Table of Contents
A mold affects the quality, cost, and yield rate of the castings produced. Understanding the manufacturing methods, lifespan, and acceptance criteria for molds is important for buyers who are new to metal casting projects.
The method to make molds and how long they can last will be explained. Besides, procurement engineers or buyers may concern about how to check the product quality and the maintenance work. These concerns will also be addressed in the following.
1. Manufacturing Process of Metal Casting Molds
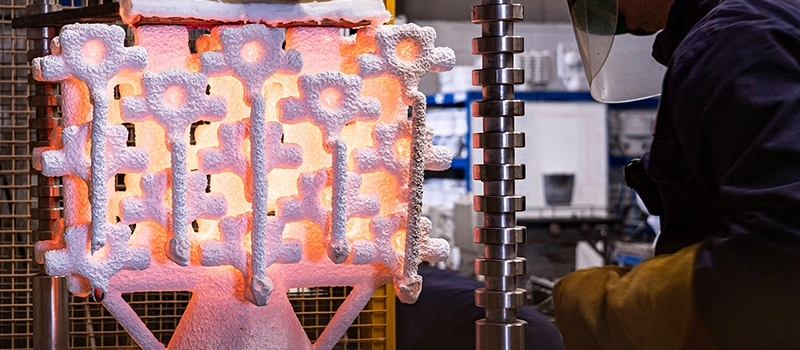
Metal casting molds, especially die casting molds, are high-precision steel tools. They can allow molten metal to fill in under high pressure and then form the designed shape after cooling and solidification. The manufacturing process of molds can be divided into several stages.
Mold design and Computer-aided design (CAD) modeling |
The cavity of the mold, gating system, ejector pin location, and cooling water channels are designed based on the 3D drawings. It is important to consider metal shrinkage and demolding angle at this stage, as any mistakes here will directly affect the yield rate of production. |
↓
Steel selection and rough processing |
The core material of the mold must be able to withstand extreme thermal cycling and mechanical stress. The H13 tool steel is an industry standard as it achieves a balance between toughness and hardness at high temperatures. The D2 tool steel is preferred for applications requiring high wear resistance, while S7 tool steel is the suitable option for strong impact resistance requirements on parts. Removal of excess steel materials will be performed through rough processing, and the remaining materials will be used for subsequent finishing processes. |
↓
Heat treatment |
A quenching and tempering treatment will be carried out on the rough-machined die steel to reach the optimal balance between hardness and toughness. This process affects the final lifespan of the mold as improper heat treatment can lead to premature cracking or deformation of the mold. |
↓
Machining (CNC Milling and Electrical Discharge Machining) |
The heat-treated mold will then undergo precision CNC milling to machine the final cavity shape and dimensions. Electrical Discharge Machining (EDM) will be used for complicated internal structures, which can machine fine shapes that traditional cutting tools cannot reach. |
↓
Surface treatment and polishing |
To achieve the designed surface roughness, the cavity surface needs to be polished, which can affect the smoothness of the finished castings. Some high-wear applications may also need nitriding or Physical Vapor Deposition (PVD) coating to extend mold life. |
↓
Trial molding and debugging |
Trial molding production, including First Article Inspection (FAI), will be conducted after the mold is assembled. The first batch of trial mold samples will be measured and inspected to look for any sink marks or cold weld. Adjustments to mold temperature, injection pressure, or the venting system will be required if problems are observed. Mass production will be launched only if the “golden sample” is achieved, which meets all specifications. |
2. What is the Service Life of Metal Casting Molds?
There is no standard answer for the service life of molds, as it is multifactorial. Production cycles, which is the number of castings produced, is commonly acknowledged to measure the service life of molds in the industry.
Effect of mold steel grade |
The service life of an aluminum die casting mold using H13 steel can reach 100,000 to 500,000 production cycles. It can even be extended by using a higher wear-resistant steel grade with surface treatments. |
Effect of casting metal type |
The degree of wear on the mold varies depending on the casting alloy used. For example, wear on the mold is evenly distributed when using aluminum alloys with a high silicon content (such as A380) due to the high fluidity. If metals with higher melting points (such as brass or certain zinc alloys) are used for casting, more thermal shock will be applied to the mold and service life will be reduced. |
Effect of part complexity and precision requirements |
For precision parts such as the hinge structure of a Bluetooth headset, the service life of the mold depends on any degradation in surface or micron-level accuracy that cannot achieve the requirements of precision fit. These are the common reasons of mold replacement instead of structural failure. |
Structural considerations |
For high-strength structural parts that requires mass production, such as computer hardware components, the focus of service life management is quality consistency. It should focus on avoiding unexpected downtime but not the maximum number of uses. |
To conclude, the service life of a mold can be ended by physical damage such as cracking or quality degradation such as failure to achieve accuracy requirements. The expected production volume should be explained to the supplier so that the appropriate steel grade and surface treatment can be chosen.
