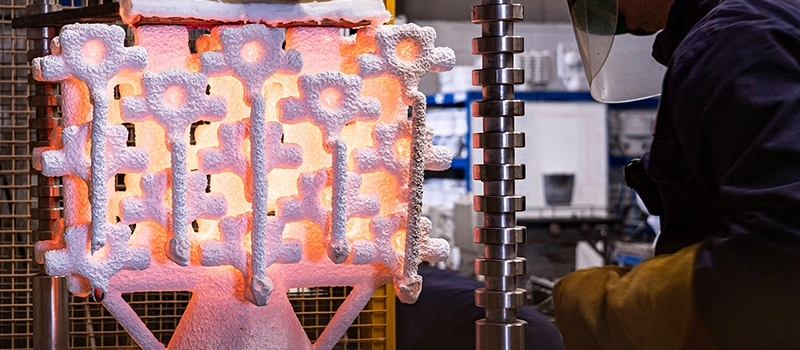
تُعد قوالب صب المعادن، ولا سيما قوالب الصب بالقالب، أدوات فولاذية عالية الدقة. فهي تسمح للمعدن المنصهر بالتدفق تحت ضغط عالٍ، ثم تشكيل الشكل المصمم بعد التبريد والتصلب. ويمكن تقسيم عملية تصنيع القوالب إلى عدة مراحل.
تصميم القوالب والنمذجة باستخدام التصميم بمساعدة الحاسوب (CAD) |
يتم تصميم تجويف القالب ونظام قنوات الصب وموقع دبوس الإخراج وقنوات مياه التبريد استنادًا إلى الرسومات ثلاثية الأبعاد. ومن المهم مراعاة انكماش المعدن وزاوية إخراج المنتج من القالب في هذه المرحلة، حيث إن أي أخطاء في هذا الصدد ستؤثر بشكل مباشر على معدل العائد في الإنتاج. |
↓
اختيار الفولاذ والمعالجة الأولية |
يجب أن تكون المادة الأساسية للقالب قادرة على تحمل الدورات الحرارية القصوى والضغوط الميكانيكية. يُعد فولاذ الأدوات H13 معيارًا صناعيًا لأنه يحقق توازنًا بين المتانة والصلابة عند درجات الحرارة العالية. يُفضل استخدام فولاذ الأدوات D2 في التطبيقات التي تتطلب مقاومة عالية للتآكل، بينما يُعد فولاذ الأدوات S7 الخيار المناسب لمتطلبات مقاومة الصدمات القوية للأجزاء. سيتم إزالة المواد الفائضة من الفولاذ من خلال المعالجة الأولية، وستُستخدم المواد المتبقية في عمليات التشطيب اللاحقة. |
↓
المعالجة الحرارية |
سيتم إجراء معالجة التبريد والتلطيف على فولاذ القوالب الذي خضع للتشغيل الآلي الأولي، وذلك لتحقيق التوازن الأمثل بين الصلابة والمتانة. تؤثر هذه العملية على العمر الافتراضي النهائي للقالب، حيث إن المعالجة الحرارية غير السليمة قد تؤدي إلى تشقق القالب أو تشوهه قبل الأوان. |
↓
التصنيع الآلي (التفريز باستخدام الحاسب الآلي والتصنيع بالتفريغ الكهربائي) |
