Daftar Isi
Penyusutan pada pengecoran logam terjadi secara perlahan tanpa disadari, sehingga merusak akurasi komponen tanpa peringatan. Anda mungkin berada di sini karena produk jadi tidak lagi sesuai dengan spesifikasi. Mungkin jumlah pengembalian barang dari pelanggan telah meningkat belakangan ini. Cacat produk kini muncul lebih sering daripada sebelumnya. Laba menyusut ketika bahan berkualitas justru berakhir di tempat sampah. Ketidakkonsistenan pun menumpuk, satu per satu.
Bayangkan Anda sedang berjalan-jalan di sebuah toko di mana barang-barang perlahan menghilang, bukan hanya karena pencurian, melainkan akibat celah-celah kecil yang terus menumpuk. Kehilangan perlahan itu—penyusutan—bukan sekadar angka di atas kertas; hal itu sangat memengaruhi pekerjaan sehari-hari. Alih-alih berasumsi, langkah-langkah yang jelas akan mengungkap akar permasalahannya. Solusi mulai terlihat ketika pola-pola tersebut tampak dengan jelas. Hasil nyata dimulai dari situ.
1. Apa Itu Penyusutan Pengecoran Logam?

Ketika logam panas berubah menjadi bentuk padat, volumenya menjadi lebih kecil—suatu perubahan wajar yang selalu terjadi di dalam cetakan. Proses pendinginan menyebabkan ukuran menjadi lebih kecil, sesuatu yang tidak dapat Anda hentikan selama proses pengecoran.
Ketika pengendalian terlepas selama proses penyusutan ini, masalah mulai muncul. Masalah tersebut bisa berupa ruang kosong di bagian dalam, lekukan di bagian luar, atau bentuk yang tidak sesuai spesifikasi—masing-masing berdampak pada cara kerja produk. Hilangnya presisi di sini mengakibatkan komponen yang tidak pas. Bentuk-bentuk yang tampak kokoh mungkin menyimpan cacat tersembunyi. Bahkan pergeseran ukuran sekecil apa pun dapat menimbulkan masalah besar di kemudian hari. Tanpa pengawasan yang ketat, perilaku material menimbulkan kelemahan. Bentuk berubah di tempat yang seharusnya tetap stabil. Celah tak terduga muncul tanpa peringatan. Kinerja menurun ketika struktur mengalami kegagalan secara diam-diam.
Setelah dituang, logam mulai mengalami penyusutan volume seiring dengan proses pendinginannya. Penyusutan awal ini disebabkan oleh perubahan suhu saat logam masih dalam bentuk cair. Kemudian, proses perubahan menjadi padat menyebabkan penyusutan ukuran lebih lanjut. Perubahan ini memerlukan penanganan yang cermat dalam perancangan pengecoran. Terakhir, pendinginan hingga sepenuhnya selesai menyebabkan penyusutan lebih lanjut. Mengelola setiap tahap tersebut berarti menyesuaikan cara pembentukan dan pembuatan komponen.
Satu logam mungkin bereaksi dengan cara tertentu, sedangkan logam lain bisa bereaksi dengan cara yang sama sekali berbeda. Saat paduan aluminium mendingin, paduan tersebut mengeras lebih kuat daripada besi cor, sehingga penanganan yang hati-hati menjadi lebih penting tergantung pada bahan yang sedang Anda kerjakan.
2. Mengapa Anda Harus Memperhatikan Penyusutan Pengecoran Logam?
Penyusutan pada pengecoran logam bukan sekadar masalah yang merepotkan di bengkel. Perilaku produk pun berubah akibat hal tersebut, biaya pun ikut berubah, sementara pembeli merasakan dampaknya secara langsung.
Celah-celah tersembunyi di dalam suatu komponen dapat melemahkannya, meskipun permukaannya tampak baik-baik saja. Tekanan dapat menyebabkan kerusakan di kemudian hari, hanya karena cacat penyusutan tidak terdeteksi selama pemeriksaan.
