Table des matières
Le retrait dans le moulage des métaux se produit lentement, détruisant la précision des pièces sans avertissement. Vous êtes probablement ici parce que les pièces finies ne correspondent plus aux spécifications. Les retours des clients ont peut-être augmenté ces derniers temps. Les défauts apparaissent plus souvent qu'auparavant. Les bénéfices diminuent lorsque de bons matériaux finissent à la poubelle. Les incohérences s'accumulent, pièce par pièce.
Imaginez que vous vous promeniez dans un magasin où les articles disparaissent lentement, non seulement par le vol, mais aussi par de petites lacunes qui s'accumulent. Cette perte lente - la démarque inconnue - est plus qu'un simple chiffre sur le papier ; elle affecte durement le travail quotidien. Au lieu de suppositions, des étapes claires en révèlent les racines. Les solutions apparaissent lorsque les schémas se révèlent clairement. C'est là que commencent les vrais résultats.
1. Qu'est-ce que le retrait de la coulée de métal ?

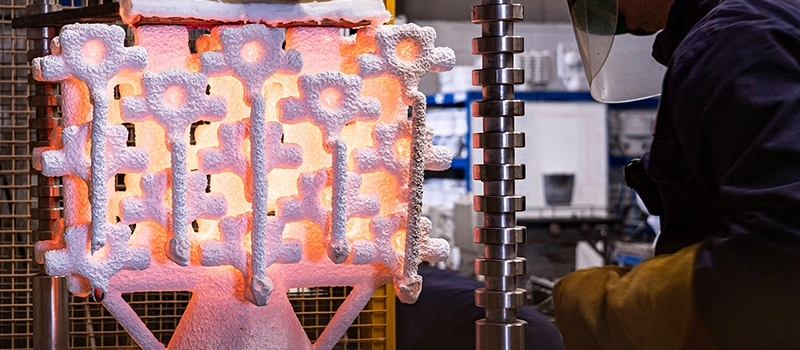
Lorsque le métal chaud se transforme en forme solide, il prend moins de place - un changement normal qui se produit toujours dans les moules. Le refroidissement entraîne une réduction de la taille, ce que l'on ne peut pas arrêter pendant la coulée.
Lorsque le contrôle échoue au cours de ce rétrécissement, les problèmes commencent à se manifester. Il peut s'agir d'espaces vides à l'intérieur, de creux à l'extérieur ou de formes qui manquent leur cible - chacun d'entre eux ayant un impact sur le fonctionnement des choses. Une perte de précision se traduit par des pièces qui ne s'emboîtent pas correctement. Certaines formes peuvent sembler solides, mais présentent des défauts cachés. Même de petites variations de taille peuvent entraîner de gros problèmes par la suite. En l'absence d'une surveillance étroite, le comportement des matériaux introduit des faiblesses. Les formes changent alors qu'elles devraient rester fixes. Des lacunes inattendues apparaissent sans crier gare. Les performances chutent lorsque la structure échoue silencieusement.
Après la coulée, le métal commence à perdre du volume en se refroidissant. Cette première baisse est due aux changements de température pendant qu'il est encore liquide. Ensuite, le passage à l'état solide entraîne une nouvelle réduction de la taille. Ce changement doit être traité avec soin dans le plan de coulée. Enfin, le refroidissement complet entraîne une nouvelle contraction. La gestion de chaque étape implique de modifier la façon dont les pièces sont façonnées et fabriquées.
Un métal peut réagir d'une certaine façon et un autre complètement différemment. Lorsque les alliages d'aluminium refroidissent, ils s'assemblent plus difficilement que la fonte, ce qui rend une manipulation prudente plus importante en fonction de ce que vous travaillez.
2. Pourquoi faut-il se préoccuper du retrait de la coulée des métaux ?
Le rétrécissement dans la coulée des métaux n'est pas seulement un casse-tête pour l'atelier. Le comportement des produits s'en trouve modifié, les dépenses aussi, et les acheteurs en ressentent directement les effets.