ثم يخضع القالب المعالج حرارياً لعملية طحن دقيقة باستخدام الحاسب الآلي (CNC) لتشكيل الشكل والأبعاد النهائية للتجويف. وسيتم استخدام التصنيع بالتفريغ الكهربائي (EDM) للهياكل الداخلية المعقدة، حيث يمكن لهذه التقنية تشكيل أشكال دقيقة لا تستطيع أدوات القطع التقليدية الوصول إليها. |
↓
معالجة الأسطح وتلميعها |
لتحقيق درجة خشونة السطح المطلوبة، يجب صقل سطح التجويف، وهو ما قد يؤثر على نعومة قطع الصب النهائية. كما قد تتطلب بعض التطبيقات التي تتعرض لتآكل شديد استخدام طلاء النيتريد أو طلاء الترسيب الفيزيائي للبخار (PVD) لإطالة عمر القالب. |
↓
القولبة التجريبية وتصحيح الأخطاء |
سيتم إجراء عملية الإنتاج التجريبي بالقالب، بما في ذلك فحص العينة الأولى (FAI)، بعد تجميع القالب. وسيتم قياس وفحص الدفعة الأولى من عينات القالب التجريبية للكشف عن أي علامات انغماس أو لحام بارد. وستكون هناك حاجة إلى إجراء تعديلات على درجة حرارة القالب أو ضغط الحقن أو نظام التهوية في حالة ملاحظة أي مشاكل. ولن يبدأ الإنتاج الضخم إلا في حالة الحصول على “العينة الذهبية” التي تستوفي جميع المواصفات. |
2. ما هي العمر التشغيلي لقوالب صب المعادن؟
لا توجد إجابة موحدة بشأن العمر التشغيلي للقوالب، حيث إن ذلك يتأثر بعدة عوامل. ومن المعترف به عمومًا في الصناعة أن دورات الإنتاج — أي عدد القطع المصبوبة — تُستخدم كمقياس للعمر التشغيلي للقوالب.
تأثير نوعية فولاذ القوالب |
يمكن أن تصل مدة الخدمة لقالب صب الألمنيوم بالقالب باستخدام الفولاذ H13 إلى ما بين 100,000 و500,000 دورة إنتاج. بل ويمكن تمديدها باستخدام درجة فولاذية أعلى مقاومة للتآكل مع معالجات سطحية. |
