Daftar Isi
Bahan yang kokoh sangat penting—begitu pula ukuran yang tepat. Segel harus tahan lama, karena kebocoran dapat melemahkan seluruh sistem. Ketahanan yang awet selalu bergantung pada pilihan konstruksi yang tepat.
Berbeda dari yang lain, teknik pengecoran investasi menonjol dalam produksi logam modern. Meskipun ada banyak teknik lain, teknik ini semakin umum digunakan dari tahun ke tahun. Karena teknik ini sangat mumpuni dalam menghasilkan bentuk-bentuk yang detail, pabrik-pabrik sering memilihnya daripada alternatif lainnya. Dengan berkurangnya kebutuhan akan pemotongan atau pembentukan tambahan setelahnya, waktu pun dapat dihemat di seluruh proyek. Hasilnya adalah komponen yang sesuai persis dengan desain tanpa perlu repot.
1. Apa itu pengecoran investasi?

Hal pertama yang terjadi dalam proses pengecoran investasi mungkin akan mengejutkan Anda – dengan mengetahui hal ini, Anda akan lebih memahami perannya dalam pembuatan komponen logam yang presisi.
Salah satu cara untuk membentuk komponen logam dengan sangat presisi – pengecoran investasi menghasilkan permukaan yang halus dan dimensi yang akurat. Metode ini kadang-kadang dikenal sebagai metode lilin hilang, karena cetakan tersebut terlepas dengan cara melelehkan model lilin di dalamnya.
Prosesnya dimulai dengan sebuah replika kecil yang terbuat dari lilin. Di sekelilingnya, lapisan-lapisan keramik melilit dengan rapat, perlahan-lahan membentuk cangkang luar yang kokoh.
Setelah selubung keramik mengeras, lilin dikeluarkan—sehingga tercipta ruang di dalamnya. Logam cair kemudian mengalir ke celah tersebut, membentuk bagian yang seharusnya.
Mulai dari mesin jet hingga alat bedah, teknik pengecoran investasi digunakan di bidang-bidang yang sangat mengutamakan presisi. Meskipun bentuk-bentuk yang rumit dapat diwujudkan dengan mulus, pabrik-pabrik tetap mengandalkan metode ini di berbagai sektor, seperti industri otomotif atau penambangan mineral dari batuan.
Penutup ujung muncul pada tahap awal proses pembuatan silinder hidrolik melalui pengecoran investasi. Bersamaan dengan itu, muncul pula braket pemasangan yang dibentuk dengan metode yang sama. Rumah katup juga melalui proses serupa selama produksi. Clevis muncul pada tahap selanjutnya, namun dibuat dengan teknik yang sama.
Berbeda dengan metode lainnya, pengecoran investasi mampu mempertahankan tepi yang lebih tajam dibandingkan metode pengecoran pasir biasa sekaligus menghasilkan permukaan yang lebih halus. Alih-alih memotong bentuk dari balok padat, metode ini menghemat bahan baku saat desain komponen menjadi rumit, sekaligus menekan biaya produksinya.
Salah satu kelebihannya? Hal ini memberikan kebebasan yang lebih besar dalam proses perancangan. Alih-alih menggunakan beberapa bagian yang disambung dengan las, para insinyur menggabungkan banyak fungsi ke dalam satu bagian yang dicetak menjadi satu kesatuan, sehingga mengurangi langkah-langkah tambahan di tahap selanjutnya.
2. Rincian Lengkap Tahapan Proses Pengecoran Investasi

Salah satu cara untuk memahami mengapa proses pengecoran investasi berperan dalam pembuatan silinder hidrolik adalah dengan menelusuri setiap tahap proses pembuatannya.
Dari awal hingga akhir, bagaimana setiap tahap berlangsung menentukan seberapa baik kinerja komponen hidraulik tersebut, seberapa baik ia mempertahankan ukurannya, serta seberapa baik ia menahan tekanan. Ketepatan akan terganggu jika ada satu bagian pun yang tidak berfungsi dengan baik.
Pembuatan Pola
Dari keheningan, sebuah replika lilin mulai terbentuk—persis sama dengan komponen hidraulik yang sudah jadi. Di dalam cetakan baja, lilin cair mengalir saat tekanan mendorongnya melalui serangkaian pengaturan yang diatur dengan cermat.
Yang paling penting adalah seberapa presisi hasil model lilinnya – setiap detail sekecil apa pun akan muncul persis seperti itu pada hasil cetakan akhir.