Ketika suatu komponen menopang beban atau memengaruhi keselamatan, situasinya menjadi serius. Jika ada bagian yang rusak saat digunakan, pekerjaan bisa terhenti, masalah hukum bisa timbul, dan terkadang ada orang yang terluka.
Biaya tersembunyi muncul ketika bahan menyusut selama proses pembuatan. Bagian yang cacat menyebabkan tumpukan limbah bertambah, perbaikan memakan waktu, dan pemeriksaan tambahan memperlambat proses—setiap langkah menambah biaya tanpa disadari.
Bahkan jika pemasok menanggung sebagian biaya tersebut, dampaknya tetap akan terasa di kemudian hari—melalui harga yang lebih tinggi, pengiriman yang lebih lambat, atau kualitas produk yang tidak konsisten.
Penyusutan yang tidak merata mengganggu ketepatan ukuran. Ketika komponen-komponen menyusut dengan cara yang berbeda-beda, mereka mungkin tidak sejajar dengan benar saat perakitan—sehingga memaksa dilakukannya pemotongan tambahan di kemudian hari. Perubahan ukuran seperti ini mengganggu cara bagian-bagian tersebut disambungkan.
Satu kendala kecil di sini saja sudah cukup untuk menimbulkan guncangan di seluruh proses produksi. Bahkan kesalahan sekecil apa pun pada tahap awal pun nantinya dapat menghambat jalur perakitan atau menumpuk unit yang harus dibuang di tahap selanjutnya.
Apa lagi yang sama pentingnya? Seberapa andalkah proses tersebut. Ketika terjadi penyusutan sesekali, hasil dari batch yang berbeda bisa jadi tidak seragam. Kualitas bisa berubah tanpa peringatan.
Perencanaan menjadi rumit ketika keadaan terus berubah. Hal ini mungkin membuat persediaan pengaman perlu ditambah. Waktu yang dihabiskan untuk memeriksa kualitas pun bisa bertambah.
Ketika suatu hal mengalami penyusutan lebih dari yang diperkirakan, hal itu mulai merusak citra Anda di mata orang lain. Produk yang rusak karena proses pengecoran yang buruk? Tanggung jawabnya akan ditimpakan kepada Anda, bukan kepada pabrik yang memproduksinya.
Biaya akan membengkak jika masalah penyusutan baru ditangani pada tahap yang terlalu terlambat dalam proses pembuatan suatu komponen. Masalah yang terdeteksi setelah proses pengecoran membutuhkan biaya yang lebih tinggi dibandingkan jika diselesaikan sejak dini, saat perencanaan perakitan komponen masih berlangsung.
3. Mengapa Anda Harus Memperhatikan Penyusutan Pengecoran Logam?
Jika Anda memahami berbagai jenis penyusutan, berkomunikasi dengan pemasok pun menjadi lebih mudah. Anda juga bisa mendeteksi masalah lebih cepat.
Penyusutan Cairan
Saat logam cair mulai mendingin, ukurannya akan sedikit menyusut sebelum berubah menjadi padat. Meskipun perubahannya tidak terlalu besar, ketepatan dalam menghitungnya sangat penting agar cetakan terisi penuh.
Jika gerbang-gerbang tersebut dinonaktifkan, Anda mungkin akan melihat celah atau cacat pada permukaannya. Tidak semua konfigurasi dapat menangani aliran dengan benar jika jalurnya salah.
