Оглавление
Усадка при литье металлов подкрадывается медленно, разрушая точность деталей без предупреждения. Возможно, вы здесь потому, что готовые изделия больше не соответствуют спецификации. Возможно, в последнее время участились случаи возврата продукции заказчиками. Дефекты появляются чаще, чем раньше. Прибыль уменьшается, когда хороший материал попадает в корзину. Несоответствия накапливаются, деталь за деталью.
Представьте себе, что вы идете по магазину, где вещи медленно исчезают, но не из-за кражи, а из-за того, что накапливаются небольшие недостачи. Эти медленные потери - усушка - не просто цифры на бумаге; они сильно бьют по ежедневной работе. Вместо предположений четкие шаги позволяют выявить ее корни. Решения появляются, когда закономерности становятся очевидными. Реальные результаты начинаются именно с этого.
1. Что такое усадка при литье металла?

Когда горячий металл превращается в твердую форму, он занимает меньше места - это нормальное изменение, которое всегда происходит в формах. Охлаждение приводит к уменьшению размеров, что невозможно остановить во время литья.
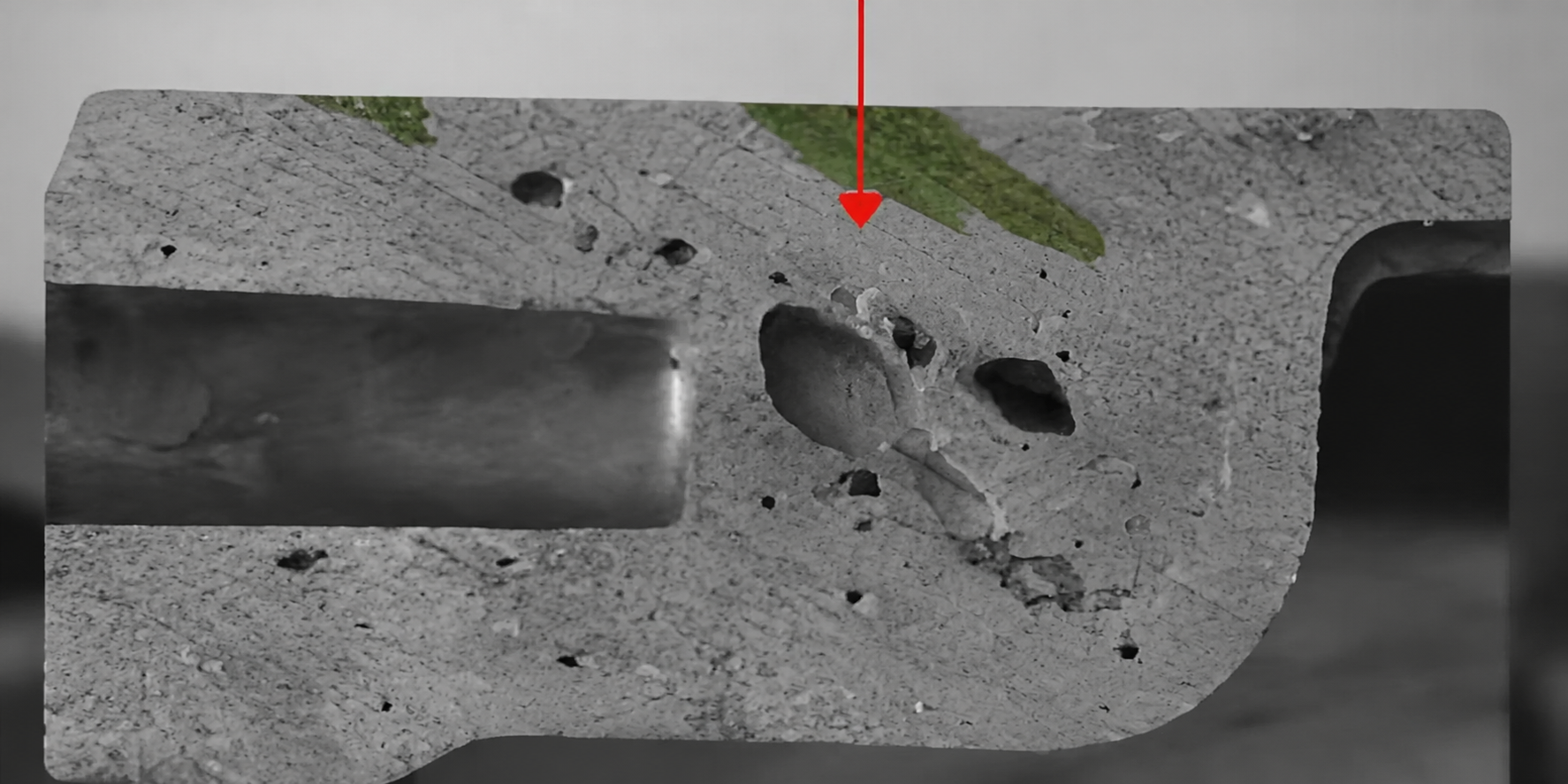
Когда во время усадки контроль ослабевает, начинают проявляться проблемы. Это могут быть пустые пространства внутри, впадины снаружи или неправильные формы - все это влияет на работу изделия. Потеря точности приводит к неправильной подгонке деталей. Какие-то формы могут выглядеть цельными, но нести в себе скрытые недостатки. Даже небольшие изменения в размерах могут впоследствии привести к большим проблемам. Без жесткого контроля поведение материала приводит к появлению слабых мест. Формы меняются там, где они должны оставаться неподвижными. Неожиданные зазоры появляются без предупреждения. Производительность падает, когда структура беззвучно выходит из строя.
После заливки металл начинает терять объем по мере остывания. Первое уменьшение происходит из-за изменения температуры, когда металл еще находится в жидком состоянии. Затем превращение в твердое тело приводит к очередному уменьшению размера. Этот сдвиг требует тщательной обработки при компоновке отливки. Наконец, полное охлаждение приводит к еще большему уменьшению. Управление каждым этапом означает изменение формы и способа изготовления деталей.
