Inhaltsübersicht
Eine Gussform beeinflusst die Qualität, die Kosten und die Ausbeute der hergestellten Gussteile. Für Einkäufer, die noch keine Erfahrung mit Metallgussprojekten haben, ist es wichtig, die Fertigungsverfahren, die Lebensdauer und die Abnahmekriterien für Gussformen zu kennen.
Es wird erläutert, wie Formen hergestellt werden und wie lange sie halten. Darüber hinaus könnten sich Beschaffungsingenieure oder Einkäufer fragen, wie die Produktqualität überprüft und die Wartungsarbeiten durchgeführt werden. Auch auf diese Fragen wird im Folgenden eingegangen.
1. Herstellungsverfahren für Metallgussformen
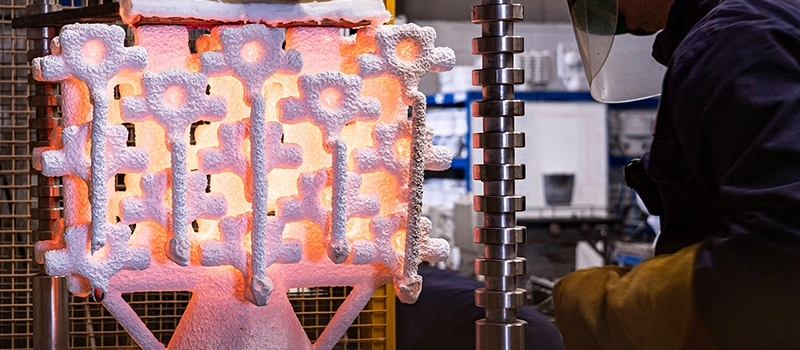
Metallgussformen, insbesondere Druckgussformen, sind hochpräzise Stahlwerkzeuge. Sie ermöglichen es, dass geschmolzenes Metall unter hohem Druck in die Form eingefüllt wird und nach dem Abkühlen und Erstarren die gewünschte Form annimmt. Der Herstellungsprozess von Formen lässt sich in mehrere Phasen unterteilen.
Formenkonstruktion und computergestützte Konstruktion (CAD) |
Der Formhohlraum, das Angusssystem, die Anordnung der Auswerferstifte und die Kühlwasserkanäle werden auf der Grundlage der 3D-Zeichnungen konstruiert. In dieser Phase ist es wichtig, die Metallschrumpfung und den Entformungswinkel zu berücksichtigen, da sich Fehler hier direkt auf die Ausbeute der Produktion auswirken. |
↓
Stahlauswahl und Grobbearbeitung |
Das Kernmaterial der Form muss extremen Temperaturwechseln und mechanischen Belastungen standhalten können. Der Werkzeugstahl H13 ist ein Industriestandard, da er bei hohen Temperaturen ein ausgewogenes Verhältnis zwischen Zähigkeit und Härte bietet. Der Werkzeugstahl D2 wird bevorzugt für Anwendungen eingesetzt, die eine hohe Verschleißfestigkeit erfordern, während der Werkzeugstahl S7 die geeignete Wahl für Teile ist, die hohe Anforderungen an die Schlagfestigkeit stellen. Das Abtragen von überschüssigem Stahl erfolgt durch Grobbearbeitung, und das verbleibende Material wird für nachfolgende Endbearbeitungsprozesse verwendet. |
↓
Wärmebehandlung |