تأثير نوع المعدن المستخدم في الصب |
تختلف درجة تآكل القالب باختلاف سبيكة الصب المستخدمة. على سبيل المثال، يتوزع تآكل القالب بشكل متساوٍ عند استخدام سبائك الألومنيوم ذات المحتوى العالي من السيليكون (مثل A380) بسبب انسيابيتها العالية. أما في حالة استخدام معادن ذات درجات انصهار أعلى (مثل النحاس الأصفر أو بعض سبائك الزنك) في عملية الصب، فسيتعرض القالب لصدمة حرارية أكبر، مما يؤدي إلى تقليل عمره التشغيلي. |
تأثير تعقيد القطعة ومتطلبات الدقة |
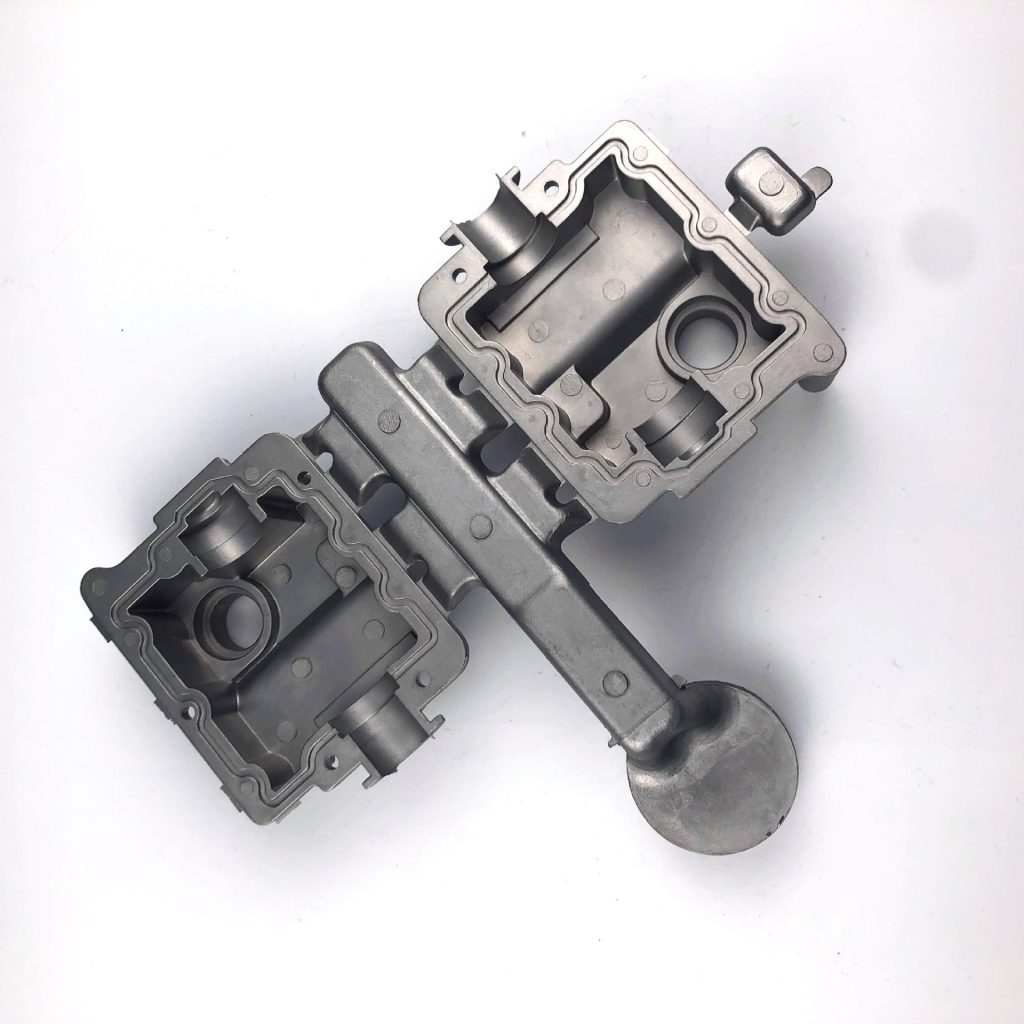
بالنسبة للأجزاء الدقيقة، مثل هيكل المفصلة في سماعة البلوتوث، تعتمد مدة خدمة القالب على أي تدهور في السطح أو في الدقة على مستوى الميكرون، مما يجعل من غير الممكن تلبية متطلبات الملاءمة الدقيقة. وهذه هي الأسباب الشائعة لاستبدال القالب، وليس بسبب حدوث عطل هيكلي. |
الاعتبارات الهيكلية |
بالنسبة للأجزاء الهيكلية عالية القوة التي تتطلب الإنتاج الضخم، مثل مكونات أجهزة الكمبيوتر، فإن التركيز في إدارة العمر التشغيلي ينصب على اتساق الجودة. وينبغي أن تركز هذه الإدارة على تجنب فترات التعطل غير المتوقعة، وليس على تحقيق أقصى عدد من مرات الاستخدام. |
وختامًا، يمكن أن تنتهي العمر التشغيلي للقالب بسبب أضرار مادية مثل التشقق، أو بسبب تدهور الجودة مثل عدم استيفاء متطلبات الدقة. وينبغي إطلاع المورد على حجم الإنتاج المتوقع حتى يتسنى اختيار درجة الفولاذ المناسبة والمعالجة السطحية الملائمة.
3. كيف يمكن فحص جودة قوالب صب المعادن؟
يتأثر معدل الإنتاجية واتساق الإنتاج الضخم بشكل كبير بمعايير قبول جودة القالب، وينبغي إيلاء الاهتمام لهذه المرحلة الحاسمة.
