Table des matières
La solidité des matériaux est importante, tout comme la précision du dimensionnement. Les joints doivent résister, car les fuites affaiblissent l'ensemble de l'installation. La longévité est toujours liée à des choix de construction intelligents.
Différente au départ, la fonte à la cire perdue se distingue dans la production moderne de métal. Bien qu'il existe de nombreuses techniques, celle-ci devient de plus en plus courante au fil des ans. Parce qu'elle traite si bien les formes détaillées, les usines la préfèrent souvent à d'autres solutions. Comme il n'est pas nécessaire de procéder à des coupes ou à des façonnages supplémentaires par la suite, les projets gagnent du temps. Le résultat est une pièce qui correspond exactement à la conception, sans aucun problème.
1. Qu'est-ce que le moulage à la cire perdue ?

Ce qui se passe en premier dans le moulage à la cire perdue peut vous surprendre - le savoir permet d'expliquer son rôle dans la fabrication de pièces métalliques précises.
Le moulage à la cire perdue est un moyen de façonner des pièces métalliques avec une grande précision. Il permet d'obtenir des surfaces nettes et des mesures précises. Parfois appelée méthode de la cire perdue, car les moules se libèrent en faisant fondre les modèles en cire à l'intérieur.
Un petit exemplaire en cire donne le coup d'envoi. Autour d'elle, des couches de céramique s'enroulent étroitement, construisant lentement un boîtier extérieur solide.
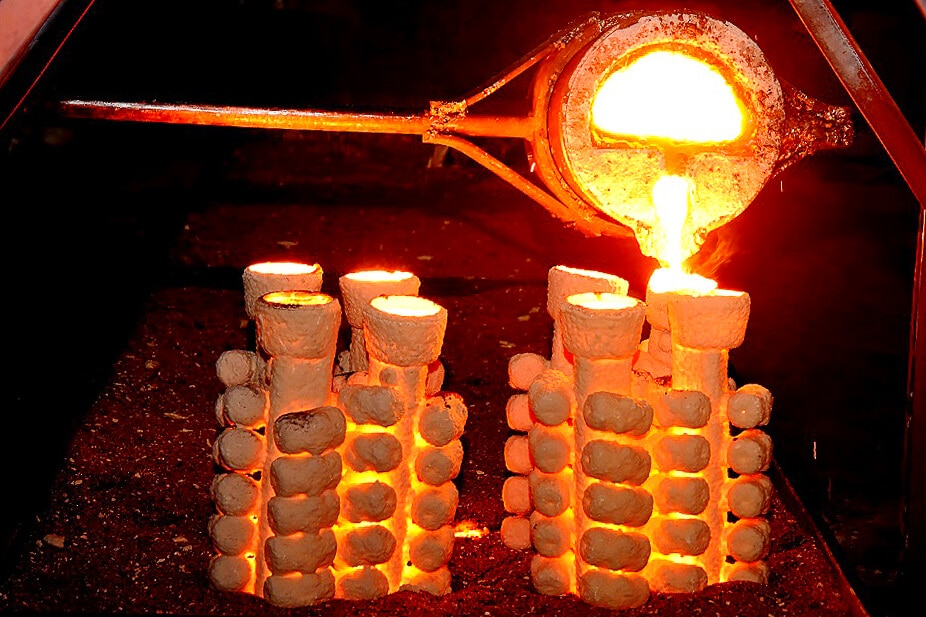
Après la prise de l'enveloppe en céramique, la cire est retirée, ce qui crée un espace à l'intérieur. Dans cet espace, le métal liquide s'écoule et prend la forme de la pièce qui lui est destinée.
Des moteurs à réaction aux outils chirurgicaux, le moulage à la cire perdue apparaît là où la précision est la plus importante. Si les formes difficiles s'assemblent en douceur, les usines reviennent toujours à cette méthode dans des domaines tels que la construction automobile ou l'extraction de minéraux de la roche.
Les capuchons d'extrémité apparaissent très tôt dans le processus de fabrication des vérins hydrauliques par moulage à la cire perdue. Ils sont accompagnés de supports de montage façonnés selon la même méthode. Les boîtiers de soupape suivent un chemin similaire au cours de la production. Les chapes apparaissent plus tard mais font appel à des techniques identiques.
En partant d'un point de vue différent, le moulage à la cire perdue maintient les arêtes plus étroitement que les méthodes habituelles de ponçage tout en offrant des surfaces plus lisses. Au lieu de découper des formes dans des blocs solides, il permet d'économiser de la matière première lorsque la conception des pièces devient délicate, tout en réduisant le coût de leur fabrication.