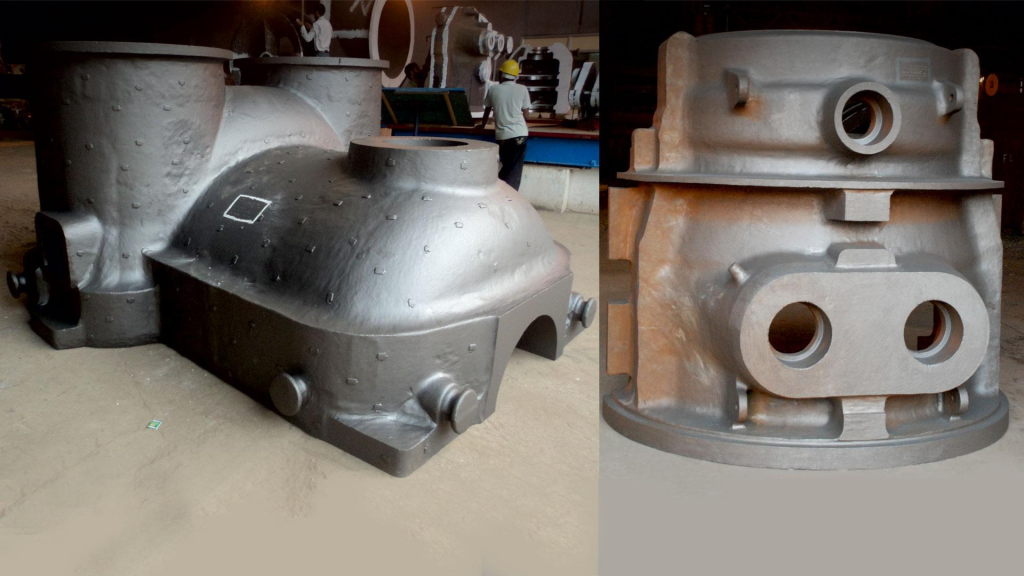
Des lacunes cachées à l'intérieur d'une pièce peuvent l'affaiblir, même si la surface semble en bon état. Une contrainte peut entraîner une rupture ultérieure, simplement parce que des défauts de retrait n'ont pas été détectés lors des contrôles.
Lorsque des pièces pèsent lourd ou affectent la sécurité, les choses deviennent sérieuses. Si un objet se brise en cours d'utilisation, le travail peut s'arrêter, des problèmes juridiques peuvent s'ensuivre, et parfois des personnes sont blessées.
Des étiquettes de prix cachées apparaissent lorsque les matériaux rétrécissent au cours de la fabrication. Les pièces défectueuses font grossir les piles de déchets, les réparations prennent du temps, les contrôles supplémentaires ralentissent les choses - chaque étape augmente les coûts sans prévenir.
Si le fournisseur prend en charge une partie des dépenses, celles-ci se répercutent plus tard, sous la forme de prix plus élevés, de livraisons plus lentes ou d'une uniformité irrégulière des produits.
Une contraction inégale nuit à la précision des dimensions. Lorsque les composants se contractent différemment, ils risquent de ne pas s'aligner correctement lors de l'assemblage, ce qui nécessite un travail de découpe supplémentaire par la suite. De tels changements de taille perturbent l'assemblage des pièces.
Un seul accroc ici fait trembler l'ensemble de l'opération. Des erreurs de taille, même minimes, peuvent par la suite bloquer les chaînes de montage ou entraîner la mise au rebut d'unités plus loin dans le processus.
Qu'est-ce qui compte tout autant ? La fiabilité du processus. Lorsque la rétraction diminue de temps à autre, les différents lots peuvent se révéler inégaux. La qualité change sans prévenir.
La planification devient délicate lorsque les choses changent constamment. Un stock de sécurité plus important peut s'avérer nécessaire. Le temps consacré au contrôle de la qualité pourrait également augmenter.
Lorsque les choses rétrécissent plus que prévu, cela commence à nuire à l'image que les gens ont de vous. Un produit qui se casse à cause d'un mauvais travail de moulage ? C'est vous que l'on blâme, et non l'usine qui l'a fabriqué.
Les coûts augmentent lorsque l'on s'attaque au problème du rétrécissement trop tard dans la fabrication d'une pièce. Les problèmes détectés après la coulée entraînent des dépenses plus élevées que s'ils étaient résolus plus tôt, lors de la planification de l'assemblage des pièces.
