目次
金属の鋳造は、現代の産業において不可欠な工程です。自動車、航空宇宙、建設、あるいは消費財産業のいずれにおいても、鋳型から取り出されたばかりの部品やコンポーネントには、余分な砂、酸化皮膜、スケール、バリ、気孔などの欠陥が含まれています。これらの部品は、過酷な使用条件に耐え、かつ外観的にも優れたものにするために、表面処理工程を必要とします。.
「鋳物」を検索する購入者の多くは、単純な形状の製品を求めているわけではありません。彼らが求めているのは、腐食や摩耗、極端な温度に耐えられるよう処理が施された形状の製品です。表面処理工程は、こうした鋳物に付加価値をもたらすだけでなく、早期の故障を防ぐのにも役立ちます。.
この包括的なガイドは、鋳物の表面処理に関する理由、一般的な手法、およびそのワークフローを理解する一助となるでしょう。エンジニア、購買担当者、製造業者は、より優れた鋳物を調達できるようになるでしょう。.
1. なぜ金属鋳物に表面処理を行うのか?

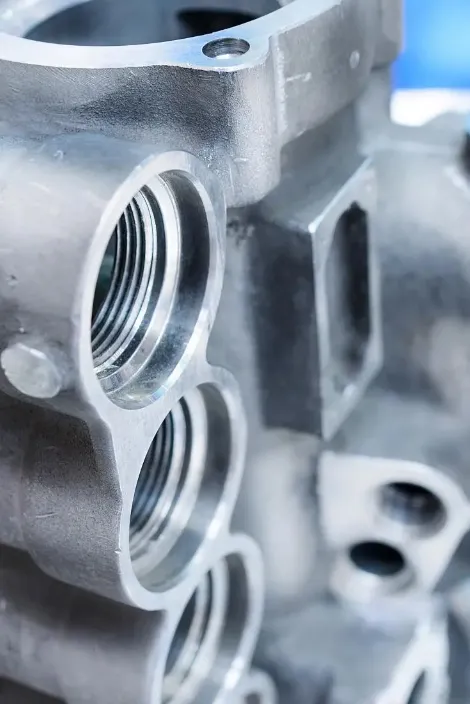
表面処理は、機能性に悪影響を及ぼす表面の欠陥や不均一性を伴う鋳造品の品質を向上させます。鉄や鋼製の鋳造品には砂の残留物が残っている場合があり、アルミニウムダイカストには微量の気孔やバリが生じることがあります。.
処理を施していない鉄および鋼のダイカスト部品は、湿気や化学物質が存在する環境下では、より早く腐食します。処理を施していない鋳物は、湿度の高い環境や塩水噴霧環境下では、より早く腐食します。.
表面は均一で、汚染物質が含まれていないことが不可欠です。スケール、酸化物、封入された粒子などの汚染物質は、いずれもコーティングを弱め、早期の破損を引き起こす原因となる物質です。.
場合によっては、要求事項が非常に具体的になることもあります。自動車産業の部品には極めて高い耐摩耗性が求められ、船舶産業の金具には海水による腐食に対する極めて高い耐性が求められます。.
表面処理は、コーティングやメッキの密着性を高める効果もあります。応力によってコーティングが剥離したり、ひび割れたり、気泡が発生したりすることがありますが、その原因は多くの場合、不十分な表面処理にあります。.
基準や保証要件が厳格化される中、各業界では、製品の不適合、手直し、現場での不具合を回避するために、これらの基準を遵守することへの負担がますます重くなりつつある。.
エンジニアは、製品の耐用年数を延ばしたい場合、表面処理を重視することがよくあります。適切に処理された鋳物は、非常に過酷な条件下であっても、製品の寿命を大幅に延ばすことができます。.
また、特定の部品に表面処理が必要な理由には、美観上の理由もあります。建築用金物、家庭用家電、家具のフレームなどは、いずれも見た目の美しい表面が求められます。.
表面処理への需要の高まりは、優れた鋳造品と、実際の使用における信頼性の低さという現実とのギャップを埋めるものである。.
