金属铸造中的收缩不仅仅是车间头疼的问题。产品行为会因此而改变,费用也会随之变化,而买家则会亲身感受到这一结果。.
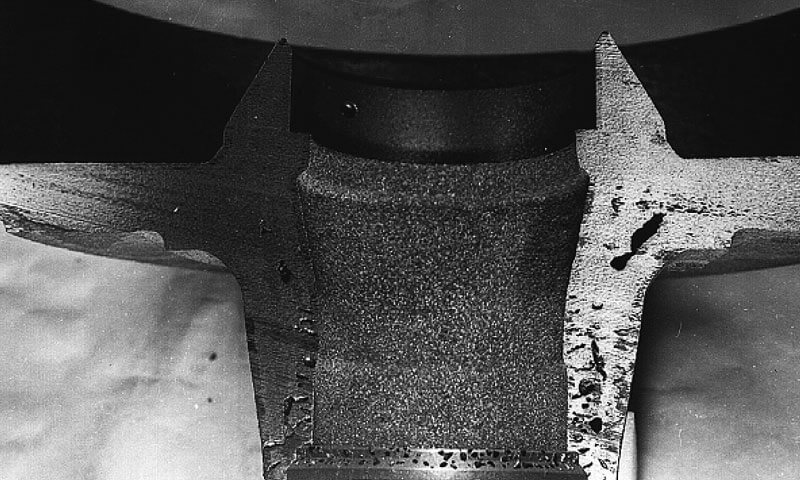
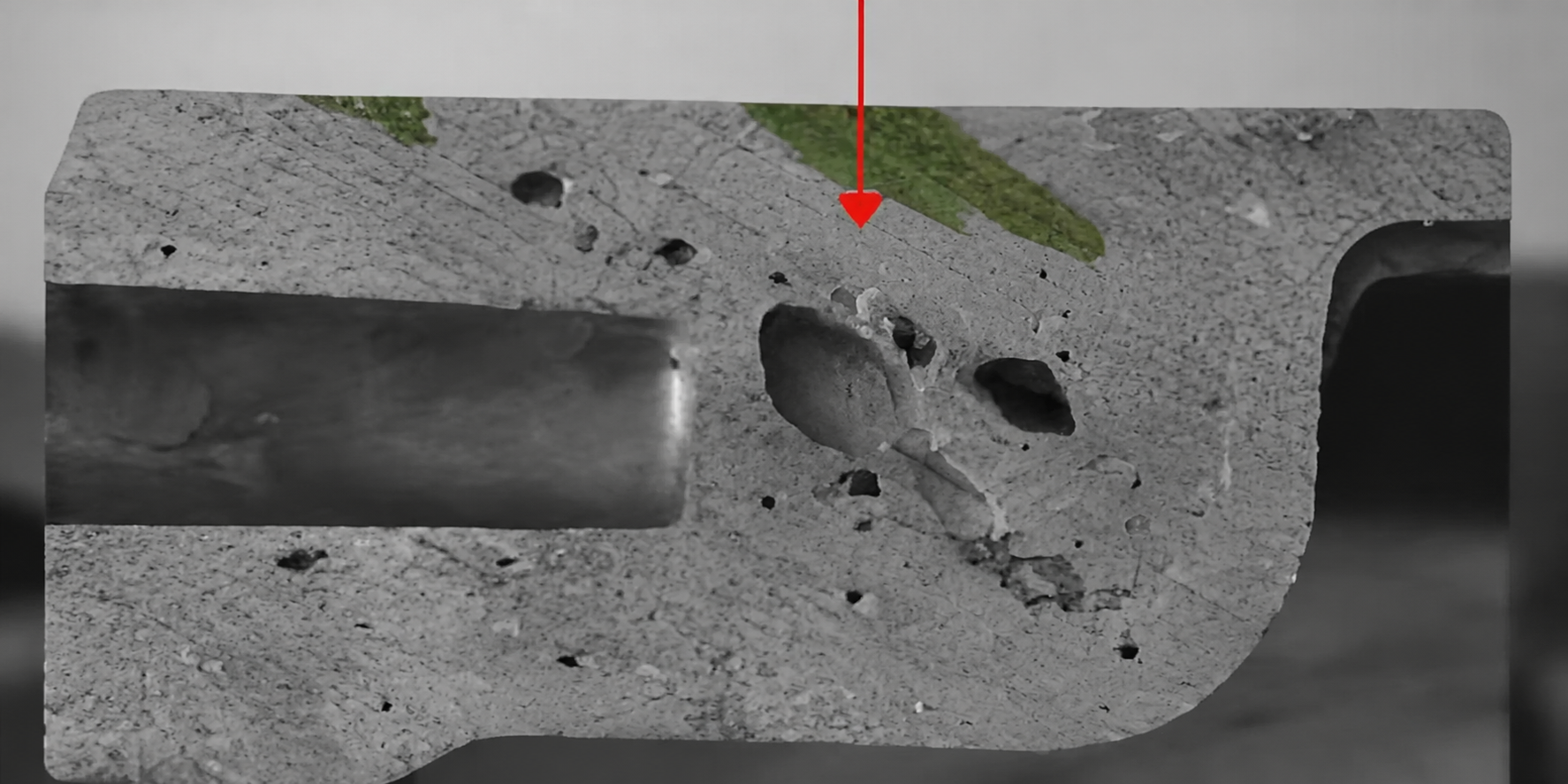
部件内部隐藏的缝隙会削弱部件的强度,即使表面看起来很好。仅仅因为在检查过程中没有发现收缩缺陷,应力就可能导致日后的故障。.
当部件承重或影响安全时,事情就严重了。如果某个部件在使用过程中损坏,工作可能会停止,法律纠纷可能随之而来,有时还会有人受伤。.
当材料在制作过程中缩水时,隐藏的价格标签就会出现。瑕疵品意味着废料堆积,修复需要时间,额外的检查会拖慢进度--每个步骤都会毫无征兆地增加成本。.
如果供应商承担了部分费用,那么这部分费用仍会在日后显现出来--通过提高价格、放慢交货速度或产品一致性等方式。.
收缩不均匀会影响尺寸精度。当部件收缩不一致时,它们在装配时可能无法正确对齐,这就需要在以后进行额外的切割工作。这样的尺寸变化会破坏部件的连接方式。.
这里的一个小插曲就会给整个操作过程带来震动。即使是微小的尺寸错误,也会导致装配线堵塞或报废设备堆积如山。.
同样重要的是什么?工艺的可靠性。如果收缩率时不时出现问题,不同批次的产品就会不均匀。质量会毫无征兆地发生变化。.
当情况不断变化时,计划就会变得棘手。因此,可能需要增加安全库存。检查质量的时间也会增加。.
当东西的缩水程度超出预期时,它就会开始损害人们对你的看法。产品因铸造工艺不佳而损坏?这个责任会落到你的头上,而不是制造它的工厂。.
如果在制造零件时太迟解决缩孔问题,成本就会攀升。在铸造之后才发现的问题,与在计划如何进行组合时及早解决相比,需要更高的成本。.