Índice
Um método chamado Fundição por sucção a vácuo produz peças metálicas com grande precisão, deixando-as lisas e quase sem pequenos orifícios no interior. Quando são necessárias formas complexas, secções finas e uma resistência fiável, os profissionais recorrem frequentemente a esta técnica. Em vez de fundição de investimento, fundição sob pressão ou fundição em areia, alguns acham que esta técnica se adequa melhor às suas necessidades - dependendo do que estão a construir. Desde a forma como funciona até à escolha de quem a fornece, os pormenores aqui apresentados cobrem o quadro completo sem saltar pontos-chave.
Como funciona a fundição por sucção a vácuo?
De dentro para fora, a sucção puxa o metal líquido quente através de um espaço de fundição quando o ar desaparece sob a força do vácuo. Em vez de esperar que apenas o peso faça cair o material, o fluxo puxado atinge os pormenores mais finos com firmeza. Formam-se menos bolhas, uma vez que o gás aprisionado escapa antes do início do endurecimento. As bolsas vazias encolhem à medida que a pressão cai atrás das frentes em movimento.
Para começar, os moldes exactos dão conta do recado - surgem muitas vezes cascas de cerâmica, como as que se vêem na fundição de investimento. Dentro de um vácuo, o metal fundido move-se mais suavemente, compactando melhor a estrutura. Esta estrutura compacta significa que as peças saem mais fortes e com superfícies mais limpas.
Procura uma fundição por aspiração a vácuo? Provavelmente está à procura de peças que se encaixem perfeitamente. A precisão é o fator mais importante aqui, onde mesmo pequenas falhas podem causar grandes problemas. As paredes finas têm de se manter fortes sem rachar sob tensão. As equipas aeroespaciais contam com ela quando a segurança não é negociável. Os construtores de dispositivos médicos utilizam-no porque a consistência poupa tempo mais tarde. As máquinas nas fábricas funcionam melhor com estas peças fiáveis no seu interior. O trabalho automóvel exige superfícies interiores limpas e sem espaços ocultos. Cada detalhe permanece intacto graças à remoção controlada de ar durante a moldagem.
Começando de forma diferente, a fundição por sucção a vácuo supera os métodos normais de gravidade ao proporcionar resultados mais estáveis. Quando as formas se tornam complicadas - pense em formas intrincadas - o ar preso normalmente estraga tudo no interior, mas aqui esse risco diminui drasticamente. Devido a esta vantagem, as utilizações com elevado desempenho recorrem a este método sem hesitar.
História da fundição por sucção a vácuo

Em meados do século XX, começaram a ganhar forma novos métodos de vazamento de metal fundido. A qualidade era mais importante quando as fábricas precisavam de peças mais resistentes. Assim, as oficinas começaram a testar configurações que retiravam o ar durante a fundição. Em vez de deixarem espaços no interior, tentaram fechar completamente os moldes. Uma abordagem utilizava caixas herméticas onde a pressão caía antes da solidificação. Os resultados melhoraram quando o fluxo de ar deixou de interferir. Pouco tempo depois, verificou-se um melhor fluxo para formas pormenorizadas.
A inovação surgiu da necessidade - as exigências dos aviões fizeram avançar a fundição a vácuo. Aviões mais fortes necessitavam de metais mais resistentes, pelo que os materiais evoluíram sob pressão. Porque a qualidade era o fator mais importante, os vácuos removiam as falhas durante a moldagem. A precisão aumentou quando os métodos sem ar se impuseram.
As máquinas mais rápidas foram-se instalando lentamente, com movimentos mais nítidos e exactos. Com melhores bombas de vácuo, o fluxo de ar passou a ser mais controlado, enquanto os sensores monitorizavam cada mudança de calor. Graças a estes avanços tecnológicos, a colocação de metal em moldes a baixa pressão tornou-se rentável. As máquinas que outrora se debatiam com dificuldades passaram a funcionar de forma estável, graças a controlos mais inteligentes que vigiavam cada passo.
Das cozinhas às salas de controlo, as máquinas moldam o nosso mundo silenciosamente. A fundição por sucção a vácuo destaca-se onde a qualidade não pode ser dobrada. Não se trata apenas de verter metal - este método guia-o cuidadosamente para o seu lugar. Os moldes de precisão cumprem uma pressão constante, tornando as falhas difíceis de esconder. Hoje em dia, a engenharia exige resultados limpos; este método fornece-os sem ruído. Trabalhos difíceis encontram respostas aqui, uma peça sólida de cada vez.
