What happens first in investment casting might surprise you – knowing this helps explain its role in making precise metal parts.
A way to shape metal parts very precisely – investment casting delivers clean surfaces and tight measurements. Known sometimes as lost wax method, since the molds free themselves by melting out wax models inside.
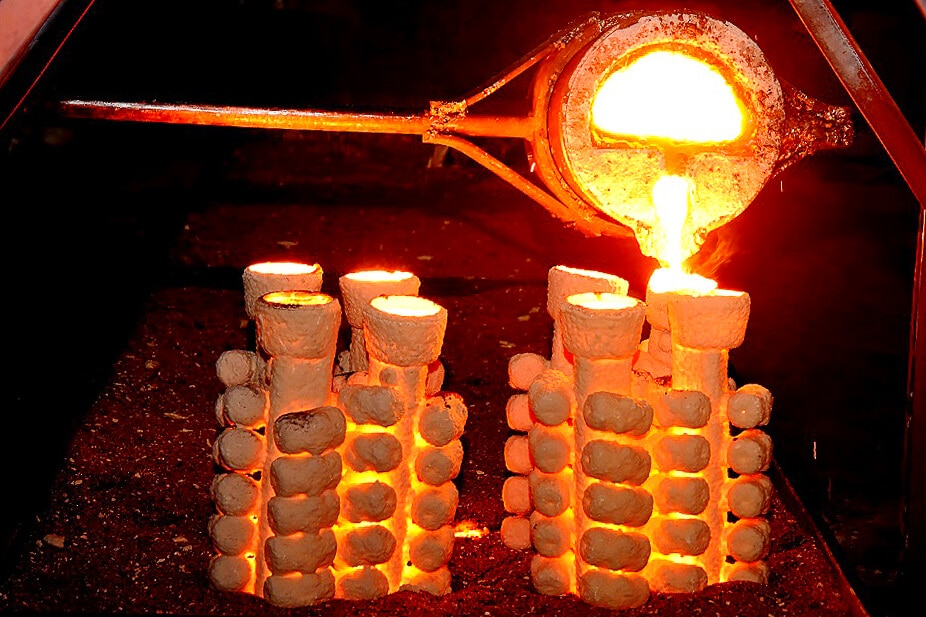
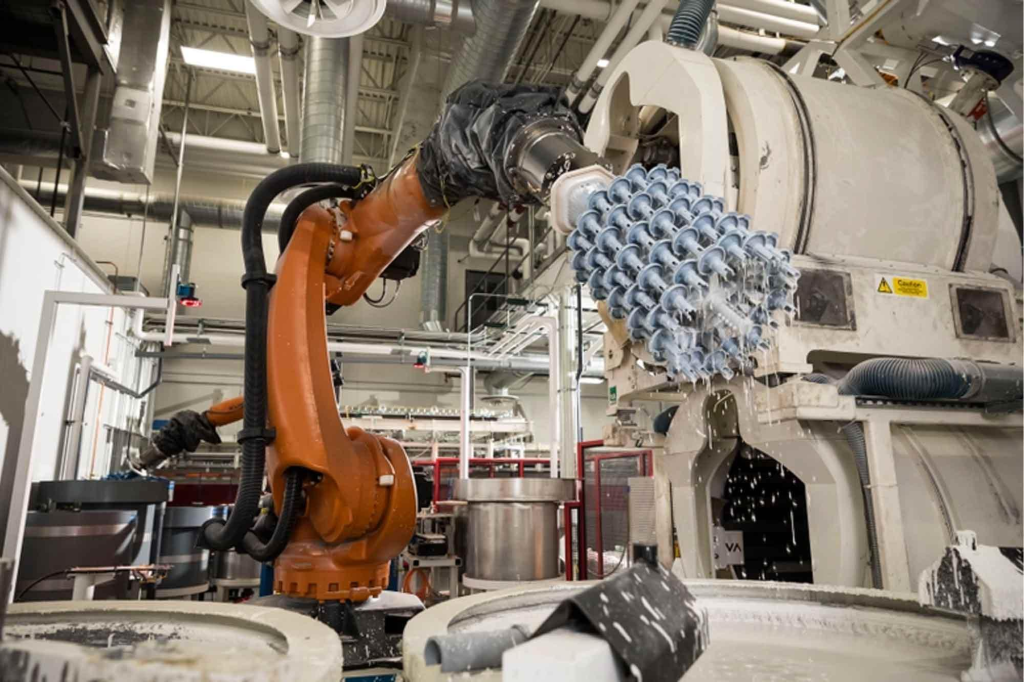
A small copy made of wax kicks things off. Around it, layers of ceramic wrap tightly, building up a firm outer case slowly.
After the ceramic casing sets, out comes the wax – making space within. Into that gap flows liquid metal, taking shape of the part meant to be.
From jet engines to surgical tools, investment casting shows up where precision matters most. Though tough shapes come together smoothly, factories keep returning to this method across fields like car making or digging minerals out of rock.
End caps show up early in the process when making hydraulic cylinders through investment casting. Alongside them come mounting brackets shaped by the same method. Valve housings follow a similar path during production. Clevises appear later but rely on identical techniques.
Starting off differently, investment casting holds edges closer than regular sand methods while delivering smoother surfaces. Instead of cutting shapes out of solid blocks, it saves raw stuff when parts get tricky in design, also bringing down what you pay to make them.
One big plus? It gives more freedom when designing. Instead of several parts joined by welds, engineers fit many functions into a single piece that’s molded together, which cuts down on extra steps later.