Perakitan Lilin
Satu per satu, setiap bentuk lilin mulai terbentuk sebelum disambungkan ke batang utama yang terbuat dari lilin – susunan ini dikenal sebagai “pohon”. Setelah dikelompokkan menjadi beberapa kelompok, bentuk-bentuk tersebut siap untuk diproses secara massal.
Dengan cara ini, proses pembuatan komponen menjadi lebih cepat sekaligus mengurangi biaya produksinya.
Bangunan dengan Cangkang Keramik
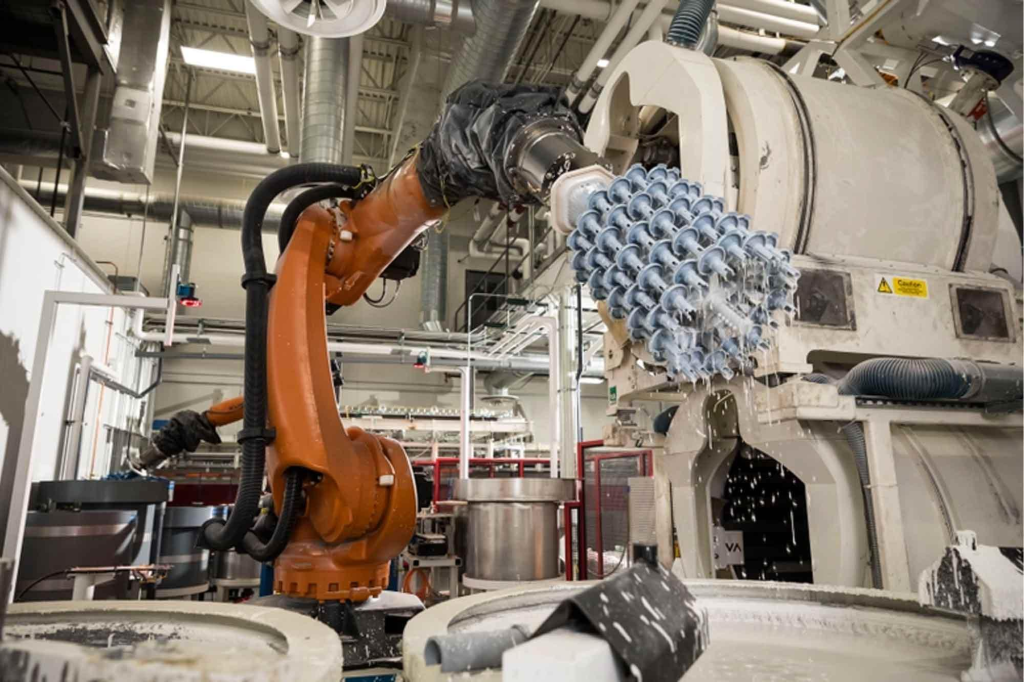
Setelah dicelupkan sekali ke dalam campuran keramik, butiran-butiran pasir kecil menempel pada permukaannya. Lapis demi lapis, lapisannya semakin tebal seiring setiap lapisan mengering sepenuhnya dengan sendirinya.
Satu lapisan keramik saja tidak akan tahan terhadap panas logam cair – diperlukan penumpukan lapisan tambahan hingga lapisan tersebut mampu menahan panas ekstrem.
Proses Penghilangan Lilin
Setelah lapisan luar benar-benar kering, lilin di bagian dalam dilelehkan dengan panas menggunakan uap bertekanan atau oven bersuhu tinggi.
Lalu muncullah lilin cair itu, membentuk ruang kosong yang bentuknya persis seperti bagian yang tadinya dikelilinginya.
Pemanasan Awal Cangkang
Logam cair mengalir ke dalam cetakan keramik yang hangat. Panas yang diberikan sebelumnya membuat proses penuangan berjalan lebih lancar sekaligus melindungi cetakan dari perubahan suhu yang mendadak.
Untuk bagian-bagian yang memiliki bagian yang sempit atau detail halus, sangat penting untuk benar-benar memperhatikan hal ini.