3. Pourquoi faut-il se préoccuper du retrait de la coulée des métaux ?
Lorsque vous connaissez les différents types de rétrécissement, il est plus facile de discuter avec les fournisseurs. Il est également possible de détecter les problèmes plus tôt.
Rétrécissement des liquides
Lorsque le métal liquide commence à refroidir, il rétrécit un peu avant de devenir solide. Bien que le changement de taille ne soit pas important, il est important de le réaliser correctement pour remplir complètement le moule.
Si les vannes ne sont pas en place, il est possible de voir des lacunes ou des défauts à la surface. Toutes les installations ne gèrent pas correctement le flux lorsque le chemin est mauvais.
Solidification Rétraction
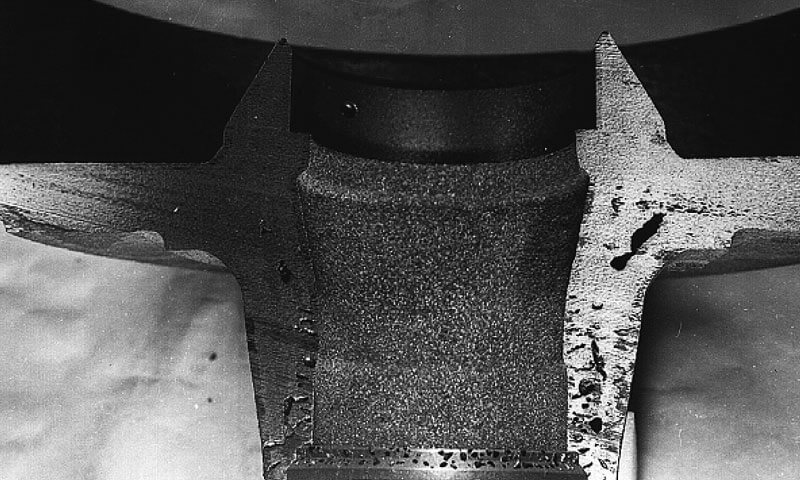
Lorsque le métal passe de l'état liquide à l'état solide, c'est lui qui rétrécit le plus. Ce changement entraîne de nombreux vides à l'intérieur. Ce qui se passe ici façonne ce qui se trouve en dessous.
Les parties les plus épaisses de la pièce commencent à emprisonner de l'air si les élévateurs n'alimentent pas suffisamment le matériau. Des poches cachées apparaissent à cet endroit - difficiles à repérer à moins que quelqu'un ne regarde à l'intérieur.
Rétrécissement solide
Une fois que le métal est devenu complètement solide, il commence à se rétracter. Le refroidissement vers des températures courantes permet à la pièce moulée de se resserrer.
La plupart du temps, les modifications apportées à cet endroit ont une incidence sur la taille et la forme. Si l'on n'en tient pas compte, les pièces peuvent se déformer ou ne pas s'ajuster. Des formes erronées apparaissent lorsque des détails sont négligés.
4. Pourquoi faut-il se préoccuper du retrait de la coulée des métaux ?
La plupart du temps, les défauts de rétrécissement proviennent de l'accumulation de plusieurs problèmes, et non d'une seule erreur. Il est plus facile de repérer les points faibles si l'on parvient à comprendre ce qui les motive. Ce qui se cache derrière la surface pointe souvent directement vers la racine.
Mauvaise conception des portes et des colonnes montantes
Une mauvaise configuration de la porte et de la colonne montante est souvent à l'origine d'un rétrécissement. Lorsque le métal liquide ne se déplace pas correctement pendant le refroidissement, des espaces vides apparaissent à l'intérieur de la pièce moulée. Le métal qui devrait remplir les espaces se bloque trop tôt. Une mauvaise conception bloque l'alimentation au moment où elle est le plus nécessaire.
Une colonne montante bien placée fonctionne mieux si elle reste en fusion suffisamment longtemps. Si le métal à l'intérieur gèle plus tôt que prévu, l'alimentation s'arrête juste au moment où la pièce en demande plus. Le timing est aussi important que l'emplacement.
