Índice
Com um mercado global de aproximadamente $152 a $200 mil milhões, a indústria de fundição de metais alimenta o crescimento da indústria transformadora contemporânea. Além disso, prevê-se que a indústria de fundição de metais se expanda a um ritmo robusto, com um CAGR de 4,8% a 7,8% nos próximos 10 anos. Devido à sua versatilidade superior na criação de componentes de grandes dimensões, a fundição em areia detém uma quota de mercado de 40% a 45% na indústria de fundição de metais.
Quando os profissionais perguntam ao Google “Qual é o melhor?”, são normalmente engenheiros, projectistas ou gestores de compras que estão a considerar alternativas para um componente específico. Tentam compreender a justificação para a engenharia de valor, onde é necessária mais precisão e quando é apropriado evitar a complexidade a um custo mais elevado. Assim, o objetivo principal é cumprir os critérios funcionais necessários sem gastar demasiado em pós-acabamento e ferramentas excessivas.
Este guia tem por objetivo permitir-lhe avaliar as duas alternativas com o nível de pormenor necessário para responder à pergunta.
1. O que é a fundição em areia?

Um dos métodos mais antigos e históricos é a moldagem em areia. Este método utiliza moldes temporários feitos de areia, que é preparada e embalada em torno de um padrão reutilizável.
O modelo reutilizável pode ser feito de madeira, plástico e até de materiais impressos em 3D. O modelo reutilizável será parecido com a peça final, mas terá tolerâncias adicionais para encolhimento e maquinagem.
Os trabalhadores da fundição colocam o padrão num frasco de duas partes, denominado "cope and drag". Têm de compactar a areia misturada com aglutinantes à volta do modelo e embalá-lo para captar todos os pormenores.
O padrão é removido quando a compactação é concluída. Isto deixa uma cavidade para o metal fundido.
Os engenheiros adicionarão um sistema de portas, que consiste em sprues, corredores e risers. Estes canalizarão o fluxo e alimentarão o metal para evitar vazios durante o arrefecimento.
A liga derretida é vertida por gravidade para o molde. O metal solidificará dentro da areia antes de o conjunto ser largado na estação de agitação.
Uma mesa vibratória removerá a areia da peça fundida arrefecida. A maior parte da areia pode ser reutilizada noutro ciclo. Isto reduz o custo do material a um mínimo.
A peça fundida em bruto é então transferida para uma estação de corte, de jato de granalha e de moagem. Estas estações removerão as juntas da peça fundida e ajudarão a melhorar a qualidade da superfície.
Este procedimento pode ser utilizado em praticamente todos os tipos de metal, incluindo aços de alta liga, alumínio e ferro cinzento. Não há limites práticos para os pesos das peças, que variam de onças a várias toneladas.
O acabamento típico da superfície situa-se entre 250 e 500 micropolegadas Ra. Esta rugosidade exige frequentemente maquinação adicional para superfícies funcionais.
As tolerâncias dimensionais situam-se normalmente à volta de mais ou menos 0,030 polegadas por polegada. Naturalmente, as peças maiores apresentam uma variação muito maior.
As tendências actuais nas fundições modernas estão agora a executar a automatização das linhas de mistura de areia e de moldagem. Estas actualizações aumentam o nível de consistência alcançado no processo de fundição em areia, mantendo ao mesmo tempo o protótipo e o custo médio de produção com baixo rigor.
A fundição em areia ainda é utilizada em mais de 50% do volume total global de componentes metálicos fundidos. Este processo é ideal quando se pretende obter amostras rápidas ou componentes estruturais grandes e complexos.