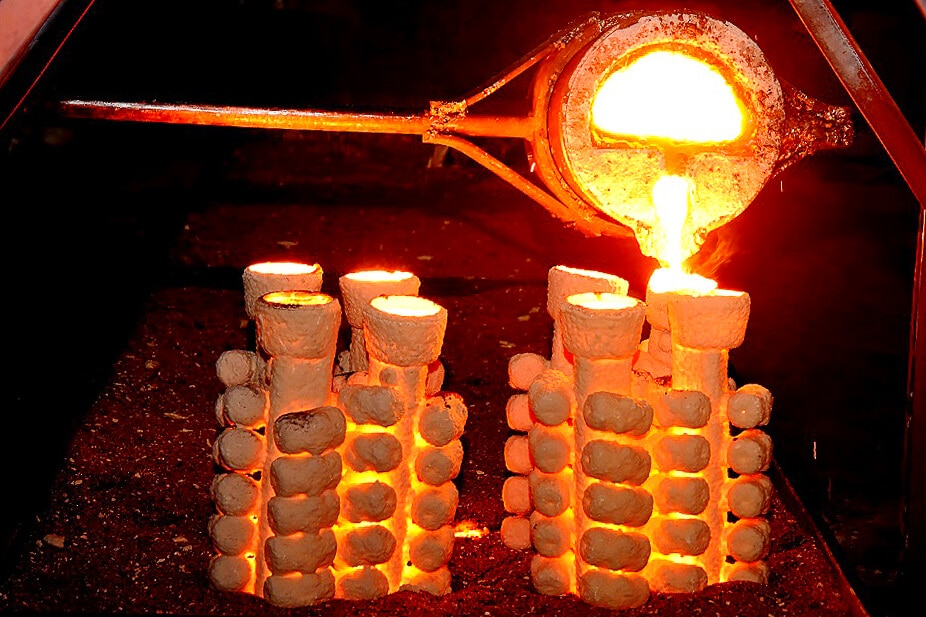
Penuangan Logam
Logam cair mengalir ke dalam cangkang keramik yang hangat. Pilihan yang umum adalah baja karbon, baja tahan karat, dan baja paduan.
Dengan menuangkan logam panas ke dalam cetakan, bentuk-bentuk yang rumit dapat ditangkap dengan tepat.
Pendinginan dan Pemadatan
Setelah dituangkan, logam mulai mengeras di dalam cetakan keramik. Cara pendinginannya sangat berpengaruh—jika terlalu cepat atau tidak merata, retakan bisa terbentuk.
Jika pengaturannya tepat, komponen hidraulik dapat menahan beban dengan lebih baik.
Pengupasan Cangkang
Setelah logam tersebut benar-benar mendingin, para pekerja melepaskan selubung keramik tersebut, baik secara manual maupun dengan menggunakan larutan kimia.
Setelah mendingin, bagian tersebut terlepas dari saluran logamnya. Selanjutnya, bagian tersebut dipindahkan ke tahap berikutnya, siap untuk proses perlakuan permukaan.
Proses Penyelesaian
Untuk membuat permukaan menjadi halus, sering kali perlu menggerinda bagian tersebut sedikit. Selanjutnya, mesin mungkin akan membentuk bagian-bagian tersebut. Panas dapat memengaruhi tingkat kekuatannya. Pemeriksaan terhadap setiap detail dilakukan pada tahap terakhir.
Bahkan jika komponen-komponen tersebut dicetak dengan presisi, beberapa bagian penting mungkin masih perlu dibentuk ulang nanti.
3. Keuntungan penggunaan pengecoran investasi dalam produksi silinder hidrolik
Produsen silinder hidrolik sering memilih pengecoran investasi karena metode ini sangat sesuai dengan kebutuhan mereka. Metode ini lebih unggul daripada cara-cara lama, baik dari segi teknis maupun ekonomi.
Hal yang benar-benar penting terlihat jelas selama proses produksi komponen hidraulik yang rumit, yang menuntut ketahanan sekaligus pengukuran yang presisi.
Akurasi Dimensi Tinggi
Proses pengecoran investasi, yang dimulai dengan presisi tinggi, menghasilkan komponen yang sesuai dengan ukuran yang tepat. Karena tingkat akurasinya yang tinggi, kebutuhan untuk melakukan pemotongan atau pembentukan lebih lanjut pun menjadi lebih sedikit.
Mengurangi jumlah langkah dalam proses produksi tidak hanya menghemat biaya, tetapi juga mempercepat proses pembuatan barang.
Permukaan yang Halus
Bagian-bagian yang bergeser akan bergerak lebih lancar jika dipoles dengan baik – hal ini mengurangi hambatan sekaligus mencegah cairan bocor.
Hasil yang halus dapat diperoleh dengan mudah melalui proses pengecoran investasi, sehingga pembersihan yang diperlukan setelahnya pun lebih sedikit.