Один металл может реагировать одним образом, другой - совершенно иначе. Когда алюминиевые сплавы остывают, они соединяются сильнее, чем чугун, поэтому осторожность в обращении с ними зависит от того, с чем вы работаете.
2. Почему вы должны заботиться об усадке литья металлов?
Усадка при литье металлов - это не просто головная боль для цеха. Из-за нее меняется поведение продукта, меняются расходы, а покупатели ощущают результат на собственном опыте.
Скрытые зазоры внутри детали могут ослабить ее, даже если поверхность выглядит хорошо. Напряжение может привести к поломке позже, просто потому что дефекты усадки остались незамеченными при проверке.
Когда детали выдерживают вес или влияют на безопасность, все становится серьезным. Если что-то ломается в процессе эксплуатации, работа может остановиться, могут возникнуть юридические проблемы, а иногда и пострадать люди.
Скрытые ценники появляются, когда материалы уменьшаются в процессе изготовления. Неисправные детали приводят к увеличению количества отходов, исправление требует времени, дополнительные проверки замедляют работу - каждый шаг увеличивает стоимость без предупреждения.
Если поставщик берет на себя часть расходов, они все равно проявляются позже - в виде более высоких цен, медленной доставки или нестабильного качества продукции.
Неравномерная усадка нарушает точность размеров. Когда компоненты сжимаются по-разному, они могут не совпадать при сборке, что заставляет впоследствии выполнять дополнительную резку. Подобные сдвиги размеров нарушают процесс соединения деталей.
Одна заминка здесь вызывает дрожь во всем производстве. Даже крошечные ошибки в размерах впоследствии засоряют сборочные линии или накапливают бракованные узлы.
Что имеет не меньшее значение? Насколько надежен процесс. Если усадка время от времени дает сбои, разные партии могут получиться неравномерными. Качество меняется без предупреждения.
Планирование становится сложным, когда ситуация постоянно меняется. Из-за этого может потребоваться больший запас прочности. Время, затрачиваемое на проверку качества, тоже может увеличиться.