3. How to Inspect the Quality of Metal Casting Molds?
The yield rate and consistency of mass production is mostly affected by the quality acceptance of the mold, and this critical stage should be paid attention to.
First Article Inspection (FAI): |
FAI of the new mold should be done before mass production. Trimming and detailed dimensional measurements will be performed on the trial parts, and they will then be compared with the CAD drawings. In case of any issue such as sink marks or cold shuts, adjustments on mold temperature, injection pressure, or the venting system should be undergone to achieve a “golden sample” that passes the inspection. |
Coordinate Measuring Machine Inspection (CMM inspection): |
CMM inspection is considered as the highest standard for dimensional accuracy acceptance in the industry, and meet with the ISO 9001 or IATF 16949 audit requirements. It collects data on the part surface by a probe, and the data will be compared with the CAD model, in which the deviation will be recorded, and an inspection report will be generated. A professional CMM system equipped with a temperature-controlled measurement room (maintained at 20 ± 1°C) to ensure measurement accuracy, with the cost ranging from $50,000 to over $300,000. |
Material Composition Analysis: |
A spectrometer is used to test for element contents in molten metal (e.g., silicon, copper, magnesium, iron, manganese, and zinc) before pouring. Molten metal must be refined if the results are out of the tolerance range (e.g., high iron or copper content); otherwise, porosity or brittleness may result due to inappropriate material composition. |
Non-Destructive Testing (NDT): |
There may be some hidden defects that cannot be detected by visual and dimensional inspection. The use of radiographic testing can penetrate the thickest section of the part to look for any shrinkage cavities or air holes. Magnetic particle testing can detect tiny flaws for ferromagnetic materials, while penetrant testing is able to detect defects in surface openings, not limited to the type of magnetic materials. |
Mechanical Performance Testing: |
To ensure the mechanical properties of the parts meet the application requirements, several tests, including tensile testing and hardness testing, will be done to evaluate the strength, ductility, and indentation resistance of the materials. |
4. How to Properly Maintain Metal Casting Molds?

Because of the high capital costs and long production time in mold manufacture, it is essential to provide appropriate maintenance to extend the service life and reduce waste caused by premature failure.
Regular cleaning |
The metal shavings and oxides remained on the mold surface need to be cleaned after each production cycle with the use of pressure washers, cleaning solvents, or soft-bristled brushes. It is recommended to clean with a fixed schedule: a quick clean after each production cycle, a deep clean every week, and a thorough removal of stains every month. |
Surface maintenance |
It is suggested to use non-destructive sandblasting regularly to remove oxides on the cavity surface, which can maintain the integrity of the cavity surface. It can also help to prepare for potential re-coating and extend the service life between major overhauls. |
Lubrication and replacement of wear parts |
Regular lubrication needs to be applied to the slider of the mold, while regular inspection and replacement should be performed on wear-prone parts such as ejector pins. In fact, the ejector pin should be inspected comprehensively every 5,000 production cycles, and replacement should be considered based on the condition of wear. |
Establishment of a complete maintenance record system |
Mold operation ledgers, lists of wearing parts, heat treatment records, and standard parts lists should be established to manage information such as the service life of the mold through a computerized system. The system can facilitate the arrangement of daily maintenance and provide a reference for mold failure analysis and quality evaluation. |
Failure mode analysis |
The common reasons for mold failure include erosion, corner cracking, thermal fatigue cracking, and wear. In order to track the causes of each failure systematically, a failure mode analysis database should be established, which can also improve mold designs to extend their service life. |
5. Development Prospects of Metal Casting Mold Manufacturing Technology
Metal casting mold manufacturing technology is transforming in a digital and intelligent way, with several trends that are worth noting.
The adoption of simulation software |
The use of computer-aided engineering (CAE) can predict metal flow, cooling shrinkage, and potential defect locations before mold manufacture. It allows optimization of design in a virtual environment before actual production, which can reduce the number and cost of trial-and-error tests. |
Advanced surface treatment technology |
The technology of Physical Vapor Deposition (PVD) and nitriding is more commonly applied in high wear-resistance molds, which can extend the service life of the mold , especially in applications of high volume and high wear. |
3D printed mold parts |
The limitations of mold design are changing by metal 3D printing, especially in manufacturing mold with complicated cooling channels. Cooling efficiency can be improved as conformal cooling channels can conform to the actual shape of the part, which can shorten the production cycle and prevent part deformation. |
Intelligent monitoring system |
Manufacturing parameters of the mold, such as pressure, temperature, and cycle counts, can be monitored using a sensor, which is connected to the Quality Management System (QMS) to achieve real-time monitoring of the production process. The risk of sudden downtime can be reduced as early warnings can be issued before problems occur. |
Sustainability considerations |
The mold manufacturing industry is seeking more eco-friendly alternatives in lubricants and release agents due to environmental regulations. Resource consumption can also be reduced by extending the service life of the mold. |
Understanding the above technological trends can facilitate the selection of a casting supplier as they indicate whether the supplier possesses the technical capabilities to keep up with industry changes.