Kemampuan Mengolah Bentuk yang Kompleks
Di dalam silinder hidrolik, komponen-komponennya biasanya memiliki bentuk yang rumit, seperti saluran untuk oli, titik-titik untuk memasang komponen lain, lekukan di sepanjang permukaannya, serta pinggiran yang menonjol.
Cetakan yang terbentuk selama proses pengecoran investasi langsung membentuk detail-detail pada benda kerja, sehingga jumlah bagian yang perlu disambung melalui pengelasan di kemudian hari menjadi lebih sedikit.
Fleksibilitas Bahan
Proses pengecoran investasi mendukung berbagai jenis logam teknik yang digunakan dalam sistem hidraulik.
Mulai dari kebutuhan bertekanan tinggi hingga lingkungan yang berat, pemilihan bahan bergantung pada seberapa baik bahan tersebut tahan terhadap karat dan mampu mengatasi gesekan.
Pengurangan Limbah Bahan
Dalam proses pembentukan komponen dari satu blok logam, akan tersisa tumpukan sisa logam.
Komponen-komponen tersebut dihasilkan dalam bentuk yang hampir sama dengan bentuk akhirnya melalui proses pengecoran investasi, sehingga hanya memerlukan sedikit pekerjaan pemotongan setelahnya sekaligus memanfaatkan bahan baku secara lebih efisien.
Sifat Mekanis yang Lebih Baik
Jika dikelola dengan baik, proses pengecoran investasi dapat menghasilkan komponen logam yang kokoh dan tahan terhadap tekanan.
Setelah menjalani perlakuan panas untuk kedua kalinya, komponen-komponen tersebut menjadi lebih tangguh, lebih tahan lama saat mengalami tekanan, dan secara keseluruhan lebih awet.
Mengurangi Biaya Perakitan
Proses pengecoran investasi memungkinkan berbagai fungsi diintegrasikan ke dalam satu komponen.
Semakin sedikit komponen yang dilas, semakin kecil kemungkinan terjadinya kegagalan, sekaligus memperpendek waktu perakitan.
Konsistensi Produksi yang Lebih Baik
Setelah cetakannya siap, setiap produk baru yang dihasilkan hampir identik.
Bagi produsen silinder hidrolik yang memproduksi dalam jumlah besar, menjaga konsistensi sangatlah penting.
4. Cacat apa saja yang mungkin terjadi saat menggunakan proses pengecoran investasi untuk memproduksi silinder hidrolik?

Meskipun demikian, pembuatan komponen dengan metode pengecoran investasi memiliki sejumlah keunggulan – namun, berbagai kendala tetap muncul di sepanjang prosesnya.
Ketika kendali atas proses tersebut terlepas, mungkin akan muncul cacat—yang dapat melemahkan komponen yang diperuntukkan bagi sistem hidraulik. Kinerja penyegelan bisa menurun, begitu pula dengan masa pakainya.
Porositas
Gelembung-gelembung yang terjebak dalam logam panas akan berubah menjadi lubang-lubang kecil begitu logam tersebut mengeras.
Di bagian dalam, terdapat celah-celah kecil yang kosong di tempat yang seharusnya diisi oleh material, sehingga membuat bagian-bagian tersebut menjadi kurang kuat.
Cacat Penyusutan
Saat logam kehilangan panas, ukurannya menyusut. Saluran yang bentuknya tidak tepat dapat menyebabkan terbentuknya rongga di dalam benda yang sedang mengeras.
Retakan akibat penyusutan melemahkan kemampuan suatu benda untuk tetap utuh saat mengalami tekanan.
Retakan
Pendinginan yang terlalu cepat dapat menyebabkan cetakan retak akibat tekanan panas dari dalam.
Retakan menimbulkan risiko di dalam sistem yang digerakkan oleh fluida karena tekanan dapat membuatnya meregang seiring berjalannya waktu.
Kesalahan cetak
Apabila logam cair tidak sepenuhnya mencapai setiap bagian cetakan, maka terjadi misrun.
Jika bahan dituangkan dalam keadaan terlalu dingin, cacat sering kali muncul di area-area yang sempit.
Inklusi Permukaan
Potongan-potongan keramik, sisa terak, atau serpihan yang tidak diinginkan dapat menempel pada bagian luar cetakan.
Retakan di bagian luar dapat melemahkan kemampuan penyegelannya, sehingga menurunkan standar kualitas komponen tersebut.