Der grobbearbeitete Werkzeugstahl wird einer Härtungs- und Anlassbehandlung unterzogen, um ein optimales Gleichgewicht zwischen Härte und Zähigkeit zu erreichen. Dieser Prozess beeinflusst die endgültige Lebensdauer der Form, da eine unsachgemäße Wärmebehandlung zu vorzeitigen Rissen oder Verformungen der Form führen kann. |
↓
Zerspanung (CNC-Fräsen und Funkenerosion) |
Die wärmebehandelte Form wird anschließend einer präzisen CNC-Fräsbearbeitung unterzogen, um die endgültige Form und die Abmessungen des Formhohlraums zu erzielen. Für komplexe innere Strukturen kommt die Funkenerosion (EDM) zum Einsatz, mit der sich feine Formen bearbeiten lassen, die mit herkömmlichen Schneidwerkzeugen nicht erreichbar sind. |
↓
Oberflächenbehandlung und Polieren |
Um die vorgesehene Oberflächenrauheit zu erreichen, muss die Formhohlraumoberfläche poliert werden, was sich auf die Glätte der fertigen Gussteile auswirken kann. Bei einigen Anwendungen mit hohem Verschleiß kann zudem eine Nitrierbehandlung oder eine PVD-Beschichtung (Physical Vapor Deposition) erforderlich sein, um die Lebensdauer der Form zu verlängern. |
↓
Probeformung und Fehlerbehebung |
Nach der Montage der Form wird eine Probestückproduktion einschließlich der Erstmusterprüfung (FAI) durchgeführt. Die erste Charge der Probestücke wird vermessen und geprüft, um eventuelle Einfallstellen oder Kaltverschweißungen festzustellen. Sollten Probleme festgestellt werden, sind Anpassungen der Formtemperatur, des Einspritzdrucks oder des Entlüftungssystems erforderlich. Die Serienproduktion wird erst dann aufgenommen, wenn das “Musterexemplar” erreicht ist, das alle Spezifikationen erfüllt. |
2. Wie lange ist die Lebensdauer von Metallgussformen?
Es gibt keine allgemeingültige Antwort auf die Frage nach der Lebensdauer von Gussformen, da diese von vielen Faktoren abhängt. In der Branche gilt die Anzahl der produzierten Gussteile – also der Produktionszyklen – allgemein als Maßstab für die Lebensdauer von Gussformen.
Einfluss der Formstahlsorte |
Die Lebensdauer einer Aluminiumdruckgussform aus H13-Stahl kann 100.000 bis 500.000 Produktionszyklen betragen. Durch den Einsatz einer verschleißfesteren Stahlsorte in Verbindung mit Oberflächenbehandlungen lässt sich diese Lebensdauer sogar noch verlängern. |