Когда вещи уменьшаются больше, чем ожидалось, это начинает портить представление людей о вас. Продукт, который ломается из-за плохой работы литейщиков? Вину за это возложат на вас, а не на фабрику, которая его изготовила.
Затраты возрастают, когда проблема усадки решается слишком поздно при изготовлении детали. Проблемы, выявленные после литья, требуют больших затрат по сравнению с их решением на ранних этапах, при планировании совместной работы.
3. Почему вы должны заботиться об усадке литья металлов?
Когда вы знаете о различных видах усадки, разговаривать с поставщиками становится проще. Также становится возможным более раннее обнаружение проблем.
Жидкая усадка
Когда жидкий металл начинает остывать, он немного сжимается, прежде чем стать твердым. Хотя изменение размера не очень велико, правильная усадка важна для полного заполнения формы.
Если ворота не работают, на поверхности могут появиться зазоры или дефекты. Не каждая установка справляется с потоком, если путь не тот.
Затвердевание Усадка
Когда металл переходит из жидкого состояния в твердое, он сжимается сильнее всего. Этот сдвиг приводит к образованию множества пустот внутри. То, что происходит здесь, формирует то, что находится под ним.
Самые толстые части отливки начинают задерживать воздух, если стояки не подают достаточно материала. Там появляются скрытые карманы - их трудно обнаружить, если только не заглянуть внутрь.
Твердая усадка
Когда металл становится полностью твердым, он начинает сжиматься. При охлаждении до обычных температур литая деталь становится более плотной.
Чаще всего изменения здесь влияют на размер и форму. Если их не учитывать, детали могут погнуться или не подойти по размеру. Неправильные формы появляются, когда детали упускаются из виду.
4. Почему вы должны заботиться об усадке литья металлов?
Чаще всего недостатки усадки возникают из-за нескольких проблем, а не из-за одной ошибки. Выяснив, что их порождает, легче обнаружить слабые места. То, что скрывается за поверхностью, часто указывает прямо на корень.
Плохое проектирование проходов и направляющих
Неправильная установка литников и стояков часто приводит к усадке. Когда жидкий металл не может двигаться должным образом во время охлаждения, внутри отливки появляются пустые пространства. Металл, который должен заполнить пустоты, застревает слишком рано. Плохая конструкция блокирует подачу именно тогда, когда она больше всего необходима.
Хорошо расположенный стояк работает лучше, если он остается расплавленным достаточно долго. Если металл внутри застынет раньше времени, подача прекратится как раз тогда, когда деталь потребует большего. Время имеет такое же значение, как и расположение.
Неравномерная скорость охлаждения
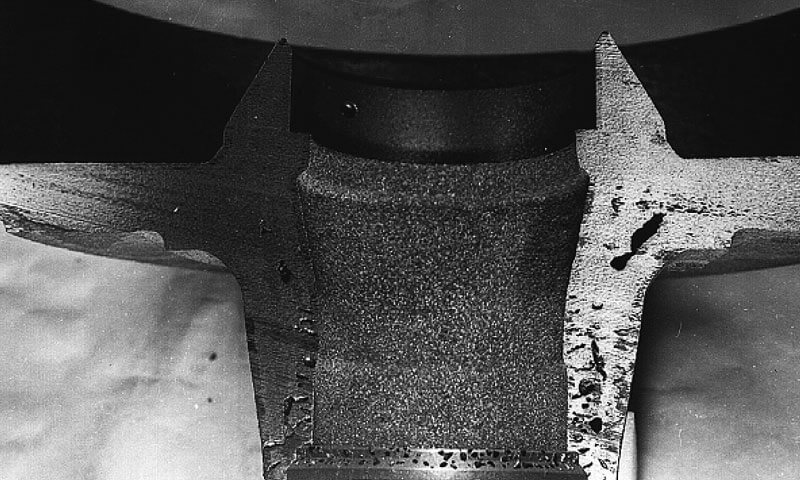
Когда одна часть отливки застывает быстрее другой, внутри возникает напряжение и неравномерное сжатие. Там, где материал скапливается, охлаждение затягивается, что способствует образованию дефектов. Замедленное затвердевание в объемных зонах означает, что проблемы проявляются именно там.