Variasi Dimensi
Distorsi lilin atau deformasi cangkang dapat menyebabkan ketidakakuratan dimensi.
Kesalahan sekecil apa pun dalam ukuran tetap dapat menyebabkan komponen-komponen tidak saling cocok saat merakit silinder hidrolik.
Penyimpangan
Pendinginan yang tidak merata dapat menyebabkan bentuk benda cor menjadi bengkok.
Bentuk yang melengkung dapat mengganggu kinerja karena komponen-komponen di dalam silinder hidrolik harus sejajar dengan tepat.
Penutupan Akibat Dingin
Ketika aliran logam cair bertemu namun tidak menyatu sepenuhnya, terjadi cold shut.
Selama proses pemadatan, terbentuklah kantong-kantong bahan yang tipis, yang menurunkan ketahanan terhadap tegangan.
5. Bagaimana cara memastikan kualitas silinder hidrolik yang diproduksi melalui proses pengecoran investasi?
Tuntutan yang sangat ketat berarti setiap tahap proses pengecoran investasi harus melalui pemeriksaan yang ketat. Apabila melibatkan silinder hidrolik, pengawasan tidak boleh lengah sekalipun.
Dari awal hingga akhir, untuk memastikan kualitas komponen yang tepat, kita harus memantau setiap pilihan bahan dengan cermat. Suhu harus terus dipantau sepanjang proses produksi.
Beberapa praktik utama dapat membantu meningkatkan kualitas pengecoran dan mengurangi cacat produksi.
Menggunakan Bahan Baku Berkualitas Tinggi
Logam yang cacat dapat mengurangi kinerja komponen hidraulik.
Karena memenuhi standar yang ketat, bahan baku tersebut meningkatkan ketangguhan sekaligus tahan terhadap karat seiring berjalannya waktu.
Mengoptimalkan Desain Cetakan
Dengan langkah awal yang tepat, cetakan yang dirancang dengan baik akan mengarahkan logam cair secara lancar ke dalam cetakan sekaligus meminimalkan adanya rongga.
Saat ini, banyak bengkel pengecoran yang melakukan uji coba digital untuk menyempurnakan cetakan jauh sebelum memproduksi komponen.
Jaga Pengendalian Suhu yang Ketat
Menjaga suhu tetap stabil sangat penting saat menyuntikkan lilin, mengeringkan cangkang, memanaskan cetakan, serta saat menuangkan logam.
Menjaga suhu agar tetap stabil membuat hasil pengecoran lebih seragam sekaligus mengurangi cacat.
Melakukan Pengujian Non-Destruktif
Cacat di bagian dalam komponen silinder hidrolik biasanya perlu dideteksi tanpa menyebabkan kerusakan.
Pemeriksaan bahan sering kali menggunakan gelombang suara untuk mendeteksi cacat yang tersembunyi. Sinar-X memungkinkan kita melihat bagian dalam suatu benda tanpa harus menghancurkannya.
Melakukan Pemeriksaan Dimensi
Pemeriksaan hasil pengecoran terhadap spesifikasi dilakukan dengan menggunakan alat-alat yang presisi.
Dalam hal komponen silinder hidraulik yang rumit, mesin pengukur koordinat sering kali berperan penting.
Gunakan Tingkat Panas yang Tepat
Proses pemanasan diikuti pendinginan membuat logam menjadi lebih keras, lebih kuat saat ditekuk, dan lebih tahan retak seiring berjalannya waktu.
Beberapa logam memerlukan metode pemanasan khusus agar kinerjanya lebih baik.
Memasang Sistem Pengendalian Proses
Di pusat-pusat pengecoran masa kini, batch-batch baru diproduksi di bawah pengawasan ketat sistem teknologi.
Ketika keadaan mulai menyimpang, pengendalian proses statistik segera mendeteksinya – sehingga hasilnya tetap stabil.
Melatih Tenaga Kerja Terampil
Teknisi berpengalaman memegang peranan penting dalam menjaga kualitas pengecoran.
Ketika ada sesuatu yang tidak berjalan sesuai rencana, para ahli yang berpengalaman dapat segera menyadarinya—dan mengatasi masalah tersebut jauh sebelum menjadi parah.
6. Cara Memilih Pemasok Pengecoran Investasi yang Tepat untuk Silinder Hidraulik Anda

Memilih bengkel pengecoran yang baik sama pentingnya dengan memilih proses pengecoran itu sendiri.