Un gros avantage ? Il offre une plus grande liberté lors de la conception. Au lieu d'assembler plusieurs pièces par soudure, les ingénieurs intègrent de nombreuses fonctions dans une seule pièce qui est moulée, ce qui réduit les étapes ultérieures.
2. Décomposition détaillée des étapes du processus de moulage à la cire perdue

Pour comprendre pourquoi le moulage à la cire perdue permet de fabriquer des vérins hydrauliques, il suffit de passer en revue chacune des étapes de leur construction.
Du début à la fin, la façon dont chaque étape se déroule détermine la performance de la pièce hydraulique, sa taille et sa résistance aux contraintes. La précision est compromise si l'une des pièces est défaillante.
Création de motifs
Dans l'immobilité, une réplique en cire prend forme, identique à la pièce hydraulique finie. À l'intérieur d'un moule en acier, la cire en fusion s'écoule lorsque la pression la pousse à travers des paramètres soigneusement gérés.
Ce qui compte le plus, c'est la précision de la maquette en cire, car chaque petite caractéristique se retrouve telle quelle dans le moulage fini.
Assemblage de la cire
Une à une, chaque forme de cire prend forme avant de se rattacher à une tige principale en cire - cet ensemble est appelé arbre. Regroupées en grappes, les formes se préparent au traitement de masse.
De cette manière, les pièces sont fabriquées plus rapidement tout en dépensant moins pour leur fabrication.
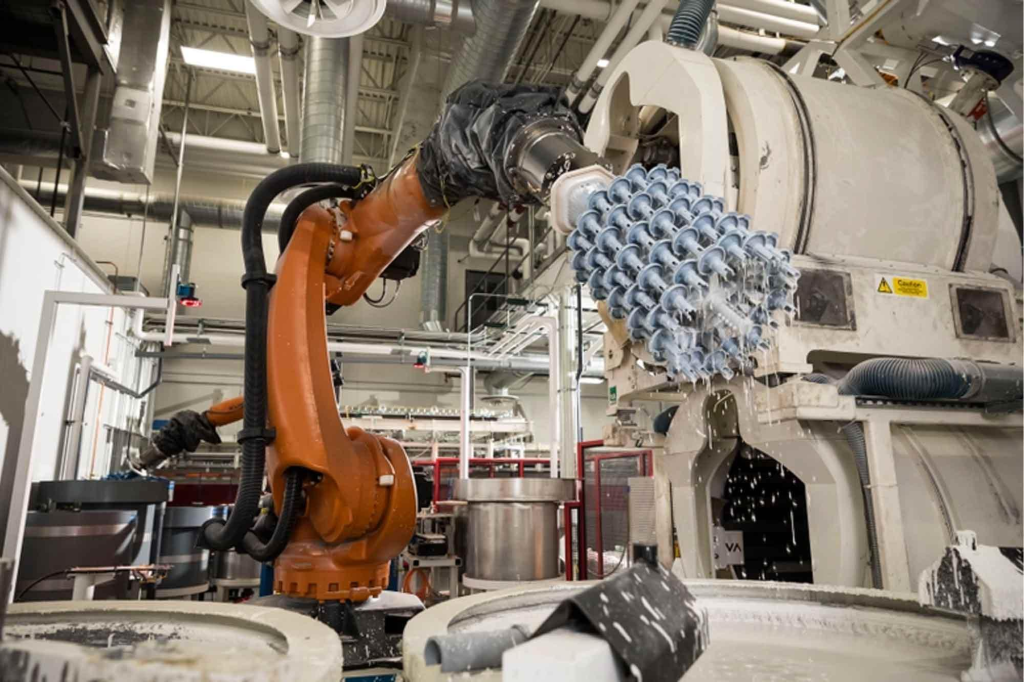
Bâtiment en céramique
Après un trempage dans le mélange céramique, de minuscules grains de sable adhèrent à la surface. Couche par couche, elle s'épaissit au fur et à mesure que chaque couche sèche complètement.
Une seule couche de céramique ne résistera pas à la chaleur du métal liquide - il faut en empiler d'autres jusqu'à ce que le revêtement résiste à une chaleur extrême.
Processus de déparaffinage
Une fois la couche extérieure complètement sèche, la chaleur fait fondre la cire intérieure grâce à de la vapeur sous pression ou à des fours intenses.
La cire liquide sort et forme un espace vide à l'image de la pièce qu'elle entoure.
Préchauffage de la coquille
Le métal fondu s'écoule dans le moule en céramique chaud. La chaleur appliquée à l'avance facilite la coulée tout en protégeant le moule contre les variations soudaines de température.