Einfluss der Art des Gussmetalls |
Der Verschleißgrad der Gussform hängt von der verwendeten Gusslegierung ab. So verteilt sich der Verschleiß der Gussform beispielsweise bei der Verwendung von Aluminiumlegierungen mit hohem Siliziumgehalt (wie z. B. A380) aufgrund der hohen Fließfähigkeit gleichmäßig. Werden Metalle mit höheren Schmelzpunkten (wie Messing oder bestimmte Zinklegierungen) zum Gießen verwendet, ist die Form einem stärkeren Thermoschock ausgesetzt, wodurch sich ihre Lebensdauer verkürzt. |
Auswirkungen der Komplexität der Bauteile und der Präzisionsanforderungen |
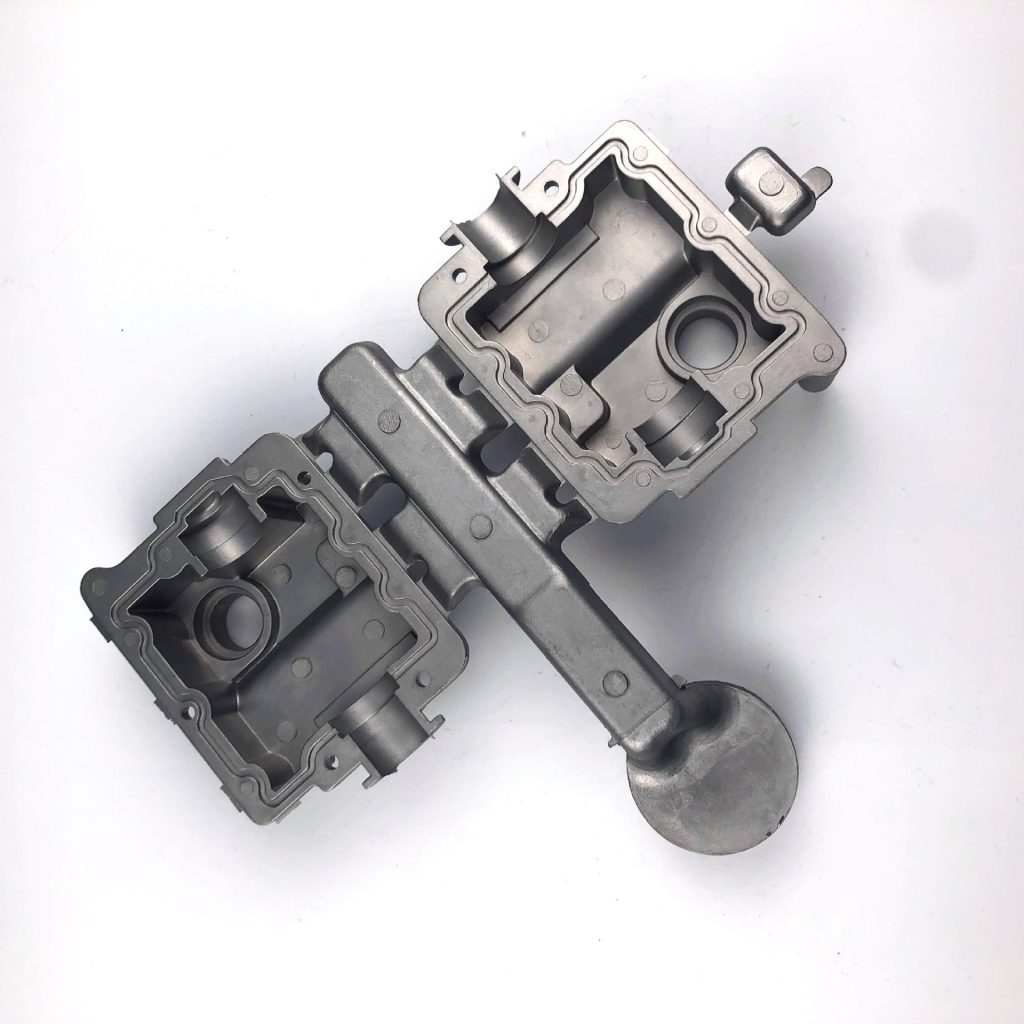
Bei Präzisionsteilen wie beispielsweise der Scharnierkonstruktion eines Bluetooth-Headsets hängt die Lebensdauer der Form davon ab, ob es zu einer Verschlechterung der Oberflächenqualität oder der Genauigkeit im Mikrometerbereich kommt, wodurch die Anforderungen an die Passgenauigkeit nicht mehr erfüllt werden können. Dies sind die häufigsten Gründe für einen Formwechsel und nicht etwa strukturelle Defekte. |
Strukturelle Überlegungen |
Bei hochfesten Bauteilen, die in Serie gefertigt werden müssen, wie beispielsweise Komponenten für Computerhardware, liegt der Schwerpunkt des Lebensdauermanagements auf der gleichbleibenden Qualität. Dabei sollte der Fokus auf der Vermeidung unerwarteter Ausfallzeiten liegen und nicht auf der maximalen Anzahl von Einsätzen. |
Zusammenfassend lässt sich sagen, dass die Lebensdauer einer Form durch physische Schäden wie Risse oder durch Qualitätsminderungen wie die Nichteinhaltung von Genauigkeitsanforderungen beendet werden kann. Das erwartete Produktionsvolumen sollte dem Lieferanten mitgeteilt werden, damit die geeignete Stahlsorte und Oberflächenbehandlung ausgewählt werden kann.
3. Wie lässt sich die Qualität von Metallgussformen prüfen?
Die Ausbeute und die Gleichmäßigkeit der Massenproduktion werden vor allem von der Qualitätsabnahme der Form beeinflusst, weshalb dieser entscheidenden Phase besondere Aufmerksamkeit geschenkt werden sollte.
