Оглавление
Прочные материалы имеют значение, как и точный размер. Уплотнения должны быть надежными, поскольку протечки ослабляют всю конструкцию. Долговечность всегда связана с продуманным выбором конструкции.
В современном производстве металлов литье по выплавляемым моделям занимает особое место. Хотя существует множество технологий, эта становится все более распространенной с каждым годом. Поскольку она так хорошо справляется с детализацией форм, фабрики часто выбирают ее вместо альтернативных вариантов. Благодаря отсутствию необходимости в дополнительной резке или формовке, время на все проекты экономится. В результате получаются детали, которые точно соответствуют дизайну без лишних хлопот.
1. Что такое инвестиционное литье?

То, что происходит сначала в процессе литья по выплавляемым моделям, может вас удивить - знание этого помогает объяснить его роль в изготовлении точных металлических деталей.
Способ очень точного формирования металлических деталей - литье по выплавляемым моделям - обеспечивает чистые поверхности и точные размеры. Иногда его называют методом потерянного воска, поскольку формы освобождаются, расплавляя находящиеся в них восковые модели.
Небольшой экземпляр из воска начинает работу. Вокруг него плотно укладываются слои керамики, постепенно создавая прочный внешний корпус.
После того как керамический корпус застывает, воск вынимается, освобождая пространство внутри. В это пространство попадает жидкий металл, принимая форму задуманной детали.
От реактивных двигателей до хирургических инструментов - литье по выплавляемым моделям проявляется там, где точность имеет наибольшее значение. Несмотря на то что сложные формы получаются гладкими, заводы продолжают возвращаться к этому методу в таких областях, как производство автомобилей или добыча минералов из горных пород.
Торцевые крышки появляются в самом начале процесса изготовления гидравлических цилиндров методом литья по выплавляемым моделям. Вместе с ними появляются монтажные кронштейны, сформированные тем же методом. Корпуса клапанов проходят аналогичный путь в процессе производства. Кливисы появляются позже, но в их производстве используются идентичные технологии.
Литье по выплавляемым моделям обеспечивает более плотное прилегание кромок, чем обычные песчаные методы, и более гладкую поверхность. Вместо того, чтобы вырезать формы из цельных блоков, это экономит сырье, когда детали имеют сложную конструкцию, а также снижает стоимость их изготовления.
Один большой плюс? Это дает больше свободы при проектировании. Вместо нескольких деталей, соединенных сварными швами, инженеры вписывают множество функций в одну деталь, которая скрепляется литьем, что сокращает дополнительные шаги в дальнейшем.
2. Подробная разбивка этапов процесса литья по выплавляемым моделям

Один из способов понять, почему литье по выплавляемым моделям помогает в изготовлении гидравлических цилиндров, - это пройтись по каждой части их конструкции.
От начала и до конца каждый этап определяет, насколько хорошо гидравлическая деталь работает, сохраняет свои размеры и выдерживает нагрузки. Точность снижается, если хоть одна деталь не работает.
Создание узоров
Из неподвижности возникает восковая копия, идентичная готовой гидравлической детали. Внутри стальной формы расплавленный воск течет, когда давление проталкивает его через тщательно выверенные настройки.
Самое главное, насколько точной получилась восковая модель - каждая мельчайшая деталь точно так же проявляется в готовом слепке.
Восковая сборка
Одна за другой каждая восковая фигура приобретает форму, а затем соединяется с главным стеблем из воска - такая конструкция называется деревом. Сгруппированные в кластеры, формы готовятся к массовой обработке.
Построенный таким образом, он позволяет быстрее изготавливать детали и при этом тратить меньше средств на их производство.
