قد يفاجئك ما يحدث أولاً في عملية الصب الاستثماري - معرفة ذلك يساعد في تفسير دوره في صنع أجزاء معدنية دقيقة.
طريقة لتشكيل الأجزاء المعدنية بدقة متناهية - يوفر الصب الاستثماري أسطحاً نظيفة وقياسات محكمة. تُعرف أحياناً باسم طريقة الشمع المفقود، نظراً لأن القوالب تحرر نفسها عن طريق إذابة نماذج الشمع الموجودة بداخلها.
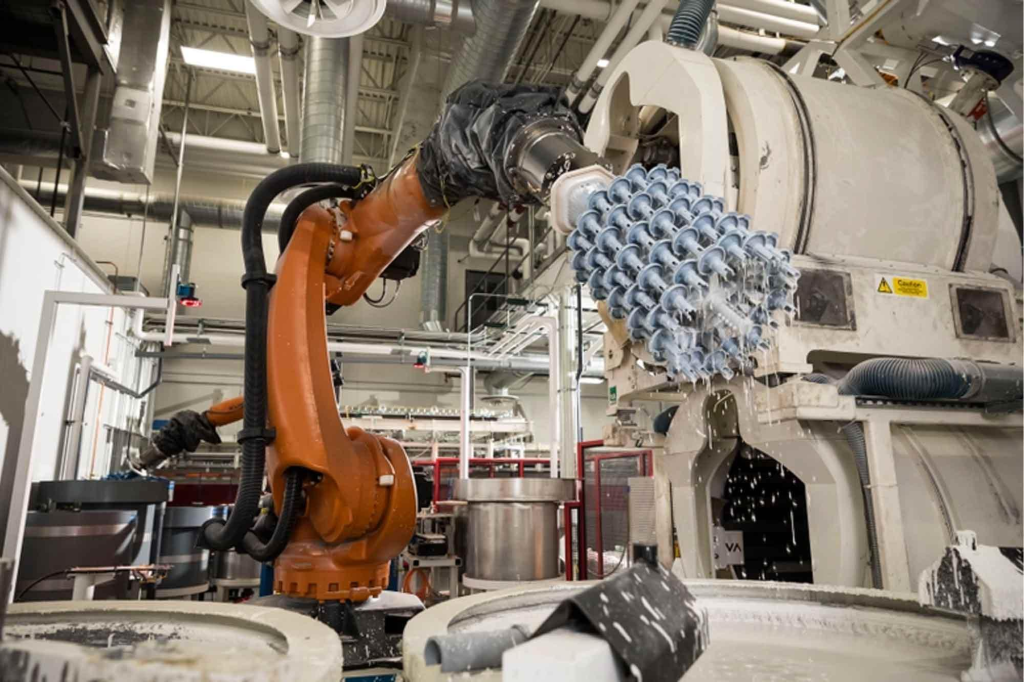
نسخة صغيرة مصنوعة من الشمع تبدأ الأمور. وتلتف حولها طبقات من السيراميك بإحكام، لتكوين غلاف خارجي متماسك ببطء.
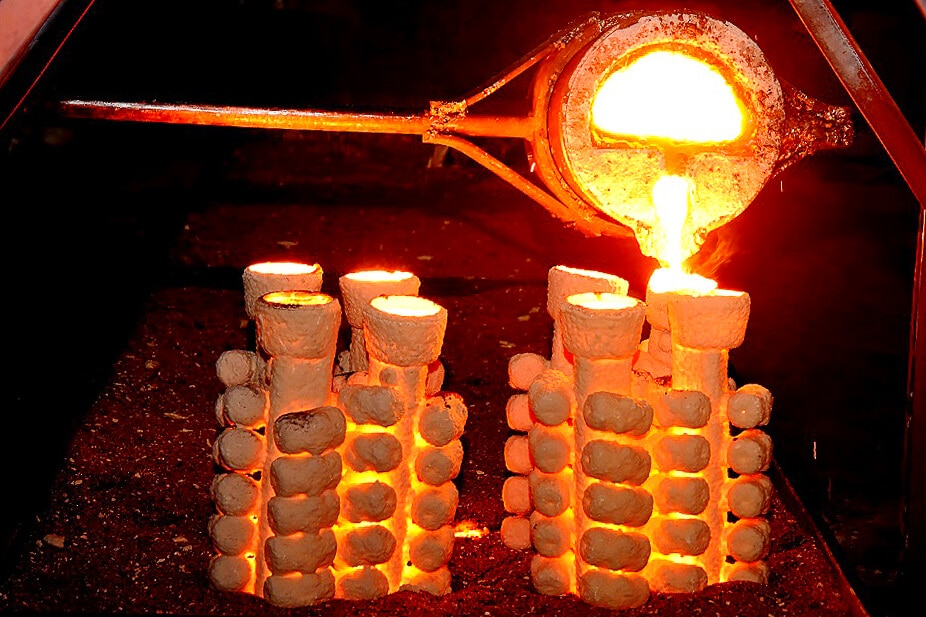
بعد تجميع الغلاف الخزفي، يخرج الشمع - مفسحًا بذلك فراغًا في الداخل. في تلك الفجوة يتدفق المعدن السائل، متخذًا شكل الجزء المقصود.
من المحركات النفاثة إلى الأدوات الجراحية، يظهر الصب الاستثماري حيثما كانت الدقة هي الأهم. وعلى الرغم من أن الأشكال القاسية تتجمع بسلاسة، إلا أن المصانع تعود باستمرار إلى هذه الطريقة في مجالات مثل صناعة السيارات أو استخراج المعادن من الصخور.
تظهر الأغطية الطرفية في وقت مبكر من العملية عند صنع الأسطوانات الهيدروليكية من خلال الصب الاستثماري. وإلى جانبها تأتي أقواس التثبيت التي يتم تشكيلها بنفس الطريقة. وتتبع أغطية الصمامات مساراً مماثلاً أثناء الإنتاج. وتظهر الروافع في وقت لاحق ولكنها تعتمد على تقنيات مماثلة.
تبدأ بشكل مختلف، حيث يعمل الصب الاستثماري على تثبيت الحواف بشكل أقرب من طرق الرمل العادية مع توفير أسطح أكثر سلاسة. فبدلاً من قطع الأشكال من الكتل الصلبة، فإنها توفر المواد الخام عندما تكون الأجزاء صعبة التصميم، كما أنها تخفض ما تدفعه لصنعها.
ميزة إضافية كبيرة؟ إنه يمنح المزيد من الحرية عند التصميم. فبدلاً من العديد من الأجزاء المرتبطة باللحامات، يقوم المهندسون بتجميع العديد من الوظائف في قطعة واحدة يتم تشكيلها معاً، مما يقلل من الخطوات الإضافية لاحقاً.