Taux de refroidissement inégaux
Lorsqu'une partie d'un moulage se solidifie plus rapidement qu'une autre, des tensions se créent à l'intérieur et la contraction est inégale. Là où le matériau s'accumule, le refroidissement traîne en longueur, ce qui favorise la formation de défauts. Un durcissement plus lent dans les zones volumineuses signifie que c'est là que les problèmes se manifestent le plus.
Les trous de rétraction apparaissent lorsque le matériau se refroidit trop rapidement. Un durcissement inégal doit être surveillé de près si l'on veut éviter les défauts.
Température de coulée incorrecte
Un métal plus chaud a tendance à se rétracter davantage lorsqu'il refroidit. Comme la chaleur élevée retarde le durcissement, le matériau tire vers l'intérieur plus longtemps que d'habitude.
Lorsque les températures sont trop basses, le métal risque de ne pas atteindre toutes les parties du moule. En revanche, l'une ou l'autre de ces conditions entraîne des risques de défauts.
Questions relatives à la composition des alliages
Tous les mélanges de métaux ne se comportent pas de la même manière lorsqu'ils refroidissent. Certains s'enfoncent davantage vers l'intérieur à mesure qu'ils durcissent, ce qui nécessite un contrôle plus strict.
Un mauvais choix de métal peut entraîner une contraction plus importante lors de la mise en forme. Le choix des matériaux doit correspondre à la façon dont la pièce sera moulée.
Mauvaise conception du moule et mauvais matériau
La chaleur se déplace différemment dans les moules en fonction de leur matériau. Les moules en sable, par exemple, laissent refroidir les choses plus lentement que les moules en métal.
Lorsque les moules ne sont pas conçus pour guider le refroidissement de la bonne manière, des espaces peuvent se former à l'intérieur du métal. La façon dont un moule est construit fait toute la différence dans son fonctionnement.
Absence de simulation et de planification des processus
La plupart des nouvelles fonderies sont confrontées à la devinette. Lorsque l'on coule sans logiciel, il n'est pas facile de repérer les endroits où le métal va se détacher.
La plupart des défauts apparaissent rapidement lorsque les machines testent d'abord les moules dans le logiciel. Sans cette vérification, les erreurs se répètent, ce qui entraîne une perte de temps et de matériaux.
5. Comment prévenir le rétrécissement dans la coulée des métaux

L'arrêt des pertes commence par la façon dont les choses sont mises en place dès le départ. Il ne s'agit pas de réagir lorsque des problèmes apparaissent, mais plutôt de mettre en place des moyens qui permettent d'éviter tout problème.
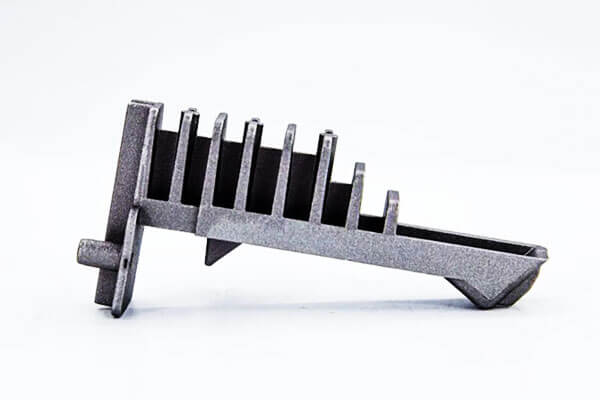
Une colonne montante bien formée fait la différence. Parce qu'elle reste liquide après que la pièce a commencé à geler, elle alimente en matériau supplémentaire là où c'est nécessaire.
Commencez par une extrémité, laissez refroidir petit à petit. Ce chemin se déplace lentement vers l'élévateur. Ce refroidissement permet d'éviter que des poches de rétrécissement ne s'enferment à l'intérieur.
La chaleur de coulée détermine la capacité du métal à se déplacer et à durcir. Rester stable est tout aussi important que de choisir le bon niveau. Ce qui se passe ensuite dépend des deux choix effectués en amont.
Le flux de métal est plus régulier lorsque la configuration de l'injection fonctionne correctement. De ce fait, le moule se remplit uniformément. Moins de chaos dans la coulée signifie moins de défauts dans la pièce finale.