Tipos de fundição por sucção a vácuo

Desde moldes de areia a moldes permanentes, a fundição por sucção a vácuo muda de forma consoante o material de que é feita. A escolha do metal também desempenha um papel importante - cada liga comporta-se de forma diferente sob pressão. Quer se trate de pequenos lotes ou de séries intermináveis, o tamanho da produção altera a forma como o processo se encaixa. Os engenheiros baseiam-se nestes pormenores quando preparam a sua próxima construção.
Fundição por sucção a vácuo de concha cerâmica
Um molde de concha de cerâmica, muito semelhante aos moldes de fundição por cera perdida, define este método. Perfeito para formas complexas, capta bem as caraterísticas delicadas da superfície. Com um vácuo a puxar o fluxo, o metal líquido atinge plenamente até as áreas mais estreitas.
Molde de areia Fundição por sucção a vácuo
Os grãos finos assentam mais lentamente quando o peso é mais importante do que o brilho. Embora a suavidade fique aquém do trabalho em cerâmica, a aspiração do ar torna o material mais apertado e mantém as bolhas baixas. Os trabalhos a granel apoiam-se na areia quando a massa define a função.
Molde de metal Fundição por sucção a vácuo
Quando é necessário fazer muitas coisas, estes moldes de metal sólido funcionam bem sob vácuo. Não só mantêm a forma ao longo dos lotes, como o processo é mais rápido do que os métodos tradicionais. O facto de serem utilizados repetidamente não desgasta a precisão. A velocidade aumenta enquanto as medidas se mantêm rigorosas.
Variações específicas da liga
Uma mistura de calor e pressão altera a forma como os metais se comportam sob vácuo. Quando o aço inoxidável encontra níveis baixos de ar, a sua reação não é como a do aço carbono. O alumínio actua de uma forma - as superligas de outra. A configuração correta determina a força do resultado. Ajustes errados podem enfraquecer silenciosamente a estrutura.
As necessidades do produto determinam a escolha - a complexidade, o custo e o volume são importantes. Os esboços técnicos orientam os fabricantes quando sugerem soluções. O que serve para um trabalho pode falhar noutro.
Compreender os métodos de fundição por sucção a vácuo?

Um único passo em falso durante a fundição por sucção a vácuo pode desfazer semanas de trabalho de precisão. Embora invisíveis, as mudanças de pressão no interior do molde dão origem a resultados tão importantes como o tempo.
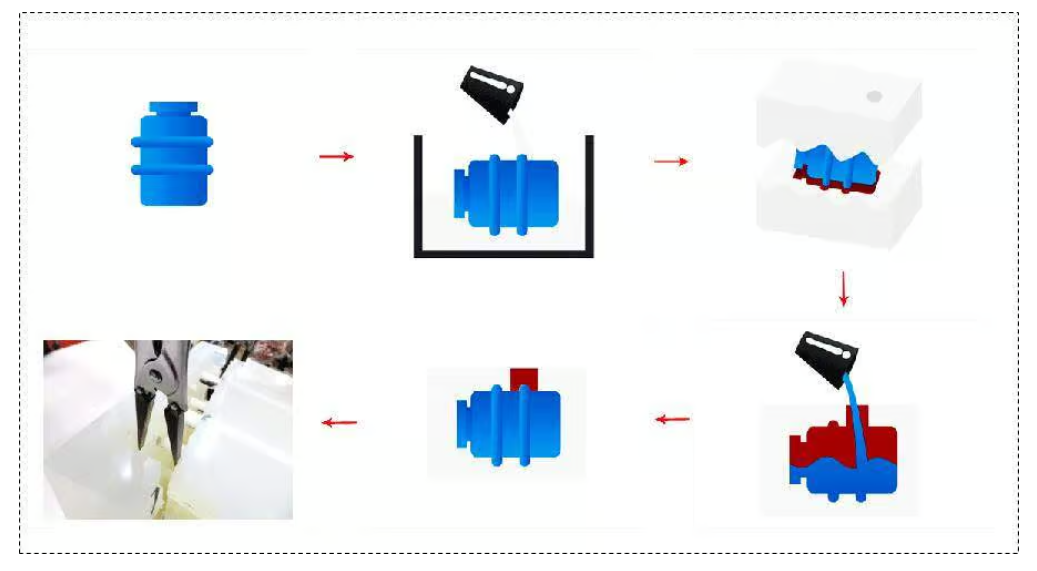
Criação de padrões
Primeiro, a forma toma forma. Normalmente, a cera dá-lhe forma, embora outros materiais flexíveis também funcionem. O resultado é exatamente igual à peça acabada.