Усадочные отверстия появляются там, где материал остывает слишком быстро сам по себе. За неравномерностью затвердевания нужно внимательно следить, чтобы не допустить появления дефектов.
Неправильная температура заливки
Более горячий металл имеет тенденцию сжиматься сильнее по мере остывания. Поскольку высокая температура задерживает затвердевание, материал тянется внутрь дольше, чем обычно.
При слишком низких температурах металл может не достичь всех частей формы. С другой стороны, любое из этих условий повышает риск брака.
Вопросы состава сплава
Не все металлические смеси ведут себя одинаково при охлаждении. Некоторые из них при затвердевании сильнее тянутся внутрь, что требует более строгого контроля.
Неправильный выбор металла может привести к большей усадке при формовке. Выбор материалов должен соответствовать тому, как будет отливаться деталь.
Плохая конструкция и материал пресс-формы
Тепло по-разному проходит через формы в зависимости от того, из чего они сделаны. Например, песочные - они медленнее остывают по сравнению с металлическими.
Если формы не имеют правильной формы для направления охлаждения, внутри металла могут образовываться пустоты. От того, как изготовлена форма, зависит, насколько хорошо она будет работать.
Отсутствие моделирования и планирования процессов
Большинство новых литейных предприятий борются с догадками. При литье без программного обеспечения определить место, где металл будет отходить, не так-то просто.
Большинство дефектов проявляется на ранних стадиях, когда машины сначала тестируют отливки в программном обеспечении. Без такой проверки ошибки продолжают возвращаться, расходуя время и материалы.
5. Как предотвратить усадку при литье металла

Остановка потерь начинается с того, как все устроено с самого начала. Не реагируйте на появление проблем - вместо этого создайте способы, которые позволят избежать неприятностей.
Правильная форма стояка имеет большое значение. Поскольку он остается жидким после того, как деталь начинает застывать, он подает дополнительный материал туда, где это необходимо.
Начните с одного конца, дайте ему постепенно остыть. Эта дорожка медленно продвигается в стояк. Такое охлаждение предотвращает образование усадочных карманов внутри.
Заливка тепла определяет, насколько хорошо движется и затвердевает металл. Устойчивость имеет не меньшее значение, чем выбор правильного уровня. То, что произойдет дальше, зависит от обоих вариантов, сделанных на ранних этапах.
При правильной установке литников поток металла становится более плавным. Благодаря этому форма заполняется равномерно. Меньше хаоса при заливке означает меньше дефектов, проявляющихся в готовом изделии.
Большая часть того, что происходит внутри материалов, остается скрытой, пока не становится слишком поздно. Однако модели дают строителям возможность заранее понять, как все это сочетается.
Холодильники, используемые для управления охлаждением, определяют процесс затвердевания металла. Там, где накапливается тепло, часто происходит усадка - эти инструменты снижают этот риск.
То, как материал сжимается, тоже имеет значение. Выбор металлов, которые ведут себя так, как вы ожидаете, облегчает управление.