2. 一般的な表面処理プロセスにはどのようなものがありますか?

数ある表面処理技術の中でも、ショットブラストとサンドブラストは、特に一般的な手法の2つです。スチールショットや砂などの研磨材を高速で表面に吹き付けることで、砂や酸化物、その他さまざまな表面の汚染物質を除去します。.
大量生産においては、ショットブラスト処理の性能が明らかに優れており、圧縮応力を導入することで製品の疲労寿命を向上させることができる。このため、ショットブラスト処理は、自動車のシャーシや各種機械の土台などの鉄・鋼鋳物に対して広く用いられている。.
サンドブラスト処理は、さまざまな形状、特に奥行きがあり、くぼみのある部分に対しても効果を発揮します。サンドブラスト処理を行うことで、素材の表面を適切に下地処理し、その後のどのような被覆を施す場合でも、表面がしっかりと密着するようにすることができます。.
まず研磨を行い、その後に研削を行います。研磨と研削は、最初の洗浄を行った後に実施されます。この作業では、研磨ベルトや研磨ホイールを使用して、バリ、バリの飛び出し、および小さな欠陥を取り除きます。.
これにより、最終仕上げ面、あるいはシーリング処理が施される可能性のある面として、より滑らかな表面が得られます。これにより、材料に繰り返し荷重が加わった際に亀裂を誘発する可能性のある応力集中を低減することができます。.
リン酸塩コーティングは、リン酸塩の処理層を化学的に形成することで行われ、塗料の密着性を高め、ある程度の腐食防止に役立つ場合があります。.
リン酸塩コーティングは、鋼や亜鉛ダイカストにも適しています。産業用機械の粉体塗装や塗装を行う際の優れた下地となります。.
陽極酸化処理は、アルミニウムおよびアルミニウム合金に対して行われます。これは、アルミニウム酸化物の多孔質層を厚く形成する電気化学的処理です。.
酸化アルミニウムは極めて硬く、耐摩耗性にも優れています。また、電子機器の筐体や建物の外観やデザインを向上させるような色合いをもたらすこともできます。.
電気めっきとは、電流を用いて金属の層を形成するプロセスです。亜鉛、ニッケル、クロム、銅などを用いて行われます。.
亜鉛メッキは、鋼製鋳物を腐食から保護します。クロムメッキは、衛生器具の表面を光沢のあるものにし、耐摩耗性を高めます。.
無電解めっきは、電気を用いることなく均一なめっき膜を形成することができます。ニッケル・リンめっきは、複雑な形状にも対応でき、ブレッドボードめっき法とは異なり、均一な膜厚を実現します。.
このめっき方法は、盲孔やねじ穴といった形状が複雑な箇所に最も適しています。また、めっきを施した部品の硬度や耐薬品性も向上させます。.
粉体塗装とは、乾燥したポリマー粉末を塗布し、その後オーブンで硬化させる工程です。これにより、欠けや傷に対する耐性の高い均一な層が形成され、部品を保護する強靭な被膜が形成されます。.
粉体塗装は、ほぼ無限の色のバリエーションと質感の選択肢があり、特に街灯柱、グリル、機械の筐体など、耐用年数が10年から20年程度の屋外設置用鋳造品を保護するのに有用です。.
液体(ウェット)塗装は、特に小ロットの用途において、オーダーメイドの色を実現するための最大の柔軟性を提供し、プライマー、トップコート、および特殊塗料の使用を伴います。.
過酷な産業環境においては、紫外線(UV)や化学物質、摩耗から保護するために、防水性(エポキシまたはポリウレタン)塗料が有効です。.
溶融亜鉛めっきは、鋳造品に半永久的な腐食防止効果を与える、費用対効果の高い方法です。この浸漬処理により、表面に亜鉛が金属的に結合した厚い層が形成されます。この亜鉛層は、鋼の腐食防止のために犠牲となる役割を果たします。.