Pour les pièces présentant des sections étroites ou des détails fins, il est important d'accorder une attention particulière à ce point.
Coulée de métal
Le métal en fusion s'écoule dans la coquille de céramique chaude. Les choix les plus courants sont l'acier au carbone, l'acier inoxydable et les aciers alliés.
La coulée de métal chaud dans le moule permet de capturer des formes fines avec précision.
Refroidissement et solidification
Une fois coulé, le métal commence à durcir dans le moule en céramique. La façon dont il refroidit est importante : un refroidissement trop rapide ou irrégulier peut entraîner la formation de fissures.
Lorsque les choses sont bien réglées, les pièces hydrauliques supportent mieux le stress.
Retrait de la coquille
Une fois le métal entièrement refroidi, les ouvriers retirent l'enveloppe en céramique, soit à la main, soit à l'aide de bains chimiques.
Une fois refroidie, la pièce se détache de ses canaux métalliques. Elle est alors prête pour le traitement de surface.
Opérations de finition
Lisser les choses signifie souvent les rectifier un peu. Les machines peuvent ensuite façonner les pièces. La chaleur peut modifier leur résistance. La vérification de chaque détail vient en dernier.
Même lorsque les pièces sont coulées avec précision, certaines zones clés peuvent nécessiter un façonnage supplémentaire par la suite.
3. Avantages de l'utilisation du moulage à la cire perdue pour la production de vérins hydrauliques
Les fabricants de vérins hydrauliques choisissent souvent le moulage à la cire perdue parce qu'il répond bien à leurs besoins. Cette méthode est plus efficace que les anciennes, tant sur le plan technique qu'économique.
Ce qui compte vraiment apparaît clairement lors de la production de pièces hydrauliques complexes exigeant à la fois durabilité et précision des mesures.
Haute précision dimensionnelle
En partant d'un point précis, le moulage à la cire perdue permet d'obtenir des composants dont les dimensions sont exactes. Grâce à leur précision, il n'est pas nécessaire de les découper ou de les façonner par la suite.
La réduction du nombre d'étapes de fabrication permet de diminuer les dépenses tout en accélérant la vitesse de fabrication des articles.
Surface lisse
Les pièces coulissantes se déplacent plus facilement lorsqu'elles sont bien polies, ce qui réduit la résistance tout en empêchant le liquide de s'échapper.
Le moulage à la cire perdue permet d'obtenir facilement des résultats lisses, de sorte qu'il y a moins de nettoyage à faire par la suite.
Capacité à réaliser des formes complexes
À l'intérieur des vérins hydrauliques, les pièces présentent généralement des formes délicates telles que des canaux pour l'huile, des points d'attache, des coupes le long des surfaces, ainsi que des jantes qui dépassent.
Les modèles façonnés lors du moulage à la cire perdue forment des détails directement dans la pièce, ce qui réduit le nombre de pièces à assembler ultérieurement par soudage.
Flexibilité des matériaux
Le moulage à la cire perdue permet d'obtenir de nombreux métaux techniques utilisés dans les systèmes hydrauliques.
Qu'il s'agisse de besoins à haute pression ou d'environnements difficiles, le choix du matériau dépend de sa capacité à résister à la rouille et à gérer les frottements.
Réduction des déchets matériels
À partir d'un seul bloc, le façonnage des pièces laisse des tas de restes de métal.
Le moulage à la cire perdue permet d'obtenir des pièces proches de leur forme finale, de sorte qu'elles ne nécessitent qu'un travail de découpe minimal par la suite, tout en utilisant les matériaux de manière plus efficace.
Propriétés mécaniques améliorées
Lorsqu'il est bien géré, le moulage à la cire perdue permet de fabriquer des pièces métalliques solides qui résistent aux contraintes.
Traitées une seconde fois, les pièces deviennent plus résistantes, durent plus longtemps sous la contrainte et résistent mieux dans l'ensemble.
Réduction des coûts d'assemblage
Le moulage à la cire perdue permet d'intégrer plusieurs fonctions dans un seul composant.
Moins de composants soudés signifie moins de risques de défaillance, ce qui réduit également le temps d'assemblage.
Une meilleure cohérence de la production
Une fois les moules prêts, chaque nouvelle pièce est pratiquement identique.
Pour les fabricants de vérins hydrauliques qui produisent de grandes séries, la stabilité est très importante.
4. Quels sont les défauts susceptibles d'apparaître lors de l'utilisation du moulage à la cire perdue pour la fabrication de vérins hydrauliques ?