Здание из керамической оболочки
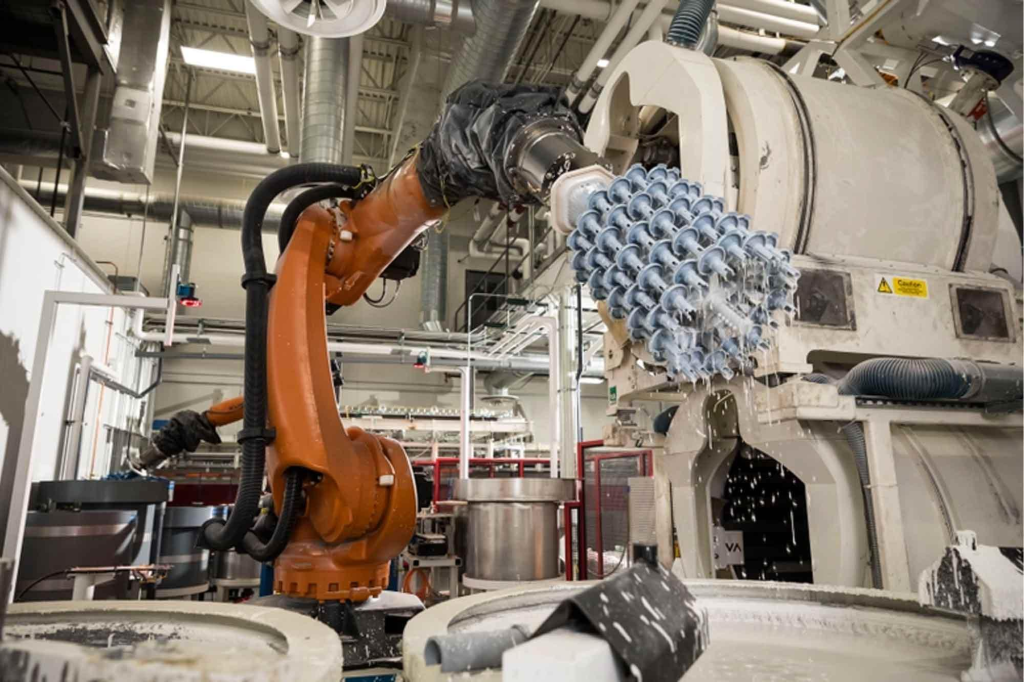
После одного окунания в керамическую смесь мельчайшие песчинки прилипают к поверхности. Слой за слоем он утолщается по мере того, как каждый слой полностью высыхает сам по себе.
Один слой керамики не выдержит нагрева жидким металлом - нужно укладывать больше, пока покрытие не станет устойчивым к экстремальному нагреву.
Процесс депарафинизации
Когда внешний слой полностью высохнет, тепло расплавит внутренний воск с помощью пара под давлением или интенсивной печи.
Жидкий воск выходит наружу, образуя пустое пространство, по форме напоминающее деталь, которую он окружал.
Предварительный нагрев оболочки
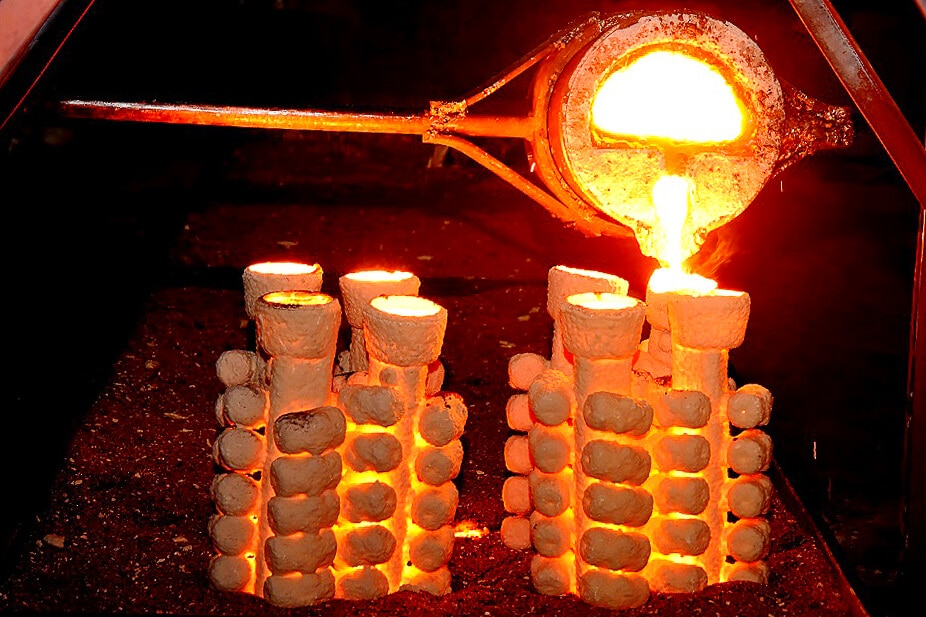
В теплую керамическую форму заливается расплавленный металл. Заранее поданное тепло делает процесс заливки более плавным, а также защищает форму от резких перепадов температуры.