この製法は、沿岸部や工業地帯で使用される構造物の鋳造に最適であり、適切な技術を用いれば、メンテナンスをほとんど行わなくても50年間にわたり腐食に耐えることができます。.
不動態化とは、ステンレス鋼やアルミニウムの耐食性を向上させるために用いられる処理であり、遊離鉄を除去して不動態の酸化膜を形成させるものです。.
この工程は非常に簡単で、化学薬品への浸漬を行うもので、食品加工や医療用途において、使用される鋳物のピット腐食を防止すると同時に、衛生的な状態を維持するのに役立ちます。.
レーザー処理とPVD(物理気相成長法)は、最も先進的な処理方法である。PVDによる硬質セラミックコーティングは、極めて高い耐摩耗性を発揮する。.
レーザー焼入れとは、部品全体に歪みを生じさせることなく、歯車の歯や摩耗面を強化する加工法である。.
これらの異なる処理方法は、合金、形状、および最終製品の求められる性能によって異なります。さらに、異なる処理(例えば、ショットブラスト処理の後に粉体塗装を行うなど)を組み合わせることが、多くの場合、最も有利となります。.
3. 金属鋳物の表面処理プロセスのフローチャート
表面処理は、品質と効率を確保できる順序で行われます。.
手順 1. 鋳物を納入し、検査を行います。鋳物について、寸法に重大な不一致がないかを確認するため、目視および機械的な検査を行います。.
ステップ2. 鋳物は、鋳型、砂、スケール、または異物を取り除くために、洗浄用のショットブラストまたはサンドブラスト処理が施されます。その結果、均一な粗さを持つ表面が得られます。.
ステップ3. バリ取りと研磨。手動または自動の工具を用いて、バリ、ゲート、ライザー、および鋭いエッジを取り除きます。.
ステップ4. 前処理。脱脂と呼ばれる工程により、グリースや油分が除去されます。酸エッチング(酸洗い)を行い、接着する表面を化学的に処理します。.
ステップ5. 一次表面処理。使用される材料や要件に応じて、コア保護処理(例:陽極酸化処理(アルミニウム)、亜鉛メッキ(鋼)、電気めっきなど)を施して、材料の表面を処理します。.
ステップ6. 二次表面処理。色付け、耐食性の向上、あるいは紫外線防止効果を高めるための追加処理として、粉体塗装または液状塗装による追加のコーティングが施されます。.
ステップ7:硬化・乾燥 – 粉末や塗料の硬化には、オーブンでの焼成が必要です。熱に弱い部品は、自然乾燥または低温で乾燥させることができます。.
ステップ8:最終検査および試験 – 塗膜の厚さ、付着性の評価(クロスハッチ試験または剥離試験)、および耐塩水噴霧性の測定を行う。試験の中には主観的な判断が求められるものもある。.
ステップ9:梱包と出荷 – 完成した鋳物を輸送中の損傷から保護するために、包装、木箱への収納、および乾燥剤の使用を行うことができます。.
鋳造方法によって、具体的な工程順序が決まります。アルミダイカストの場合は、徹底的な機械洗浄を省略できる場合もありますが、砂型鋳造の鋳鉄の場合は、初期段階で強力なブラスト処理が必要となります。.
社内または統合型サプライヤーは、この工程の流れの効率を高め、取り扱いによる損傷やリードタイムを削減します。適切な工程順序を設定することで、ブリスタリングや接着不良などの潜在的な問題を回避することができます。.
4. 金属鋳物の表面処理にはどのような利点がありますか?
主な利点は、耐食性の向上です。表面処理により、腐食を防ぐバリアが形成されます。.
鋳物に亜鉛メッキや厚膜粉体塗装を施すと、著しい劣化が見られることなく、何十年も持ちます。.
処理が施された自動車用または船舶用部品は、処理されていない部品に比べて、耐用年数が2倍から5倍長くなります。.
頻繁に交換が必要な部品は、生産ラインのダウンタイムを短縮し、コストを削減します。.