Malgré cela, la fabrication de pièces par moulage à la cire perdue présente des avantages, mais des obstacles se dressent toujours sur le chemin.
En cas de perte de contrôle du processus, des défauts peuvent apparaître - ils peuvent affaiblir les pièces destinées à l'hydraulique. Les performances en matière d'étanchéité peuvent diminuer, tout comme leur durée de vie.
Porosité
Les bulles coincées dans le métal chaud se transforment en minuscules trous une fois qu'il a durci.
À l'intérieur, de minuscules espaces vides se forment à la place des matériaux, ce qui rend les pièces moins résistantes.
Défauts de rétraction
Lorsque le métal perd de la chaleur, il devient plus petit. Des canaux mal formés peuvent emprisonner des vides dans la pièce en cours de solidification.
Les fissures dues au rétrécissement affaiblissent la solidité de l'objet sous l'effet de la contrainte.
Fissures
Un refroidissement trop rapide risque de fissurer le moule sous l'effet de la pression thermique interne.
Les fissures présentent des risques dans les installations alimentées par des fluides, car la pression peut les étirer avec le temps.
Faux pas
Lorsque le métal liquide n'atteint pas complètement toutes les parties du moule, il y a raté.
Lorsque le matériau est coulé trop froid, les défauts apparaissent souvent dans des zones étroites.
Inclusions de surface
Des morceaux de céramique, des restes de scories ou des éléments indésirables peuvent adhérer à l'extérieur du moule.
Les fissures sur l'extérieur peuvent affaiblir l'étanchéité, ce qui réduit la qualité de la pièce.
Variations dimensionnelles
La distorsion de la cire ou la déformation de l'enveloppe peut entraîner des imprécisions dimensionnelles.
Lors de la construction de vérins hydrauliques, une minuscule erreur de taille peut encore empêcher les pièces de s'emboîter correctement.
Déformation
Un refroidissement non uniforme peut déformer la forme de la pièce moulée.
Les formes déformées peuvent nuire aux performances, car les pièces à l'intérieur des cylindres hydrauliques doivent être parfaitement alignées.
Fermeture à froid
Lorsque des flux de métal en fusion se rencontrent mais ne se lient pas complètement, des fermetures à froid se produisent.
Des poches de matière fine se forment pendant la solidification, ce qui réduit la tolérance aux contraintes.
5. Comment garantir la qualité des vérins hydrauliques produits en moulage à la cire perdue ?
Les exigences en matière de haute pression signifient que chaque étape du moulage à la cire perdue doit faire l'objet d'un contrôle rigoureux. Lorsqu'il s'agit de cylindres hydrauliques, la surveillance ne peut pas déraper, même une seule fois.
Du début à la fin, pour obtenir des pièces correctes, il faut surveiller de près chaque choix de matériau. Les niveaux de chaleur doivent faire l'objet d'une attention constante tout au long de la production.
Plusieurs pratiques clés permettent d'améliorer la qualité du moulage et de réduire les défauts de production.
Matières premières de haute qualité
Les métaux défectueux ralentissent le fonctionnement des pièces hydrauliques.
Parce qu'elles répondent à des normes strictes, les matières premières renforcent la robustesse et résistent à la rouille dans le temps.
Optimiser la conception des moules
En partant du bon pied, des portillons bien conçus guident le métal liquide en douceur dans les moules tout en limitant les vides.
De nos jours, de nombreux ateliers de moulage effectuent des tests numériques pour affiner les moules bien avant la fabrication des pièces.
Maintenir un contrôle strict de la température
Le maintien d'une chaleur constante est très important lors de l'injection de la cire, du séchage des coquilles, du réchauffement des moules, ainsi que lors de la coulée du métal.
Le maintien d'une température constante rend les pièces coulées plus uniformes tout en réduisant les défauts.
Effectuer des essais non destructifs
Les défauts intérieurs des pièces de vérins hydrauliques doivent généralement être repérés sans dommage.
Le contrôle des matériaux fait souvent appel à des ondes sonores pour déceler les défauts cachés. Les rayons X permettent de voir à l'intérieur des objets sans les briser.
Effectuer un contrôle dimensionnel
La vérification des pièces de fonderie par rapport aux spécifications s'effectue à l'aide d'outils précis.
Lorsqu'il s'agit de composants complexes de vérins hydrauliques, les machines à mesurer tridimensionnelles interviennent souvent.
Utiliser des niveaux de chaleur corrects
Le fait de chauffer puis de refroidir le métal le rend plus dur, plus résistant lorsqu'il est plié et moins susceptible de se fissurer au fil du temps.