Для изделий с узкими участками или мелкими деталями очень важно уделить этому особое внимание.
Заливка металла
В теплую керамическую оболочку заливается расплавленный металл. Обычно выбирают углеродистую, нержавеющую и легированную сталь.
Заливая горячий металл в форму, вы точно передаете тонкие формы.
Охлаждение и затвердевание
После заливки металл начинает затвердевать в керамической форме. Важно, как он остывает - слишком быстро или неравномерно, и могут образоваться трещины.
Когда все настроено правильно, гидравлические детали лучше справляются с нагрузками.
Снятие оболочки
После полного остывания металла рабочие снимают керамическую оболочку вручную или с помощью химических ванн.
После охлаждения деталь отделяется от металлических каналов. После этого она движется дальше, готовая к обработке поверхности.
Отделочные операции
Выравнивание часто означает небольшую шлифовку. Далее станки могут придать деталям нужную форму. Нагрев может изменить их прочность. Проверка каждой детали происходит в последнюю очередь.
Даже если детали отлиты точно, несколько ключевых участков могут потребовать дополнительной обработки.
3. Преимущества использования литья по выплавляемым моделям в производстве гидроцилиндров
Производители гидравлических цилиндров часто выбирают литье по выплавляемым моделям, потому что оно хорошо подходит для их нужд. Этот метод лучше старых способов как с технической, так и с экономической точки зрения.
То, что действительно важно, наглядно проявляется при производстве сложных гидравлических деталей, требующих одновременно долговечности и точных измерений.
Высокая точность измерений
Точное литье по выплавляемым моделям позволяет получить детали, соответствующие точным размерам. Поскольку они настолько точны, что в дальнейшем не требуется резка или формовка.
Меньшее количество этапов производства сокращает расходы и ускоряет процесс изготовления изделий.
Гладкая поверхность
Скользящие детали двигаются легче, если они хорошо отполированы - это уменьшает сопротивление и не дает жидкости вытекать.
При литье по выплавляемым моделям легко получить гладкий результат, поэтому после него требуется меньше уборки.
Возможность придания сложной формы
Внутри гидравлических цилиндров детали обычно имеют замысловатые формы: каналы для масла, места для крепления, вырезы вдоль поверхностей, а также торчащие обода.
Шаблоны, сформированные в процессе литья по выплавляемым моделям, формируют детали прямо в изделии, поэтому в дальнейшем требуется меньше деталей, соединяемых сварными швами.
Гибкость материала
Литье по выплавляемым моделям позволяет получать многие технические металлы, используемые в гидравлических системах.
Выбор материала зависит от того, насколько хорошо он противостоит ржавчине и справляется с трением - от потребностей в высоком давлении до сложных условий эксплуатации.
Сокращение отходов материалов
Формирование деталей из одного блока оставляет после себя груды остатков металла.
Благодаря литью по выплавляемым моделям детали получаются близкими к окончательной форме, поэтому впоследствии им требуется минимальная обработка резанием, а материалы расходуются более эффективно.
Улучшенные механические свойства
При правильном управлении литьем по выплавляемым моделям получаются прочные металлические детали, которые выдерживают нагрузки.
При повторной термической обработке детали становятся более прочными, дольше выдерживают нагрузки и в целом лучше держат форму.
Снижение затрат на сборку
Литье по выплавляемым моделям позволяет объединить в одном компоненте несколько функций.
Меньшее количество сварных компонентов означает меньшую вероятность отказа, что также сокращает время сборки.
Повышение согласованности производства
После того как формы готовы, каждая новая деталь выходит практически идентичной.