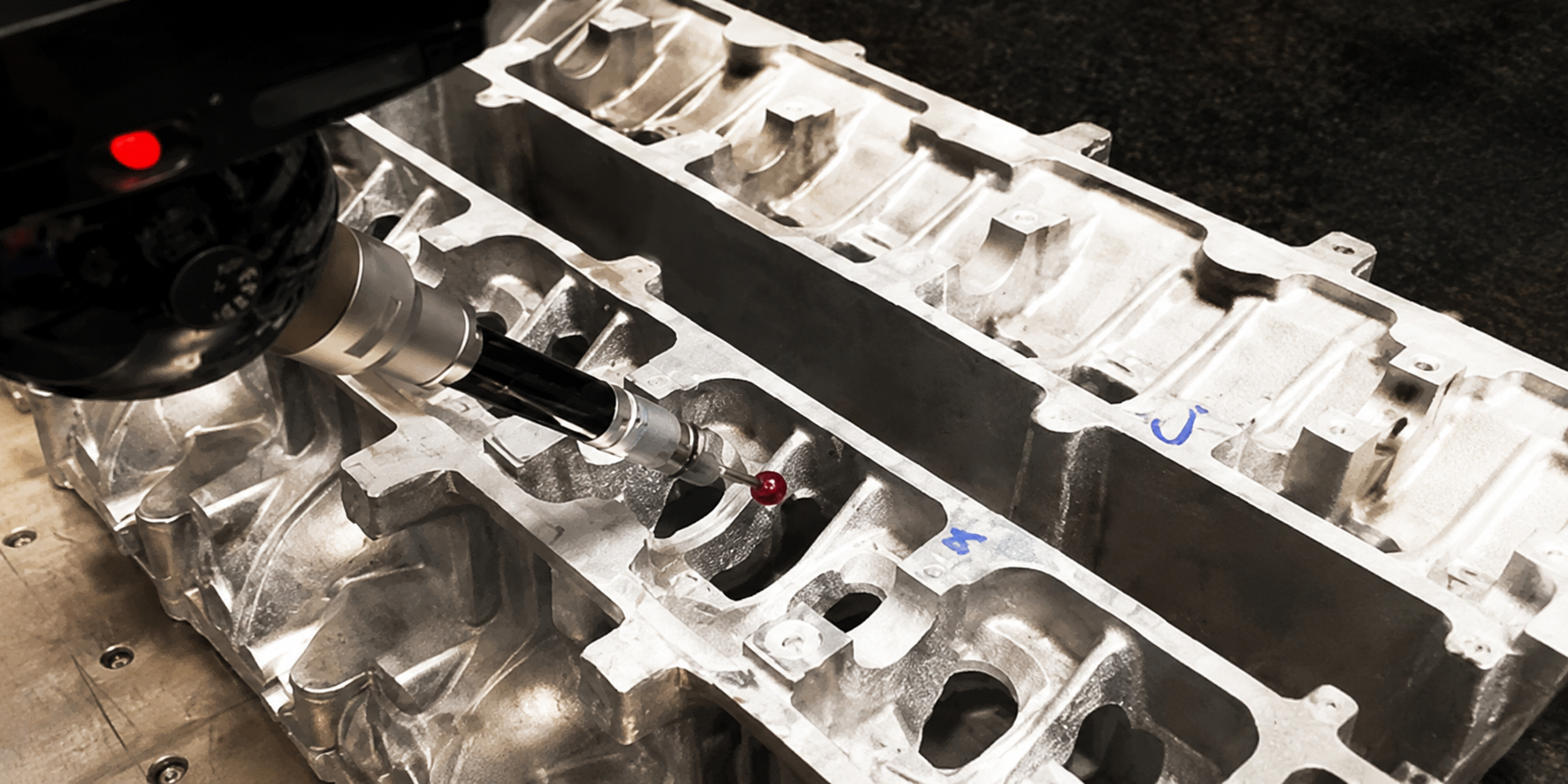
Раннее обнаружение скрытых дефектов происходит с помощью таких методов, как рентгеновское сканирование. Таким образом, дальше идут только экземпляры, соответствующие строгим стандартам.
Самое главное - сохранять стабильность во время создания вещей. Блестящий проект рассыпается, когда шаги сбиваются с пути.