Certains métaux nécessitent des méthodes de chauffage uniques pour mieux fonctionner.
Installer des systèmes de contrôle des processus
Les nouveaux lots sortent sous l'œil attentif des techniciens dans les centres de moulage d'aujourd'hui.
Lorsque les choses commencent à déraper, le contrôle statistique des processus les repère rapidement, ce qui permet de maintenir les résultats à un niveau stable.
Former des travailleurs qualifiés
Des techniciens expérimentés jouent un rôle majeur dans le maintien de la qualité du moulage.
Lorsque quelque chose dérape, des personnes expérimentées le repèrent rapidement et règlent les problèmes bien avant qu'ils ne s'aggravent.
6. Comment choisir le bon fournisseur de moulage à la cire perdue pour vos vérins hydrauliques ?

Le choix d'une bonne fonderie est tout aussi important que le choix du moulage lui-même.
Lorsqu'un fournisseur tient ses promesses, la qualité reste stable. De ce fait, les livraisons arrivent à temps.
Avant de choisir un fournisseur, les fabricants de vérins hydrauliques doivent évaluer plusieurs facteurs importants.
Évaluer l'expérience du secteur
Lorsque les fournisseurs connaissent le domaine de l'hydraulique, ils comprennent comment les matériaux résistent aux contraintes.
Les erreurs sont moins nombreuses lorsque les travailleurs connaissent bien leur domaine.
Vérifier les capacités de fabrication
Certaines fonderies traitent des pièces de grande taille. D'autres s'en tiennent aux petites pièces. Les choix de matériaux diffèrent d'un atelier à l'autre.
Il appartient à l'acheteur de vérifier si le fournisseur répond à ses besoins techniques et de fabrication.
Examiner les certifications de qualité
Certaines fonderies de confiance, certifiées ISO 9001, ont tendance à fournir une qualité constante.
Le respect de ces normes montre que le fournisseur s'en tient à des méthodes de gestion de la qualité bien définies.
Évaluer le soutien technique
L'aide apportée par les ingénieurs facilite souvent la production de pièces moulées.
Un fournisseur qui connaît son métier peut vous guider dans le choix des matériaux, tout en vous aidant à éviter les défauts avant qu'ils ne se produisent.
Examiner l'équipement d'inspection
Des équipements d'inspection avancés améliorent les capacités d'assurance qualité.
Il appartient aux acheteurs de vérifier si le fournisseur procède à des contrôles de taille ainsi qu'à des tests non invasifs.
Pensez à toutes les dépenses de production
Le prix de coulée le plus bas n'est pas toujours la meilleure valeur globale.
Une façon de voir les choses : évaluer le coût des outils par rapport aux machines qui peuvent les faire fonctionner.
Analyser les performances de livraison
La prévisibilité des délais de livraison est l'élément le plus important pour les fabricants de systèmes d'alimentation en fluide.
Un flux régulier commence bien avant que les commandes ne soient expédiées - cela commence par un suivi clair et une programmation intelligente.
Demander un échantillon d'évaluation
La vérification d'une première version permet aux acheteurs de voir si la pièce métallique sera de bonne qualité avant d'en faire des lots.
Le fait de soumettre de véritables pièces hydrauliques à des tests permet de réduire les problèmes d'approvisionnement tout en renforçant la confiance dans les choix d'achat.
Conclusion
Du début à la fin, le moulage à la cire perdue se distingue dans la fabrication de pièces précises pour les vérins hydrauliques. Sa capacité à maintenir des mesures serrées se manifeste clairement dans chaque pièce. Les couches extérieures lisses apparaissent naturellement, nécessitant moins de travail après le formage. La résistance à la contrainte apparaît clairement dans tous les tests.
Pour les pièces qui doivent être alimentées par des fluides, les formes bizarres font souvent de cette méthode un choix judicieux. Les travaux difficiles poussent cette méthode encore plus loin, car les détails comptent autant que la durabilité.
Cependant, pour obtenir une qualité de moulage optimale, il faut contrôler rigoureusement chaque étape. Des yeux habiles doivent vérifier chaque pièce tout au long du processus.
Des poches, des fissures ou de légères erreurs de taille peuvent se glisser si l'on n'y prête pas attention - les pièces hydrauliques ont besoin de résultats réguliers.
Lorsque les entreprises ont besoin de pièces résistantes et précises pour les vérins hydrauliques sans dépenser trop, le choix du moulage à la cire perdue peut s'avérer judicieux, en particulier avec un partenaire fiable qui veille au respect de normes strictes.