Penyusutan Akibat Pembekuan
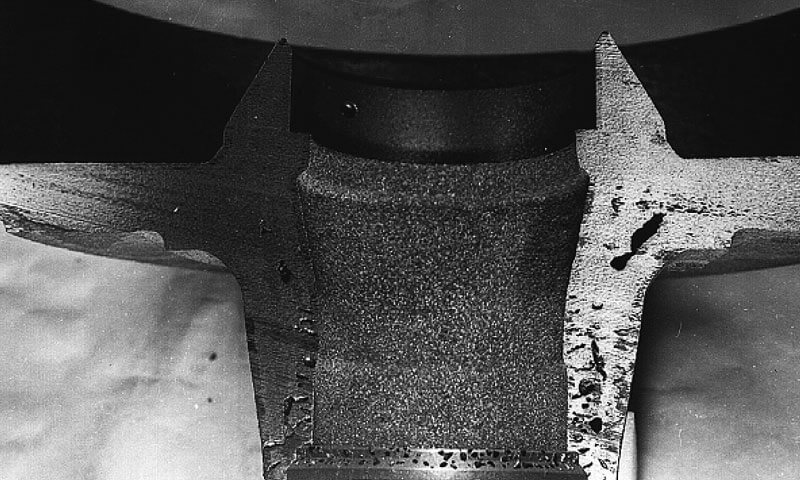
Saat logam berubah dari wujud cair menjadi padat, ia mengalami penyusutan paling besar. Perubahan ini menyebabkan terbentuknya banyak rongga di dalamnya. Apa yang terjadi di sini menentukan apa yang ada di bawahnya.
Bagian-bagian tertebal dari coran mulai terjebak udara jika saluran pengisi tidak menyalurkan bahan yang cukup. Di sana muncul kantong-kantong tersembunyi – sulit dideteksi kecuali jika seseorang memeriksa bagian dalamnya.
Penyusutan Padat
Begitu logam tersebut benar-benar mengeras, ia mulai menyusut. Proses pendinginan hingga mencapai suhu normal membuat bagian cor tersebut menjadi lebih kencang.
Seringkali, perubahan di sini memengaruhi ukuran dan bentuk. Jika diabaikan, bagian-bagiannya bisa bengkok atau tidak pas. Bentuk yang tidak tepat akan muncul jika detail-detailnya terlewatkan.
4. Mengapa Anda Harus Memperhatikan Penyusutan Pengecoran Logam?
Seringkali, masalah penyusutan disebabkan oleh akumulasi beberapa faktor, bukan hanya satu kesalahan. Dengan mengidentifikasi faktor-faktor yang mendasarinya, kita akan lebih mudah menemukan titik-titik lemah. Apa yang tersembunyi di balik permukaan sering kali langsung mengarah ke akar masalahnya.
Desain Gating dan Riser yang Buruk
Pengaturan saluran masuk dan saluran naik yang salah sering kali menyebabkan penyusutan. Ketika logam cair tidak dapat mengalir dengan baik selama proses pendinginan, ruang kosong akan muncul di dalam coran. Logam yang seharusnya mengisi celah-celah tersebut justru tersendat terlalu dini. Desain yang buruk menghambat aliran logam tepat pada saat paling dibutuhkan.
Saluran pengisi yang dipasang dengan tepat akan berfungsi lebih baik jika logam di dalamnya tetap dalam keadaan cair cukup lama. Jika logam di dalamnya mengeras lebih cepat dari yang diharapkan, aliran logam akan terhenti tepat saat bagian tersebut justru membutuhkan lebih banyak logam. Waktu sama pentingnya dengan lokasi.
Laju Pendinginan yang Tidak Merata
Ketika salah satu bagian dari coran mengeras lebih cepat daripada bagian lainnya, tegangan pun meningkat di dalamnya disertai dengan kontraksi yang tidak merata. Di tempat-tempat di mana material menumpuk, proses pendinginan menjadi lebih lambat—sehingga memicu timbulnya cacat. Pengerasan yang lebih lambat pada zona-zona yang tebal berarti masalah paling sering muncul di sana.
Lubang penyusutan muncul di tempat-tempat di mana bahan mendingin terlalu cepat secara alami. Proses pengerasan yang tidak merata perlu diawasi dengan cermat agar cacat tidak muncul.
Suhu Penuangan yang Salah
Logam yang lebih panas cenderung menyusut lebih banyak saat mendingin. Karena panas tinggi memperlambat proses pengerasan, material tersebut mengalami penyusutan ke dalam lebih lama dari biasanya.
Jika suhu turun terlalu rendah, logam mungkin tidak dapat menjangkau seluruh bagian cetakan. Di sisi lain, kedua kondisi tersebut meningkatkan risiko terjadinya cacat.