Erstmusterprüfung (FAI): |
Vor der Serienfertigung sollte ein FAI der neuen Form durchgeführt werden. An den Testteilen werden Beschnittarbeiten und detaillierte Maßprüfungen vorgenommen, die anschließend mit den CAD-Zeichnungen abgeglichen werden. Sollten Probleme wie Einfallstellen oder Kaltstellen auftreten, sollten Anpassungen an der Formtemperatur, dem Einspritzdruck oder dem Entlüftungssystem vorgenommen werden, um ein “Musterexemplar” zu erhalten, das die Prüfung besteht. |
Prüfung mit einer Koordinatenmessmaschine (CMM-Prüfung): |
Die CMM-Prüfung gilt in der Branche als höchster Standard für die Abnahme der Maßgenauigkeit und erfüllt die Audit-Anforderungen nach ISO 9001 bzw. IATF 16949. Dabei werden mithilfe eines Messtasters Daten über die Oberfläche des Bauteils erfasst; diese Daten werden mit dem CAD-Modell verglichen, wobei Abweichungen protokolliert und ein Prüfbericht erstellt werden. Ein professionelles CMM-System ist mit einem temperaturgeregelten Messraum (auf 20 ± 1 °C gehalten) ausgestattet, um die Messgenauigkeit zu gewährleisten; die Kosten liegen zwischen $50.000 und über $300.000. |
Analyse der Materialzusammensetzung: |
Mit einem Spektrometer wird vor dem Gießen der Gehalt an verschiedenen Elementen im geschmolzenen Metall (z. B. Silizium, Kupfer, Magnesium, Eisen, Mangan und Zink) geprüft. Schmelzmetall muss raffiniert werden, wenn die Ergebnisse außerhalb des Toleranzbereichs liegen (z. B. hoher Eisen- oder Kupfergehalt); andernfalls kann es aufgrund einer ungeeigneten Materialzusammensetzung zu Porosität oder Sprödigkeit kommen. |
Zerstörungsfreie Prüfung (NDT): |
Es können verborgene Fehler vorhanden sein, die durch eine Sicht- und Maßprüfung nicht erkannt werden können. Mit Hilfe der Röntgenprüfung lässt sich der dickste Abschnitt des Bauteils durchleuchten, um eventuelle Schrumpfhohlräume oder Luftlöcher aufzuspüren. Die Magnetpulverprüfung kann winzige Fehler in ferromagnetischen Werkstoffen aufdecken, während die Eindringprüfung Fehler in Oberflächenöffnungen erkennen kann, ohne dabei auf bestimmte Arten von magnetischen Werkstoffen beschränkt zu sein. |
Prüfung der mechanischen Eigenschaften: |
Um sicherzustellen, dass die mechanischen Eigenschaften der Bauteile den Anwendungsanforderungen entsprechen, werden verschiedene Prüfungen, darunter Zugversuche und Härtemessungen, durchgeführt, um die Festigkeit, die Duktilität und die Eindrückfestigkeit der Werkstoffe zu bewerten. |
4. Wie werden Metallgussformen richtig gewartet?

Aufgrund der hohen Investitionskosten und der langen Fertigungszeit bei der Formenherstellung ist eine angemessene Wartung unerlässlich, um die Lebensdauer zu verlängern und Ausschuss durch vorzeitigen Ausfall zu reduzieren.