2. O que é a fundição por cera perdida?

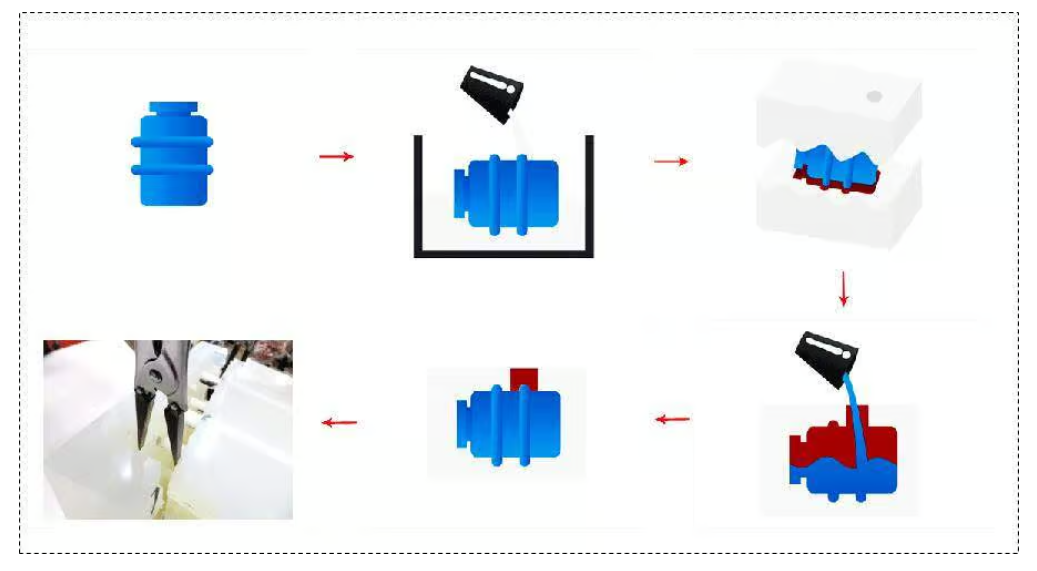
A fundição por cera perdida é também designada por processo de cera perdida e proporciona uma precisão notável. Este processo cria um invólucro cerâmico reutilizável em torno de uma réplica em cera da sua peça.
Para o efeito, é criado primeiro um molde principal a partir de ferramentas de alumínio ou aço. Em seguida, a cera é injectada neste molde, criando vários padrões idênticos num ciclo rápido.
A montagem das peças de cera numa árvore de sprue comum é efectuada por técnicos. Esta árvore assemelha-se a um conjunto de componentes destinados a um vazamento simultâneo.
Um invólucro multicamada de alta resistência é produzido por mergulhos repetidos em lama cerâmica. O zircónio é fino no lado interior, enquanto que os materiais mais grosseiros são utilizados no lado exterior para aumentar a resistência.
Depois de seca, a concha é colocada num forno. O calor remove toda a cera, criando uma concha cerâmica oca.
Para melhorar o fluxo de todo o metal, o invólucro vazio é pré-aquecido. Além disso, todo o metal deve ser transportado em vácuo ou pressurizado.
Uma vez arrefecida a casca, é fácil parti-la com um jato de água ou uma vibração mecânica. A árvore é cortada, e os portões restantes são submetidos a um ligeiro toque, da ordem de alguns milímetros de moagem.
Esta técnica é igualmente eficaz para as superligas, o alumínio, os aços inoxidáveis e o titânio. Pesando tipicamente menos de 150 libras, a maioria das peças padrão são muito mais leves, mas existem oficinas especializadas para componentes pesados.
A partir do molde, obtém-se um acabamento superficial de Ra 63 a 125 micropolegadas. As superfícies lisas são polidas secundariamente.
Normalmente, mantêm tolerâncias de 0,005 e esta precisão permite ao projetista saltar a maior parte das operações.
As passagens e as paredes finas de um oitavo de polegada são fabricadas de forma fiável. Sem núcleos adicionais, haverá rebaixos e caraterísticas finas detalhadas.
Quando são necessárias as maiores poupanças de peso e uma elevada repetibilidade, a fundição por cera perdida é uma excelente opção. Quando a qualidade do componente final é elevada, os processos adicionais são justificados.
3. Quais são as diferenças entre a fundição por cera perdida e a fundição em areia?
A primeira divisão clara entre os dois processos é o custo das ferramentas. O custo dos moldes de fundição em areia pode ser de algumas centenas a alguns milhares de dólares. Em comparação com a fundição por cera perdida, o custo das matrizes de fundição por cera perdida e das ferramentas de cera começa nos cinco mil dólares e pode aumentar substancialmente com desenhos mais complexos.
O número de peças produzidas altera drasticamente o custo de uma peça. A fundição por cera perdida é mais económica com um maior número de peças produzidas porque a maquinação reduzida equilibra o custo do primeiro conjunto de ferramentas.
Os pesos máximo e mínimo das peças são também um claro fator de separação. Na fundição em areia, são normalmente fabricadas peças que pesam várias toneladas, tais como bases de máquinas ou blocos de motores. Em contrapartida, a fundição por cera perdida limita-se normalmente a peças com um peso inferior a 150 kg.
Os requisitos de acabamento e as texturas de superfície são mais dois processos diferentes. As peças fundidas em areia requerem frequentemente um processo de acabamento (como a limpeza a jato e a maquinagem CNC) porque têm uma superfície rugosa. Por outro lado, as peças fundidas por cera perdida saem da casca com um acabamento liso.