La majeure partie de ce qui se passe à l'intérieur des matériaux reste cachée jusqu'à ce qu'il soit trop tard. Pourtant, les modèles permettent aux constructeurs de voir à l'avance comment les choses s'assemblent.
Les refroidisseurs, utilisés pour gérer le refroidissement, déterminent la façon dont le métal durcit. Lorsque la chaleur s'accumule, il s'ensuit souvent une contraction ; ces outils réduisent ce risque.
La façon dont les produits se rétractent a également son importance. Choisir des métaux qui se comportent comme vous le souhaitez facilite la gestion.
Des techniques telles que les scanners à rayons X permettent de détecter rapidement les défauts cachés. Ainsi, seules les pièces répondant à des normes strictes sont traitées.
Le plus important, c'est de rester stable pendant que l'on fait les choses. Un plan brillant s'effondre lorsque les étapes s'écartent de la bonne voie.
6. Choisir la bonne fonderie : Pourquoi l'expertise compte plus que le prix
Le choix d'une fonderie est plus important qu'on ne le pense. Le coût peut attirer l'attention en premier lieu, mais les surprises ne viennent généralement qu'après.
Parce que certaines fonderies à bas prix manquent de savoir-faire, la gestion de la freinte peut mal se passer. Les erreurs apparaissent lorsque la précision se faufile entre les mailles du filet. Les retards s'insinuent là où le timing est le plus important. La qualité vacille en l'absence d'une surveillance constante.
Certaines fonderies existent depuis suffisamment longtemps pour savoir ce qui fonctionne. Les résultats solides sont le fruit d'une planification minutieuse et non de suppositions. Les moules prennent forme lorsque la connaissance guide chaque coupe. Les systèmes d'alimentation fonctionnent mieux si quelqu'un y a prêté attention au fil du temps. Le refroidissement du métal n'est prévisible que si les schémas se répètent correctement.
Travailler avec des spécialistes permet d'avoir des conversations plus claires. Lorsque vous faites équipe avec une fonderie solide, elle partage ses réflexions - et vous indique souvent des moyens d'améliorer le fonctionnement de votre projet. Leur contribution arrive tôt, permettant de façonner les idées avant que les erreurs ne se multiplient. Vous entendez ce qui compte, directement de la bouche de ceux qui construisent.
Lorsqu'une fonderie vérifie soigneusement son travail, elle montre généralement ce qu'elle sait faire. Celles qui utilisent de meilleures méthodes d'inspection tendent à produire des résultats réguliers.
Qu'est-ce qui compte tout autant ? La manière dont une fonderie gère la contraction. Lorsque ce processus est maîtrisé, la production s'écoule sans arrêts imprévus et les délais de livraison se resserrent naturellement.
Au fil du temps, les compétences permettent de réduire les dépenses globales. Moins d'argent est consacré à la réparation des erreurs, des matériaux gaspillés ou des défauts.
Le plus important n'est pas simplement de trouver quelqu'un pour construire des composants. L'essentiel est de rester en phase avec la façon dont vous les envisagez, et ce de manière cohérente.
Conclusion
Le retrait se produit à chaque fois que le métal est coulé - cela fait partie du processus. Cependant, les défauts ne sont pas obligatoires. Qu'est-ce qui change le résultat ? La rigueur avec laquelle chaque étape est gérée.
La plupart des problèmes commencent à petite échelle, mais ils se développent rapidement si l'on n'y prête pas attention. Lorsque les choix de matériaux ou d'aménagement prennent en compte les risques de réduction dès le début, les résultats s'améliorent discrètement dans les coulisses. Réparer les choses plus tard demande plus de temps et d'argent. Un point de couture économisé n'est jamais perdu. Les petits pas qui précèdent les problèmes ont souvent plus de poids.
Commencez ici - les compétences réelles sont les plus importantes, lorsque des étapes claires guident chaque mouvement, les résultats restent solides au fil du temps. Une fois ces éléments verrouillés, les problèmes de rétrécissement s'estompent au profit d'un bruit de fond au lieu de se faire remarquer.