Masalah Komposisi Paduan
Tidak semua campuran logam berperilaku sama saat mendingin. Beberapa di antaranya mengalami kontraksi ke dalam yang lebih besar saat mengeras, sehingga memerlukan pemantauan yang lebih ketat selama proses tersebut.
Pemilihan logam yang salah dapat menyebabkan penyusutan yang lebih besar selama proses pembentukan. Pemilihan bahan harus disesuaikan dengan cara pengecoran komponen tersebut.
Desain dan Bahan Cetakan yang Buruk
Panas menyebar secara berbeda melalui cetakan, tergantung dari bahan pembuatannya. Ambil contoh cetakan pasir—cetakan tersebut membuat benda-benda mendingin lebih lambat dibandingkan cetakan yang terbuat dari logam.
Jika cetakan tidak dirancang untuk mengarahkan proses pendinginan dengan benar, dapat terbentuk rongga di dalam logam. Cara pembuatan cetakan sangat menentukan seberapa baik kinerjanya.
Kurangnya Simulasi dan Perencanaan Proses
Sebagian besar pabrik pengecoran baru menghadapi kesulitan karena harus mengandalkan tebakan. Saat melakukan pengecoran tanpa perangkat lunak, tidaklah mudah untuk mendeteksi di mana logam akan terlepas.
Sebagian besar cacat terdeteksi sejak dini ketika mesin melakukan pengujian cetakan terlebih dahulu melalui perangkat lunak. Tanpa pemeriksaan tersebut, kesalahan akan terus berulang, sehingga menghabiskan waktu dan bahan baku.
5. Cara Mencegah Penyusutan pada Pengecoran Logam

Penetapan stop loss dimulai dari cara pengaturan yang dilakukan sejak awal. Bukan dengan bereaksi saat masalah muncul—melainkan dengan membangun strategi yang dapat menghindari masalah sejak awal.
Riser yang dirancang dengan baik sangat berpengaruh. Karena tetap dalam bentuk cair setelah bagian tersebut mulai membeku, riser ini menyalurkan bahan tambahan ke tempat yang diperlukan.
Mulailah dari salah satu ujung, biarkan mendingin secara bertahap. Aliran ini bergerak perlahan menuju saluran pengisi. Pendinginan seperti ini mencegah kantong-kantong penyusutan terperangkap di dalamnya.
Suhu saat penuangan menentukan seberapa baik logam mengalir dan mengeras. Menjaga suhu tetap stabil sama pentingnya dengan memilih tingkat panas yang tepat. Apa yang terjadi selanjutnya bergantung pada kedua pilihan yang telah diambil sejak awal.
Aliran logam menjadi lebih lancar jika sistem saluran pengisian berfungsi dengan baik. Karena itu, cetakan terisi secara merata. Semakin sedikit gangguan selama proses penuangan, semakin sedikit pula cacat yang muncul pada produk akhir.
Sebagian besar hal yang terjadi di dalam material tetap tersembunyi hingga sudah terlambat. Namun, model-model tersebut memberi para pembangun gambaran tentang bagaimana segala sesuatunya saling berkaitan jauh sebelum waktunya.
Dingin, yang digunakan untuk mengontrol pendinginan, memengaruhi proses pengerasan logam. Di tempat-tempat di mana panas menumpuk—yang sering diikuti oleh penyusutan—alat-alat ini mengurangi risiko tersebut.
Cara suatu benda menyusut juga penting. Memilih logam yang berperilaku sesuai harapan akan membuat prosesnya lebih mudah dikelola.
Deteksi dini terhadap cacat tersembunyi dilakukan melalui teknik-teknik seperti pemindaian sinar-X. Dengan cara itu, hanya komponen yang memenuhi standar ketatlah yang dilanjutkan ke tahap berikutnya.
Yang terpenting adalah tetap konsisten saat melakukan sesuatu. Rencana yang brilian pun akan berantakan jika langkah-langkahnya menyimpang dari jalur yang seharusnya.