فحص المنتج الأول (FAI): |
يجب إجراء اختبار FAI للقالب الجديد قبل بدء الإنتاج الضخم. وسيتم إجراء عمليات التشذيب والقياسات الأبعاد التفصيلية على القطع التجريبية، ثم مقارنتها برسومات CAD. وفي حالة وجود أي مشكلة، مثل علامات الغرق أو الانغلاق البارد، يجب إجراء تعديلات على درجة حرارة القالب أو ضغط الحقن أو نظام التهوية للحصول على “عينة مثالية” تجتاز الفحص. |
الفحص باستخدام آلة القياس التنسيقية (فحص CMM): |
يُعتبر الفحص باستخدام آلة القياس التنسيقية (CMM) المعيار الأعلى لقبول دقة الأبعاد في الصناعة، كما أنه يفي بمتطلبات تدقيق معايير ISO 9001 أو IATF 16949. يتم جمع البيانات عن سطح القطعة بواسطة مسبار، ثم تُقارن هذه البيانات بنموذج CAD، حيث يتم تسجيل الانحرافات وإعداد تقرير الفحص. نظام CMM احترافي مزود بغرفة قياس يتم التحكم في درجة حرارتها (يتم الحفاظ عليها عند 20 ± 1 درجة مئوية) لضمان دقة القياس، وتتراوح تكلفته بين $50,000 وأكثر من $300,000. |
تحليل تركيب المواد: |
يُستخدم مقياس الطيف لفحص محتويات العناصر في المعدن المنصهر (مثل السيليكون والنحاس والمغنيسيوم والحديد والمنغنيز والزنك) قبل صبه. ويجب تكرير المعدن المنصهر إذا كانت النتائج خارج نطاق التفاوت المسموح به (مثل ارتفاع نسبة الحديد أو النحاس)؛ وإلا فقد ينتج عن ذلك مسامية أو هشاشة بسبب التركيب غير المناسب للمادة. |
الاختبار غير المتلف (NDT): |
قد توجد بعض العيوب الخفية التي يتعذر اكتشافها عن طريق الفحص البصري وفحص الأبعاد. ويمكن للاختبار الإشعاعي أن يخترق أسمك جزء من القطعة للبحث عن أي تجاويف ناتجة عن الانكماش أو ثقوب هوائية. يمكن للاختبار بالجسيمات المغناطيسية الكشف عن العيوب الدقيقة في المواد المغناطيسية الحديدية، بينما يمكن للاختبار بالتغلغل الكشف عن العيوب في الفتحات السطحية، دون أن يقتصر ذلك على نوع المواد المغناطيسية. |
اختبار الأداء الميكانيكي: |
لضمان توافق الخصائص الميكانيكية للأجزاء مع متطلبات الاستخدام، سيتم إجراء عدة اختبارات، بما في ذلك اختبار الشد واختبار الصلابة، لتقييم قوة المواد وليونتها ومقاومتها للانبعاج. |
4. كيف يمكن صيانة قوالب الصب المعدنية بشكل صحيح؟

نظرًا لارتفاع التكاليف الرأسمالية وطول مدة الإنتاج في صناعة القوالب، من الضروري توفير الصيانة المناسبة لإطالة العمر التشغيلي وتقليل الهدر الناجم عن الأعطال المبكرة.
التنظيف المنتظم |
يجب تنظيف بقايا الرقائق المعدنية والأكاسيد المتبقية على سطح القالب بعد كل دورة إنتاج باستخدام آلات الغسيل بالضغط أو المذيبات أو الفرش ذات الشعيرات الناعمة. ويُنصح بالتنظيف وفق جدول زمني محدد: تنظيف سريع بعد كل دورة إنتاج، وتنظيف عميق كل أسبوع، وإزالة شاملة للبقع كل شهر. |
صيانة الأسطح |
يُوصى باستخدام عملية السفع الرملي غير التدميرية بانتظام لإزالة الأكاسيد الموجودة على سطح التجويف، مما يساعد في الحفاظ على سلامة سطح التجويف. كما يمكن أن يساعد ذلك في التهيئة لإعادة الطلاء المحتملة وإطالة العمر التشغيلي بين عمليات الصيانة الشاملة. |