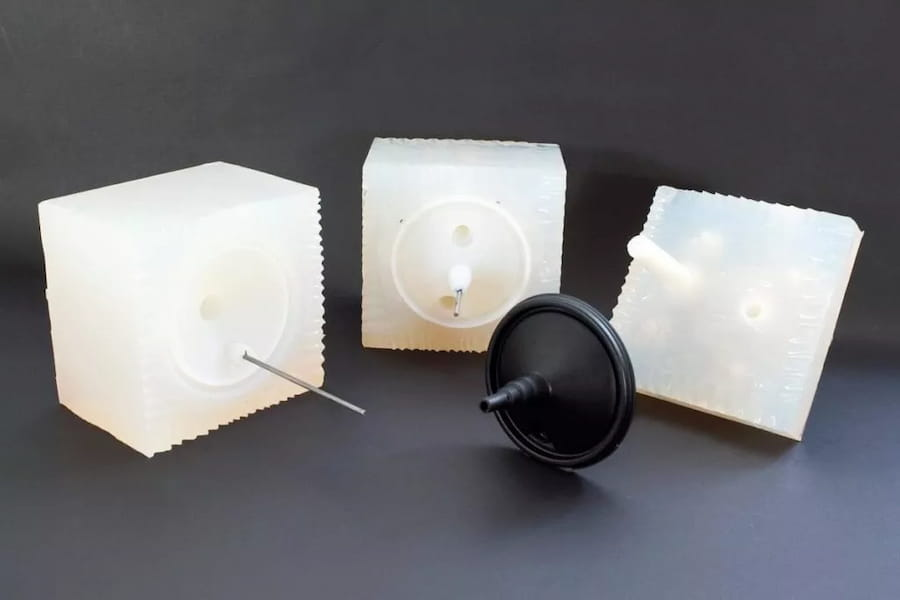
Preparação do molde
Uma fina camada de mistura cerâmica adere ao modelo, seguida de uma pitada de areia. Camada após camada vai-se formando lentamente ao longo do tempo. Uma vez espessa o suficiente, a forma exterior fica rígida. O calor remove completamente a cera interior. Para trás fica um espaço vazio com a forma do original.
Configuração do vácuo
Um recipiente pronto para ser fundido entra na sala de vácuo. A vedação é apertada para que não haja fugas. A pressão desce lentamente, ajustada no momento certo antes do vazamento.
Fusão e vazamento de metais
Quando é vazado a quente, o metal move-se para o seu lugar dentro de uma câmara selada. Uma vez que o ar é removido, o metal desliza completamente em todos os cantos da forma. A diferença de pressão puxa-o completamente.
Arrefecimento e solidificação
Uma vez preenchido, o metal endurece à medida que perde calor dentro do molde. Para reduzir as lacunas de contração, o arrefecimento ocorre sob vigilância apertada. Nos primeiros momentos do endurecimento, o vácuo pode permanecer no local.
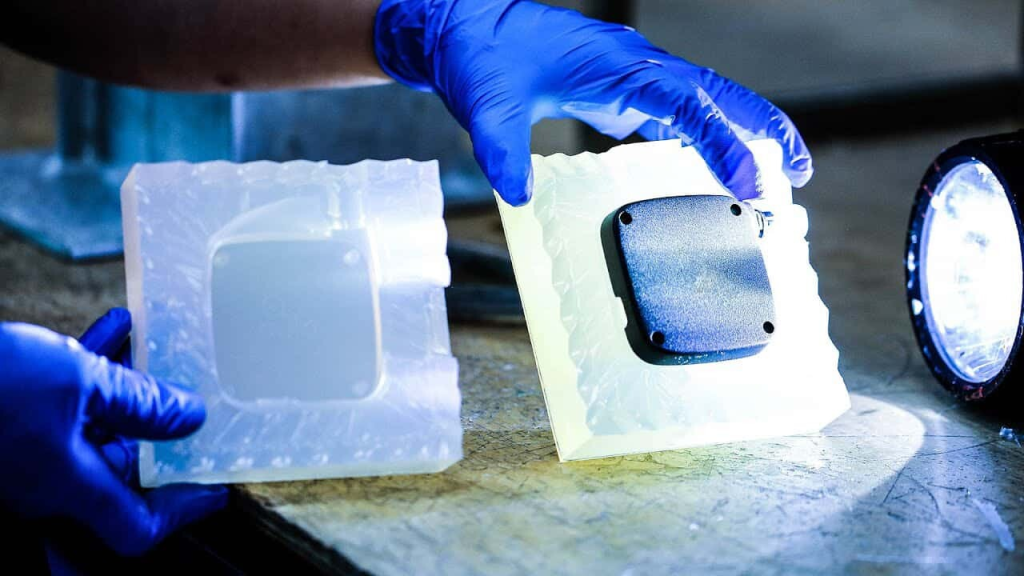
Remoção da casca e retoques finais
Após o endurecimento, os trabalhadores retiram o molde de cerâmica. Segue-se a limpeza, depois o corte e o trabalho de superfície. Por vezes, são efectuados passos adicionais - maquinagem ou aquecimento, dependendo das necessidades.