Для производителей гидравлических цилиндров, выпускающих большие партии продукции, постоянство имеет большое значение.
4. Какие дефекты могут возникнуть при использовании литья по выплавляемым моделям для изготовления гидравлических цилиндров?

Несмотря на это, изготовление деталей методом литья по выплавляемым моделям имеет свои преимущества, однако на этом пути все равно возникают трудности.
Когда контроль над процессом ослабевает, могут проявиться дефекты - они могут ослабить детали, предназначенные для гидравлики. Производительность при герметизации может снизиться, как и срок службы.
Пористость
Пузырьки, застрявшие в горячем металле, после застывания превращаются в крошечные отверстия.
Внутри, там, где должен быть материал, образуются крошечные пустые пространства, что делает детали менее прочными.
Дефекты усадки
Когда металл теряет тепло, он становится меньше. Каналы плохой формы могут содержать пустоты внутри застывающей детали.
Трещины, образующиеся в результате усадки, ослабляют прочность соединения под нагрузкой.
Трещины
Слишком быстрое охлаждение может привести к расколу отливки от внутреннего теплового давления.
Трещины представляют опасность в установках с жидкостным приводом, поскольку давление может со временем растянуть их.
Ошибки
Когда жидкий металл не доходит до всех частей формы, происходит неправильный прогон.
Если материал заливается слишком холодным, дефекты часто проявляются в узких местах.
Поверхностные включения
Кусочки керамики, остатки шлака или нежелательные частицы могут прилипнуть к внешней стороне отливки.
Трещины на внешней стороне могут ослабить герметичность, что снизит стандарт детали.
Размерные вариации
Искривление воска или деформация оболочки могут вызвать неточности в размерах.
При изготовлении гидравлических цилиндров крошечная ошибка в размерах может привести к тому, что детали не будут правильно подогнаны друг к другу.
Искривление
Неравномерное охлаждение может исказить форму отлитого изделия.
Искривленные формы могут испортить производительность, поскольку детали внутри гидравлических цилиндров должны располагаться точно в одной плоскости.
Холодные затворы
Когда потоки расплавленного металла встречаются, но не соединяются полностью, происходит холодная остановка.
При затвердевании образуются карманы тонкого материала, что снижает устойчивость к нагрузкам.
5. Как обеспечить качество гидроцилиндров, изготовленных методом литья по выплавляемым моделям?
Требования к высокому давлению означают, что каждый этап литья по выплавляемым моделям должен строго контролироваться. Когда речь идет о гидравлических цилиндрах, надзор не должен ослабнуть даже на один раз.
Правильное изготовление деталей от начала до конца означает тщательный контроль за выбором каждого материала. Уровень нагрева требует постоянного внимания на протяжении всего производства.
Несколько основных методов помогают улучшить качество литья и снизить количество производственных дефектов.
Используется высококачественное сырье
Неисправные металлы замедляют работу гидравлических деталей.
Благодаря тому, что сырье соответствует строгим стандартам, оно повышает прочность и не поддается ржавчине с течением времени.
Оптимизация конструкции пресс-формы
Правильно спроектированные затворы плавно направляют жидкий металл в форму, ограничивая образование пустот.
В наши дни многие литейные цеха проводят цифровые тесты для точной настройки форм задолго до изготовления деталей.
Поддерживайте строгий температурный режим
Поддержание стабильного тепла имеет большое значение при введении воска, сушке скорлупы, нагреве форм, а также при заливке металла.
Поддержание температуры на одном уровне делает отливки более однородными и сокращает количество дефектов.
Проведение неразрушающего контроля
Внутренние дефекты деталей гидроцилиндра обычно требуют точечной обработки без повреждений.
При проверке материалов часто используются звуковые волны, чтобы найти скрытые дефекты. Рентгеновские лучи позволяют заглянуть внутрь предметов, не разрывая их на части.
Выполнение контроля размеров
Проверка отливки на соответствие спецификациям осуществляется с помощью точных инструментов.
Когда речь идет о сложных компонентах гидравлических цилиндров, на помощь часто приходят координатно-измерительные машины.