التشحيم واستبدال الأجزاء المتآكلة |
يجب تزييت المنزلق في القالب بانتظام، في حين ينبغي إجراء فحص دوري واستبدال الأجزاء المعرضة للتآكل، مثل دبابيس القاذف. وفي الواقع، ينبغي فحص دبوس القاذف بشكل شامل كل 5,000 دورة إنتاج، وينبغي النظر في استبداله بناءً على حالة التآكل. |
إنشاء نظام شامل لتسجيل أعمال الصيانة |
ينبغي إعداد دفاتر تشغيل القوالب، وقوائم الأجزاء القابلة للتآكل، وسجلات المعالجة الحرارية، وقوائم الأجزاء القياسية، وذلك لإدارة المعلومات مثل العمر التشغيلي للقالب من خلال نظام محوسب. ويمكن لهذا النظام أن يسهل تنظيم أعمال الصيانة اليومية، وأن يوفر مرجعاً لتحليل أعطال القوالب وتقييم الجودة. |
تحليل أوضاع الفشل |
تشمل الأسباب الشائعة لفشل القوالب التآكل، والتشقق في الزوايا، والتشقق الناتج عن الإجهاد الحراري، والتآكل. ومن أجل تتبع أسباب كل حالة فشل بشكل منهجي، ينبغي إنشاء قاعدة بيانات لتحليل أنماط الفشل، وهو ما يمكن أن يسهم أيضًا في تحسين تصاميم القوالب لإطالة عمرها التشغيلي. |
5. آفاق تطوير تكنولوجيا تصنيع قوالب صب المعادن
تشهد تكنولوجيا تصنيع قوالب صب المعادن تحولاً رقمياً وذكيًّا، مع ظهور عدة اتجاهات جديرة بالملاحظة.
استخدام برامج المحاكاة |
يمكن أن يساعد استخدام الهندسة المدعومة بالحاسوب (CAE) في التنبؤ بتدفق المعدن، وانكماش التبريد، ومواقع العيوب المحتملة قبل تصنيع القالب. كما يتيح تحسين التصميم في بيئة افتراضية قبل الإنتاج الفعلي، مما يقلل من عدد الاختبارات التجريبية وتكلفتها. |
تكنولوجيا متطورة لمعالجة الأسطح |
تُستخدم تقنية الترسيب الفيزيائي للبخار (PVD) والنترجة بشكل أكثر شيوعًا في القوالب عالية المقاومة للتآكل، مما يساعد على إطالة العمر التشغيلي للقالب، لا سيما في التطبيقات التي تتسم بكميات الإنتاج الكبيرة ومستويات التآكل العالية. |
أجزاء القوالب المطبوعة بتقنية الطباعة ثلاثية الأبعاد |
تتغير القيود المفروضة على تصميم القوالب بفضل الطباعة ثلاثية الأبعاد للمعادن، لا سيما في تصنيع القوالب ذات قنوات التبريد المعقدة. يمكن تحسين كفاءة التبريد حيث إن قنوات التبريد المطابقة للشكل يمكن أن تتوافق مع الشكل الفعلي للقطعة، مما يساعد على تقصير دورة الإنتاج ومنع تشوه القطعة. |
نظام مراقبة ذكي |
يمكن مراقبة معلمات التصنيع الخاصة بالقالب، مثل الضغط ودرجة الحرارة وعدد الدورات، باستخدام مستشعر متصل بنظام إدارة الجودة (QMS) لتحقيق المراقبة في الوقت الفعلي لعملية الإنتاج. ويمكن تقليل مخاطر التوقف المفاجئ عن العمل، حيث يمكن إصدار إنذارات مبكرة قبل حدوث المشكلات. |
اعتبارات الاستدامة |
تسعى صناعة تصنيع القوالب إلى إيجاد بدائل أكثر صداقة للبيئة في مجال مواد التشحيم وعوامل الفصل، وذلك بسبب اللوائح البيئية. كما يمكن تقليل استهلاك الموارد من خلال إطالة العمر التشغيلي للقالب. |
إن فهم الاتجاهات التكنولوجية المذكورة أعلاه يمكن أن يسهل عملية اختيار مورد للصب، حيث إنها تشير إلى ما إذا كان المورد يمتلك القدرات التقنية اللازمة لمواكبة التغيرات التي تشهدها الصناعة.