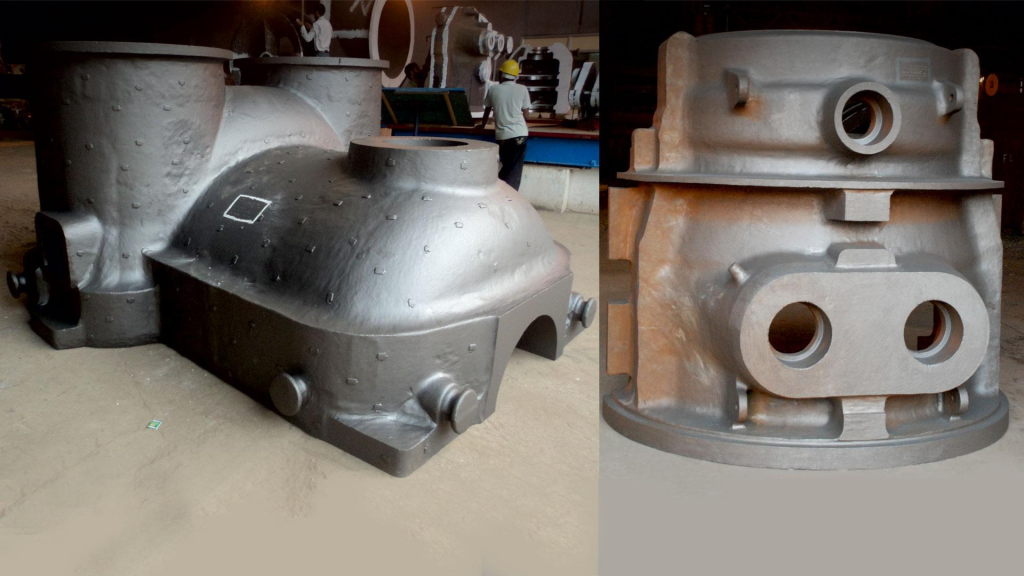
6. Выбор правильного литейного завода: Почему опыт имеет большее значение, чем цена
Выбор литейной мастерской имеет большее значение, чем многие думают. Сначала в глаза бросается стоимость, но потом обычно следуют сюрпризы.
Поскольку некоторые бюджетные литейные предприятия испытывают трудности с ноу-хау, работа с усадкой может пойти не так. Ошибки возникают, когда точность ускользает от внимания. Задержки возникают там, где время имеет наибольшее значение. Качество шатается без постоянного надзора.
Некоторые литейные производства существуют достаточно давно, чтобы знать, что работает. Надежные результаты получаются благодаря тщательному планированию, а не догадкам. Формы обретают форму, когда знания направляют каждый рез. Системы подачи работают лучше, если кто-то долгое время уделял им внимание. Остывающий металл ведет себя предсказуемо только в том случае, если шаблоны повторяются правильно.
Работа со специалистами означает более четкое обсуждение. Когда вы сотрудничаете с надежным литейным заводом, они делятся своими мыслями, часто указывая на то, как сделать ваш дизайн лучше. Они вносят свой вклад на ранних этапах, формируя идеи до того, как вырастут ошибки. Вы слышите то, что важно, прямо от тех, кто это создает.
Когда литейщик тщательно проверяет свою работу, он обычно показывает, на что способен. Те, кто использует более эффективные способы проверки, обычно добиваются стабильных результатов.
Что имеет не меньшее значение? То, насколько хорошо литейное производство справляется с усадкой. Когда этот процесс находится под контролем, выпуск продукции идет без неожиданных остановок - окна поставок увеличиваются естественным образом.
Со временем мастерство снижает общие расходы. Меньше денег уходит на исправление ошибок, неиспользованных материалов или дефектов.
Самое главное - не просто найти человека, который создаст компоненты. Последовательное следование тому, как вы их представляете, - вот в чем суть.
Заключение
Усадка происходит каждый раз, когда металл отливается - это просто часть процесса. Тем не менее, дефекты не обязательно должны быть. Что меняет результат? То, насколько тщательно контролируется каждый этап.
Большинство проблем начинается с малого, но без внимания они быстро растут. Когда при выборе материалов или планировки учитываются уменьшающиеся риски на ранней стадии, результаты улучшаются незаметно. Позднее исправление проблем отнимает больше времени и денег. Сэкономленные деньги никогда не пропадут. Маленькие шаги, опережающие неприятности, часто имеют наибольший вес.
Начните с этого - настоящее мастерство важнее всего, когда каждый шаг сопровождается четкими шагами, а результаты сохраняются на протяжении долгого времени. Когда все эти детали зафиксированы, проблемы с сокращением производства исчезают, превращаясь в фоновый шум, вместо того чтобы выделяться.