Ketika pemasok memenuhi janji mereka, kualitas tetap terjaga. Karena itu, pengiriman tiba tepat waktu.
Sebelum memilih pemasok, produsen silinder hidrolik sebaiknya mengevaluasi beberapa faktor penting.
Menilai Pengalaman di Bidang Industri
Ketika pemasok memahami bidang hidraulik, mereka memahami bagaimana bahan-bahan tersebut bertahan di bawah tekanan.
Kesalahan akan lebih sedikit terjadi jika para pekerja memahami bidangnya dengan baik.
Periksa Kemampuan Produksi
Ada bengkel pengecoran yang menangani coran berukuran besar. Ada pula yang hanya menangani coran berukuran kecil. Pilihan bahan bervariasi dari satu bengkel ke bengkel lainnya.
Hal itu tergantung pada pembeli untuk memeriksa apakah pemasok memenuhi kebutuhan mereka baik dari segi teknis maupun proses produksi.
Tinjauan Sertifikasi Mutu
Beberapa pabrik pengecoran terpercaya yang memiliki sertifikasi ISO 9001 cenderung menghasilkan produk dengan kualitas yang konsisten.
Pemenuhan standar-standar ini menunjukkan bahwa pemasok mematuhi prosedur yang telah ditetapkan dalam pengelolaan kualitas.
Menilai Dukungan Teknik
Bantuan yang diberikan langsung oleh para insinyur sering kali mempermudah proses produksi komponen cor.
Pemasok yang ahli di bidangnya dapat membimbing Anda dalam memilih bahan, sekaligus membantu mencegah terjadinya cacat sebelum hal itu terjadi.
Memeriksa Peralatan Inspeksi
Peralatan inspeksi canggih meningkatkan kemampuan jaminan kualitas.
Terserah kepada pembeli untuk memeriksa apakah pemasok melakukan pemeriksaan ukuran serta tes non-invasif.
Pertimbangkan Semua Biaya Produksi
Harga pengecoran yang paling murah tidak selalu menjamin nilai terbaik secara keseluruhan.
Salah satu cara untuk memandangnya: pertimbangkan biaya alat-alat tersebut dibandingkan dengan mesin apa yang akan mengoperasikannya.
Menganalisis Kinerja Pengiriman
Jendela waktu pengiriman yang dapat diprediksi merupakan hal terpenting bagi para produsen sistem tenaga fluida.
Alur kerja yang lancar dimulai jauh sebelum pesanan dikirim – semuanya bermula dari sistem pelacakan yang jelas dan penjadwalan yang cerdas.
Ajukan Permohonan Evaluasi Sampel
Dengan memeriksa versi pertama, pembeli dapat menilai seberapa baik kualitas komponen logam tersebut sebelum memproduksi dalam jumlah besar.
Melakukan pengujian terhadap komponen hidraulik asli dapat mengurangi kekhawatiran terkait pasokan sekaligus meningkatkan kepercayaan terhadap pilihan pembelian.
Kesimpulan
Dari awal hingga akhir, proses pengecoran investasi menunjukkan keunggulannya dalam pembuatan komponen presisi untuk silinder hidrolik. Kemampuannya dalam mempertahankan dimensi yang akurat terlihat jelas pada setiap komponen. Lapisan luar yang halus terbentuk secara alami, sehingga memerlukan sedikit proses penyempurnaan setelah pembentukan. Kekuatannya saat terkena beban terbukti baik dalam berbagai pengujian.
Untuk komponen yang harus menangani sistem hidraulik, bentuk-bentuk yang tidak lazim seringkali menjadikan metode ini pilihan yang sangat tepat. Tugas-tugas berat semakin menguji kemampuannya, di mana detail sama pentingnya dengan ketahanan.
Meski demikian, untuk mencapai standar tertinggi dalam kualitas pengecoran, setiap tahap harus dikendalikan dengan ketat. Setiap bagian harus diperiksa oleh para ahli di setiap tahap prosesnya.
Lubang, retakan, atau kesalahan ukuran yang sedikit bisa terlewatkan jika tidak diawasi dengan cermat – komponen hidraulik membutuhkan hasil yang konsisten.
Ketika perusahaan membutuhkan komponen yang kokoh dan presisi untuk silinder hidrolik tanpa harus mengeluarkan biaya berlebihan, memilih proses pengecoran investasi mungkin menjadi pilihan yang tepat – terutama jika didukung oleh mitra yang andal yang memastikan standar ketat terpenuhi.