Os ajustes finos determinam o desempenho de cada fase. Não é apenas o calor que importa - a pressão sob vácuo também desempenha um papel importante. O tempo entra em cena mesmo ao lado deles. O sucesso esconde-se nestes pormenores, nunca anunciados antecipadamente.
Vantagens da fundição por sucção a vácuo?

Uma das razões pelas quais as pessoas procuram a fundição por sucção a vácuo é o facto de evitar alguns problemas da velha escola. Isto é seguido por resultados mais silenciosos no chão de fábrica - menos salpicos, menos confusão. Move o metal mais rapidamente do que o vazamento tradicional, mas mantém-se estável sob pressão. As pessoas notam menos defeitos a aparecer na peça final. Este método também lida melhor com paredes finas, quase como se soubesse para onde fluir. Não é de admirar que atraia a atenção daqueles que estão cansados de retrabalho.
Porosidade reduzida
A extração de vácuo aspira o ar e o gás presos no interior do molde. Por este motivo, as bolhas formam-se com muito menos frequência no interior da peça. Os materiais mais densos ganham forma. A resistência ao longo da peça mantém-se mais consistente.
Acabamento de superfície superior
O metal move-se facilmente através do sistema. Por este motivo, as superfícies ficam mais limpas. Há menos necessidade de trabalho extra depois, quando se olha para os métodos de fundição em areia.
Propriedades mecânicas melhoradas
A resistência à fadiga melhora quando a densidade aumenta, pelo que os materiais mais fortes lidam com o stress de forma mais eficaz. As peças de suporte de carga são as mais beneficiadas porque suportam uma pressão constante.
Bom para paredes finas
O preenchimento de áreas finas - normalmente difícil com a fundição por gravidade - funciona bem aqui. Assim, tornam-se possíveis construções mais leves e mais pequenas.
Melhor precisão dimensional
Puxar por baixo ajuda a encher os moldes mais completamente. Graças a este método, as formas detalhadas são copiadas com exatidão.
Desempenho melhorado da liga
As misturas de metais finos funcionam frequentemente muito melhor quando fundidas no vácuo. Como o ar é removido, não ocorrem reacções indesejadas durante a moldagem.
Redução das taxas de defeitos
Menos poros levam a menos desperdício na produção. Por esse motivo, as fábricas gastam menos em materiais e terminam os trabalhos mais rapidamente.
A obtenção de tolerâncias apertadas é natural com a fundição por sucção a vácuo. Este método destaca-se onde os pormenores são mais importantes. O desempenho sob tensão também apresenta vantagens claras. As peças de precisão ganham sempre forma de forma fiável. As elevadas exigências são satisfeitas sem compromissos. O sucesso manifesta-se na consistência entre séries
Utilização da fundição por sucção a vácuo nos processos de fabrico
Um método que se baseia na pressão de vácuo encontra o seu lugar onde a precisão é mais importante. As indústrias escolhem-no quando a consistência não pode ser comprometida. Com puxões limpos e fluxo constante, o desempenho mantém-se elevado. Quando os resultados têm de cumprir normas rigorosas, esta abordagem mantém-se firme.
Componentes aeroespaciais
Para começar, as peças de aeronaves necessitam de resistência e exatidão. Para satisfazer estas necessidades, a fundição a vácuo entra em ação. Por exemplo, secções de turbinas ou estruturas de suporte - obtêm-se grandes melhorias desta forma.
Indústria automóvel
Fortalecidas pela remoção do ar, as peças fundidas funcionam bem sob tensão. Uma vez que nada preenche os espaços no interior, duram mais tempo quando são submetidas a grandes pressões. As versões leves são igualmente sólidas. As peças moldadas a vácuo suportam trabalhos difíceis sem aumentar o peso.
Equipamento médico
Uma superfície limpa é o mais importante para as ferramentas médicas. Sem pó, cada peça encaixa exatamente como necessário. Como o ar é retirado durante a moldagem, as partículas minúsculas mantêm-se afastadas. O equipamento cirúrgico fica perfeito com este método. As peças de implantes tomam forma com precisão sob condições de vácuo.
Máquinas industriais
Quando as peças são submetidas a tensões, pequenas lacunas no interior podem causar falhas prematuras. Uma estrutura mais forte significa que aguentam mais tempo ao longo do tempo.