特定の表面処理を施すことで、材料の耐摩耗性や耐擦傷性が向上します。ショットピーニングは、処理面の衝撃耐性を高める圧縮層を形成します。.
何百万回もの作動を繰り返すうちに、ポンプ、バルブ、ギアなどの部品において、構成材料の質量や摩擦は減少していきます。.
表面硬化処理や応力除去処理においては、亀裂の発生を最小限に抑える表面を形成することが極めて重要であり、それによって処理による性能向上が図られる。.
これは特に、過酷な機械用途や航空宇宙用途で使用され、振動による繰り返し荷重に耐えなければならない部品において当てはまります。.
製品の表面を滑らかに仕上げる処理や、製品の外観を美しく見せる装飾コーティングを施すことで、その製品の価値に対する消費者の認識を高めることができます。これにより、コーティングやメッキを施した製品の価格設定幅も広がります。.
表面処理を施すと、コーティングは被塗布面よりも強く密着します。つまり、衝撃や温度変化による膨張が生じた場合でも、被塗布面への密着性は維持されます。.
表面処理が施されると、その表面の被膜は耐摩耗性を高めるよう設計されているため、未処理の場合に比べて、メンテナンスの間隔がはるかに長くなります。.
二次加工時の応力除去により、公差が厳しく、寸法安定性が高く、たわみが少ない部品や構成要素を組み立てる際、各部品はその形状を維持します。.
処理済みの鋳物であれば、メーカーは柔軟性を確保するために母材合金を変更する必要がありません。.
この処理にかかる費用は、スクラップ、手直し部品、現場からの返品、保証による返品、および/または品質不足に起因するコストが削減されるため、投資となります。この処理により、通常処理された金属で作られた鋳造品を上回る品質を実現することができます。.
5. 表面処理が施された金属鋳物はどこで購入できますか?
調達プロセスを簡素化する統合型鋳造工場では、表面処理、仕上げ、機械加工を施した完成品の金属鋳物を提供しています。.
ISO 9001、IATF 16949、および/またはAS9100の認証を取得した品質プロセスを検索してください。.
Alibaba、ThomasNet、made-in-china などのサイトには、多くのサプライヤーの商品情報が掲載されています。それらの商品情報の中から、表面処理の仕様が記載されているものを絞り込んでください。.
その精度、迅速な対応、そして厳格な品質基準により、北米やヨーロッパの金属鋳造所はコストが高くなる傾向にあり、専門性の高い用途、規制の対象となる用途、あるいは高付加価値の用途に適しています。 対照的に、アジア(中国、インド、ベトナム)の金属鋳造所は、より手頃な価格で、大量生産に重点を置いています。また、国際基準に準拠した処理体制の整備にも投資を行っています。.
お見積りのご依頼の際は、処理仕様、合金種、処理厚さ、および塩水噴霧試験の結果をご提示ください。.
サンプル部品や第三者機関による試験報告書を請求してください。信頼できるサプライヤーは、求められなくても、製造工程の写真、設備一覧、顧客からの推薦状などを提供してくれます。.
現地の代理店や輸入業者を活用したハイブリッドな調達方法を検討してみてください。彼らは翻訳や物流を手配し、特定の海外の鋳造業者を紹介してくれます。.
これらの輸入業者の中に、特に著名な企業はありますか? 福春鋳造所 会社。.
材料のグレード、想定される環境への曝露状況、色基準、数量、予算などの要件を、いち早く明確にしておきましょう。これはサプライヤーの選定に役立ちます。.
トップクラスの実績を誇る企業の多くは、ブラスト処理+リン酸塩処理+粉体塗装などを組み合わせた、カスタマイズされた処理ソリューションを採用しています。.
できるだけ多くの業者と話し合いを始めましょう。各社のリードタイム、見積もり、コミュニケーション、柔軟性について評価し、比較検討してください。.
表面処理済みの鋳物は、完全に組み立てられた状態、あるいは設置可能な状態で納品されます。これにより、社内で必要な加工工程を削減できるほか、ロットごとに安定した品質を確保できます。.