Regelmäßige Reinigung |
Die auf der Formoberfläche zurückbleibenden Metallspäne und Oxide müssen nach jedem Produktionszyklus mit Hochdruckreinigern, Reinigungslösungsmitteln oder weichen Bürsten entfernt werden. Es wird empfohlen, die Reinigung nach einem festen Zeitplan durchzuführen: eine Schnellreinigung nach jedem Produktionszyklus, eine gründliche Reinigung einmal pro Woche und eine umfassende Fleckenentfernung einmal im Monat. |
Oberflächenpflege |
Es wird empfohlen, regelmäßig ein zerstörungsfreies Sandstrahlen durchzuführen, um Oxide von der Kavitätenoberfläche zu entfernen, wodurch die Unversehrtheit der Kavitätenoberfläche gewahrt bleibt. Dies kann zudem dazu beitragen, die Oberfläche für eine eventuelle Neubeschichtung vorzubereiten und die Lebensdauer zwischen den großen Überholungen zu verlängern. |
Schmierung und Austausch von Verschleißteilen |
Der Schieber der Form muss regelmäßig geschmiert werden, während verschleißanfällige Teile wie Auswerferstifte regelmäßig überprüft und gegebenenfalls ausgetauscht werden sollten. Tatsächlich sollte der Auswerferstift alle 5.000 Produktionszyklen einer umfassenden Überprüfung unterzogen werden, und je nach Verschleißzustand sollte ein Austausch in Betracht gezogen werden. |
Einführung eines umfassenden Wartungsprotokollsystems |
Es sollten Betriebsbücher für Formen, Listen mit Verschleißteilen, Aufzeichnungen zur Wärmebehandlung und Standardteillisten erstellt werden, um Informationen wie beispielsweise die Lebensdauer der Form mithilfe eines computergestützten Systems zu verwalten. Das System kann die Organisation der täglichen Wartungsarbeiten erleichtern und als Grundlage für die Analyse von Formausfällen sowie für die Qualitätsbewertung dienen. |
Fehlerursachenanalyse |
Zu den häufigsten Ursachen für Ausfälle bei Formen zählen Erosion, Rissbildung in Ecken, thermische Ermüdungsrisse und Verschleiß. Um die Ursachen der einzelnen Ausfälle systematisch nachverfolgen zu können, sollte eine Datenbank zur Fehlermodusanalyse eingerichtet werden, die zudem zur Verbesserung der Formkonstruktionen und damit zur Verlängerung ihrer Lebensdauer beitragen kann. |
5. Entwicklungsperspektiven der Technologie zur Herstellung von Metallgussformen
Die Technologie zur Herstellung von Metallgussformen durchläuft einen digitalen und intelligenten Wandel, wobei mehrere Trends besonders hervorzuheben sind.
Der Einsatz von Simulationssoftware |
Mithilfe von computergestütztem Engineering (CAE) lassen sich Metallfluss, Kühlschrumpfung und potenzielle Fehlerstellen bereits vor der Formenherstellung vorhersagen. Dies ermöglicht eine Optimierung der Konstruktion in einer virtuellen Umgebung noch vor der eigentlichen Produktion, wodurch sich die Anzahl und die Kosten von Versuchen nach dem Prinzip „Versuch und Irrtum“ reduzieren lassen. |
Fortschrittliche Technologien zur Oberflächenbehandlung |
Die Technologien der physikalischen Gasphasenabscheidung (PVD) und des Nitrierens kommen vor allem bei Formwerkzeugen mit hoher Verschleißfestigkeit zum Einsatz, wodurch sich die Lebensdauer der Form verlängern lässt – insbesondere bei Anwendungen mit hohen Stückzahlen und hohem Verschleiß. |
3D-gedruckte Formteile |
Der 3D-Metalldruck verändert die Grenzen der Formkonstruktion, insbesondere bei der Herstellung von Formen mit komplexen Kühlkanälen. Die Kühlleistung lässt sich verbessern, da sich konforme Kühlkanäle an die tatsächliche Form des Bauteils anpassen können, was den Produktionszyklus verkürzt und eine Verformung des Bauteils verhindert. |
Intelligentes Überwachungssystem |
Die Fertigungsparameter der Form, wie beispielsweise Druck, Temperatur und Zyklusanzahl, können mithilfe eines Sensors überwacht werden, der an das Qualitätsmanagementsystem (QMS) angeschlossen ist, um eine Echtzeitüberwachung des Produktionsprozesses zu ermöglichen. Das Risiko plötzlicher Ausfälle lässt sich verringern, da Frühwarnungen ausgegeben werden können, bevor Probleme auftreten. |
Aspekte der Nachhaltigkeit |
Aufgrund von Umweltvorschriften sucht die Formenbauindustrie nach umweltfreundlicheren Alternativen bei Schmiermitteln und Trennmitteln. Auch durch die Verlängerung der Lebensdauer der Form lässt sich der Ressourcenverbrauch senken. |
Das Verständnis der oben genannten technologischen Trends kann die Auswahl eines Gusslieferanten erleichtern, da sie Aufschluss darüber geben, ob der Lieferant über die technischen Fähigkeiten verfügt, um mit den Veränderungen in der Branche Schritt zu halten.