Setor da energia
As peças feitas de metal duram muito tempo em condições difíceis encontradas nos sectores da energia. Uma vez que estas condições levam os materiais ao limite, a fundição a vácuo entra em ação silenciosamente - fornecendo resistência sem alarido. As máquinas continuam a funcionar quando métodos como este resistem à pressão.
Porque é que os engenheiros preferem este método? Porque lida com as exigências de velocidade, precisão e orçamento sem compromisso. Por vezes, um fator lidera, mas nenhum é deixado para trás.
Teste de qualidade da fundição por sucção a vácuo?

Sem controlos sólidos, a fundição por sucção a vácuo pode correr mal rapidamente. As pessoas que analisam esta questão preocupam-se normalmente em saber se os fornecedores cumprem as suas obrigações de forma consistente.
Inspeção visual
Em primeiro lugar, os trabalhadores inspeccionam a suavidade da superfície e as suas medidas exactas. As fissuras ou pequenos buracos no exterior aparecem durante esta verificação. De seguida, marcam essas falhas para revisão.
Ensaios não destrutivos (NDT)
Encontrar buracos escondidos no metal? É isso que os exames de raios X fazem. As ondas sonoras que atravessam o material revelam falhas no seu interior. Peças fortes começam com o conhecimento do que está por baixo.
Ensaios mecânicos
A firmeza, a força de tração e a resistência são verificadas. Estas verificações mostram que tudo cumpre as regras necessárias para construir corretamente as coisas.
Análise da composição química
A descoberta dos metais no interior é feita com espectrómetros. O material mantém-se inalterado porque controlos como este detectam as diferenças precocemente.
Medição Dimensional
Encontrar pontos exactos é o que estas máquinas fazem. Antes de qualquer pacote sair, as pequenas diferenças são verificadas.
As fábricas que seguem padrões elevados incluem controlos em cada passo. Uma vez que os resultados devem manter-se estáveis, cada lote é objeto de uma análise rigorosa antes de sair.
Procura um serviço fiável de fundição por sucção a vácuo?
Uma forma de identificar um fornecedor sólido de fundição por sucção a vácuo é verificar há quanto tempo existe. Uma vez que o historial é importante, verifique se possuem as certificações adequadas. A competência técnica é frequentemente demonstrada em amostras de trabalho, pelo que esse pormenor merece atenção. Quando o volume de produção aumenta, os seus limites de produção podem fazer ou quebrar o seu calendário. Controlos de qualidade durante o fabrico? Esses processos tendem a revelar consistência nos bastidores.
Uma empresa sólida mostrar-lhe-á exatamente como as coisas funcionam nos bastidores. Porque actualizações claras vêm de mãos dadas com uma ajuda técnica fiável. Para além disso, escolher um fornecedor habituado a fazer envios para o estrangeiro faz sentido quando este inclui ferramentas de teste topo de gama.
Precisa de uma fundição por sucção a vácuo bem feita? Fundição Fuchun fornece respostas inteligentes em matéria de fabrico. O seu sítio Web mostra o que fazem, como o fazem e que produtos saem da sua loja. Confiar em fabricantes experientes mantém os resultados estáveis, cumprindo os prazos sem problemas.
Pegue numa ou duas amostras - talvez até em exemplos de projectos anteriores - antes de se dedicar a grandes lotes. Quando engenheiros e criadores falam cedo, os erros que esgotam os orçamentos tendem a desaparecer.
Resumo
Começando de forma silenciosa, a fundição por sucção a vácuo puxa o metal fundido para os moldes utilizando a força de sucção em vez da gravidade. Este método reduz as bolsas de ar, ao mesmo tempo que comprime o material mais firmemente no seu interior. Frequentemente encontrado em fábricas de peças de avião, também aparece em motores de automóveis e ferramentas cirúrgicas. As camadas exteriores lisas saem naturalmente, quase por hábito. A força no interior da estrutura aumenta sem grande esforço. As medidas mantêm-se nítidas, correspondendo sempre aos projectos.
Os engenheiros ganham clareza percorrendo cada passo, identificando os benefícios e verificando depois como os testes confirmam a qualidade. Um fornecedor estável é igualmente importante quando se pretende uma produção estável ao longo do tempo.
A moldagem por sucção a vácuo entra em ação quando as formas são apertadas, as paredes são finas, mas a resistência mantém-se crítica. Com uma pressão constante que puxa o material para o seu lugar, lida com formas complicadas que outros têm dificuldade em manter. Quando os pormenores são importantes e a estrutura não se pode dobrar, este método mantém-se firme.