Por último, a precisão dimensional é um fator muito importante. A fundição por cera perdida tem normalmente uma maior precisão dimensional em comparação com a fundição em areia. A fundição em areia tem uma tolerância de ± 0,030 polegadas (30 milésimos de polegada) em comparação com a fundição por cera perdida, que se situa entre 0,005 e 0,010 (5 a 10 milésimos de polegada).
A adição de camadas de complexidade a um projeto torna preferível a utilização de métodos de revestimento cerâmico em vez dos métodos tradicionais de fundição em areia. O processo de fundição por cera perdida permite a criação de múltiplas paredes finas e numerosas caraterísticas complexas, tais como cortes inferiores e estruturas internas, que os métodos de fundição em areia não conseguem reproduzir sem núcleos e caraterísticas de esboço dispendiosos e demorados.
O tempo de execução depende também das fases individuais do processo selecionado. Por exemplo, os padrões simples e os estrangulamentos na fundição em areia podem ser produzidos num par de dias. No entanto, a fundição por cera perdida deve demorar semanas, devido ao processo moroso de enceramento e construção da casca. No entanto, com a utilização da automatização moderna, esta situação pode não se manter.
Os dois processos também diferem em termos de utilização de material e refugo. Com a utilização de um auxiliar de vácuo, a fundição por cera perdida pode atingir um rendimento de 90%. O oposto disto seria a fundição em areia, que tem uma maior utilização de metal nos risers, mas a areia pode ser reciclada quase na totalidade.
Os factores ambientais de ambos os processos não estão estagnados A recuperação de areia utilizada nos métodos de fundição em areia reduz os resíduos de aterro, ao passo que a fundição por cera perdida não o faz. Em termos globais, a redução dos resíduos de maquinagem e dos processos de acabamento.
Estas diferenças assinaladas são a razão pela qual a sua decisão deve começar com um desenho das peças e uma quantidade pretendida. As conversas iniciais com a fundição também podem resultar em processos híbridos que tiram partido do melhor que cada método tem para oferecer.
4. Vantagens da fundição por cera perdida e da fundição em areia

A fundição em areia é um processo extremamente flexível para componentes de grandes dimensões. É fácil fabricar uma única caixa de seis mil libras, ou milhares de suportes idênticos com a mesma abordagem básica de ferramentas.
É também atrativo para as empresas em fase de arranque e para as oficinas que procuram experimentar coisas novas. As alterações de moldes são também mais baratas do que as alterações de ferramentas difíceis que são efectuadas noutro local.
Quase todas as ligas podem ser vazadas com poucas ou nenhumas alterações no processo. As fundições podem alternar entre bronze, alumínio, aço e ferro fundido com pouco ou nenhum tempo de paragem.
Com a fundição por cera perdida, a automatização melhorou o processo. e a fundição por cera perdida tem os preços unitários mais atractivos. A areia nova também é reciclada, o que prolonga a vida útil da areia ao longo dos anos, mantendo os custos de produção baixos.
A fundição por cera perdida oferece melhores pormenores do que a fundição em areia, bem como repetibilidade. Os dispositivos médicos ou as lâminas de turbinas apresentam pormenores que não podem ser obtidos com a fundição em areia.
A maquinagem secundária mínima reduz os custos do ciclo de vida, com tolerâncias mais apertadas que reduzem os problemas de montagem e, em última análise, reduzem a quantidade de pedidos de garantia apresentados no terreno.
Com a utilização de paredes finas e cortes inferiores, os projectistas podem criar componentes mais resistentes e mais leves. Isto é especialmente importante para os objectivos de peso dos veículos eléctricos e aeroespaciais.
Nas ligas mais exigentes, é possível obter uma melhor resistência à fadiga e um melhor desempenho em termos de corrosão com superfícies lisas como fundidas. Em geral, o revestimento cerâmico proporciona um metal mais claro com menos inclusões.
Ambos os processos servem todas as famílias de metais ferrosos e não ferrosos. A fundição em areia domina em termos de escala, enquanto a fundição por cera perdida lidera em termos de requisitos de precisão e acabamento.
Mais recentemente, foram adoptadas estratégias híbridas. Para grandes corpos de bomba, a fundição em areia forma o corpo principal, enquanto a fundição por cera perdida é utilizada para os impulsores fluidodinâmicos de precisão.