Используйте правильные уровни нагрева
Нагреваясь и охлаждаясь, металл становится тверже, прочнее при изгибе, меньше подвержен растрескиванию со временем.
Некоторые металлы нуждаются в уникальных методах нагрева, чтобы они лучше работали.
Установка систем управления технологическими процессами
В современных центрах литья под пристальным взглядом технологов выкатываются свежие партии.
Если что-то начинает идти не по плану, статистический контроль процессов быстро обнаруживает это, поддерживая стабильность результатов.
Подготовка квалифицированных рабочих
Опытные технические специалисты играют важную роль в поддержании качества литья.
Когда что-то идет не по плану, опытные руки быстро замечают это и устраняют проблемы задолго до того, как они станут серьезными.
6. Как правильно выбрать поставщика инвестиционного литья для ваших гидравлических цилиндров

Выбор хорошей литейной мастерской имеет не меньшее значение, чем выбор самого литья.
Когда поставщик поставляет то, что обещает, качество остается неизменным. Благодаря этому поставки осуществляются вовремя.
Прежде чем выбрать поставщика, производители гидроцилиндров должны оценить несколько важных факторов.
Оцените опыт работы в отрасли
Когда поставщики разбираются в гидравлике, они понимают, как материалы выдерживают нагрузки.
Когда работники хорошо разбираются в своей области, ошибок случается меньше.
Проверьте возможности производства
Некоторые литейные заводы работают с большими отливками. Другие занимаются маленькими. Выбор материалов в разных цехах отличается.
От покупателя зависит, соответствует ли поставщик техническим и производственным требованиям.
Обзор сертификатов качества
Некоторые надежные литейные заводы, имеющие сертификат ISO 9001, обычно обеспечивают стабильное качество.
Соответствие этим стандартам свидетельствует о том, что поставщик придерживается установленных принципов работы с качеством.
Оценка инженерной поддержки
Встроенная помощь инженеров часто упрощает производство литых деталей.
Поставщик, знающий свое дело, может подсказать вам выбор материалов, а также помочь избежать недостатков еще до их появления.
Осмотрите инспекционное оборудование
Передовое контрольное оборудование повышает возможности обеспечения качества.
Покупатели должны проверить, проводит ли поставщик проверку размеров, а также неинвазивные тесты.
Продумайте все производственные расходы
Самая низкая цена литья не всегда обеспечивает наилучшую общую ценность.
Один из вариантов: соизмерьте стоимость инструментов с тем, на каких машинах они будут работать.
Анализ эффективности доставки
Предсказуемость сроков поставки наиболее важна для производителей систем гидропривода.
Стабильный поток начинается задолго до отправки заказов - он начинается с четкого отслеживания и продуманного планирования.
Запрос образца оценки
Проверка первой версии позволяет покупателям увидеть, насколько качественной будет металлическая деталь, прежде чем делать партию.
Проведение испытаний реальных гидравлических деталей позволяет сократить количество проблем с поставками и повысить доверие к выбору покупателя.
Заключение
От начала и до конца литье по выплавляемым моделям выделяется при изготовлении точных деталей для гидравлических цилиндров. Его способность выдерживать точные измерения четко прослеживается в каждой детали. Гладкие внешние слои получаются естественным образом и требуют меньшей обработки после формовки. Прочность под нагрузкой хорошо проявляется при испытаниях.
Для деталей, которые должны работать с жидкостями, странные формы часто делают этот метод наиболее подходящим. Для сложных работ, где детали имеют не меньшее значение, чем прочность, этот метод подходит больше.
Тем не менее, чтобы добиться высокого качества литья, необходимо строго контролировать каждый этап. Опытные глаза должны проверять каждую деталь.
Карманы, трещины или небольшие погрешности в размерах могут проскочить, если не следить за ними внимательно - гидравлические детали требуют стабильных результатов.
Если компаниям нужны прочные и точные детали для гидравлических цилиндров без чрезмерных затрат, выбор литья по выплавляемым моделям может оказаться как раз подходящим вариантом - особенно при наличии надежного партнера, следящего за соблюдением строгих стандартов.