6. Memilih Pabrik Pengecoran yang Tepat: Mengapa Keahlian Lebih Penting daripada Harga
Memilih pabrik pengecoran itu lebih penting daripada yang disadari kebanyakan orang. Biaya mungkin menjadi hal pertama yang menarik perhatian Anda, namun biasanya akan muncul kejutan-kejutan di kemudian hari.
Karena beberapa pabrik pengecoran berbiaya rendah mengalami kesulitan dalam hal keahlian teknis, penanganan penyusutan bisa saja gagal. Kesalahan muncul ketika ketelitian terabaikan. Penundaan mulai terjadi di saat waktu menjadi faktor yang paling krusial. Kualitas menjadi tidak stabil tanpa pengawasan yang konsisten.
Di luar sana, beberapa pabrik pengecoran telah beroperasi cukup lama sehingga tahu apa yang berhasil. Hasil yang memuaskan berasal dari perencanaan yang cermat, bukan sekadar tebak-tebakan. Cetakan terbentuk dengan baik ketika setiap pemotongan dilakukan berdasarkan pengetahuan. Sistem pengumpanan akan berjalan lebih lancar jika ada yang terus memantaunya dari waktu ke waktu. Logam yang sedang didinginkan hanya akan berperilaku sesuai prediksi jika pola-polanya terulang dengan benar.
Bekerja sama dengan para ahli berarti komunikasi yang lebih jelas. Ketika Anda berkolaborasi dengan perusahaan pengecoran yang andal, mereka akan berbagi masukan—sering kali menyoroti cara-cara untuk menyempurnakan desain Anda. Masukan mereka diberikan sejak dini, sehingga membantu membentuk ide-ide sebelum kesalahan berkembang. Anda mendapatkan informasi yang penting, langsung dari mereka yang mengerjakannya.
Ketika sebuah bengkel pengecoran memeriksa hasil kerjanya dengan cermat, hal itu biasanya menunjukkan kemampuan yang dimilikinya. Bengkel-bengkel yang menerapkan metode pemeriksaan yang lebih baik cenderung menghasilkan hasil yang konsisten.
Apa lagi yang sama pentingnya? Seberapa baik sebuah pabrik pengecoran menangani penyusutan. Ketika proses tersebut tetap terkendali, produksi berjalan lancar tanpa terhenti secara tiba-tiba – jadwal pengiriman pun secara alami menjadi lebih ketat.
Seiring berjalannya waktu, keterampilan dapat menekan biaya secara keseluruhan. Uang yang dikeluarkan untuk memperbaiki kesalahan, bahan yang terbuang, atau cacat produk pun menjadi lebih sedikit.
Yang paling penting bukanlah sekadar mencari seseorang untuk membuat komponen-komponen tersebut. Yang sesungguhnya penting adalah tetap selaras dengan visi Anda mengenai komponen-komponen tersebut—secara konsisten.
Kesimpulan
Penyusutan terjadi setiap kali logam dicetak—itu memang sudah menjadi bagian dari prosesnya. Namun, hal itu tidak selalu berarti akan timbul cacat. Apa yang menentukan hasilnya? Seberapa ketat setiap tahap proses dikelola.
Sebagian besar masalah bermula dari hal-hal kecil, namun akan berkembang pesat jika diabaikan. Ketika risiko penyusutan sudah dipertimbangkan sejak awal dalam pemilihan bahan atau tata letak, hasilnya akan membaik secara perlahan di balik layar. Memperbaiki masalah di kemudian hari justru akan menghabiskan lebih banyak waktu dan biaya. Sebuah jahitan yang dilakukan sejak dini takkan pernah bocor. Langkah-langkah kecil yang diambil sebelum masalah muncul seringkali memiliki dampak yang paling besar.
Mulailah dari sini – keterampilan yang sesungguhnya adalah yang paling penting; ketika setiap langkah dipandu oleh petunjuk yang jelas, hasilnya akan tetap konsisten seiring berjalannya waktu. Dengan fondasi tersebut sudah kokoh, masalah-masalah kecil akan sirna menjadi hal yang sepele, bukan lagi menjadi sorotan.