A compilação da informação necessária sobre o projeto reduz a possibilidade de desperdício e o risco de faltarem componentes críticos. Isto informa sobre a necessidade, os componentes críticos e os grandes componentes.
A prototipagem rápida e as estruturas de grande volume são melhor servidas pela fundição em areia. Se imitar o acabamento da superfície e a repetibilidade, a fundição por cera perdida é a melhor escolha.
Ter a melhor combinação de ambos os métodos resultará normalmente no menor custo total de propriedade. As boas fundições estão a cotar os dois métodos lado a lado para uma comparação rápida
5. Áreas de aplicação da fundição por cera perdida e da fundição em areia
As indústrias de equipamento pesado que necessitam de peças grandes e robustas são melhor servidas pela fundição em areia. Este é também o caso da indústria automóvel para blocos de motor, cabeças de cilindro e caixas de transmissão.
Caixilharia de máquinas de construção, impacto com engrenagens e caixas fundidas diariamente e em areia. A maquinaria agrícola utiliza-o para peças de arados e carcaças robustas de caixas de velocidades.
Quando os diâmetros excedem as vinte e quatro polegadas, os corpos de bombas e válvulas de grandes dimensões no tratamento de água, petróleo e gás e outros campos começam normalmente por ser fundidos em areia. O mesmo acontece com as tampas de esgoto. Muitos municípios utilizam técnicas de fundição em areia tão antigas como a indústria.
A fundição de precisão é necessária em áreas onde os mais pequenos detalhes podem resultar em grandes perdas. Estes pormenores são críticos para o desempenho e eficiência das peças. São necessários com grande precisão nas palhetas-guia e nas pás de turbina dos motores de aviões.
Os instrumentos cirúrgicos e os implantes médicos têm de ser concebidos para reduzir a possibilidade de infeção nos doentes, o que se consegue com superfícies lisas e canais internos concebidos com grande precisão.
Na indústria automóvel, o processo de fundição por cera perdida é utilizado para vários componentes, incluindo caixas de motor, peças de distribuição de combustível e suportes complexos. Estes componentes são essenciais para a redução do peso, para o acabamento da fundição e para a funcionalidade geral dos veículos eléctricos (EVs).
Na indústria de produção de energia, a fundição por cera perdida é utilizada para peças de ligas de alta temperatura que podem suportar condições extremas de temperatura e pressão, como as encontradas nos segmentos de combustão e nas rodas dos compressores.
A redução do peso é uma consideração importante na fundição por cera perdida de caixas de sensores e suportes de armas para aplicações de defesa. Estas peças fundidas são fabricadas com grande precisão e não requerem operações de pós-fundição.
Com o processo de fundição, os detalhes intrincados e decorativos encontrados em ferragens finas, jóias e outros trabalhos manuais podem ser reproduzidos com precisão exacta.
Nos projectos híbridos, ambos os processos de fundição são utilizados no mesmo produto. Por exemplo, um impulsor optimizado para o fluxo, fundido por cera perdida, pode ser alojado numa caixa de bomba fundida em areia.
Para alcançar a integridade estrutural, os tabuleiros de baterias EV utilizam a fundição em areia. Em seguida, a fundição por cera perdida é utilizada para criar canais de arrefecimento integrados e para montar sensores com maior exatidão e precisão.
Depois de analisarmos a dimensão, a complexidade e o número de unidades produzidas anualmente, podemos garantir que o seu projeto específico corresponderá muito provavelmente a um destes processos sem problemas. Engenheiros qualificados em fundição irão solicitar orçamentos duplos que nos serão devolvidos dentro de alguns dias para responder às suas perguntas sobre os processos e os custos de correspondência entre os seus ficheiros CAD e as quantidades pretendidas.
Podem ser criados prémios de preço para peças simples que tenham sido objeto de investimento e peças fundidas em areia que tenham sido excessivamente maquinadas. Da mesma forma, o envolvimento precoce do fornecedor pode evitar estes problemas. A indústria da fundição é extremamente transparente na apresentação das suas melhores opções e dos custos mais baixos.
Depois de considerar os factores discutidos, a resposta à pergunta será revelada. A aprendizagem será benéfica, independentemente de o próximo componente ser de algumas onças ou de várias toneladas. Permitir-lhe-á cumprir o prazo e o orçamento.
Em conclusão, a pergunta “qual é o melhor” recebe sempre a mesma resposta prática. Depende inteiramente das especificações da peça e dos objectivos de produção. Utilize este guia como lista de verificação e consulte as fundições com antecedência para obter a solução mais económica para a sua aplicação específica.