Indice dei contenuti
Con un mercato globale di circa $152-$200 miliardi, l'industria della fusione dei metalli alimenta la crescita della produzione contemporanea. Inoltre, si prevede che l'industria della fusione dei metalli si espanda a un ritmo sostenuto, con un CAGR compreso tra 4,8% e 7,8% nei prossimi 10 anni. Grazie alla sua superiore versatilità nella creazione di componenti di grandi dimensioni, la colata in sabbia detiene una quota di mercato compresa tra 40% e 45% nel settore della fusione dei metalli.
Quando i professionisti chiedono a Google “Qual è la soluzione migliore?”, di solito sono ingegneri, progettisti o responsabili degli acquisti che stanno valutando le alternative per un componente specifico. Cercano di capire la giustificazione dell'ingegneria del valore, dove è necessaria una maggiore precisione e quando è opportuno evitare la complessità a un costo più elevato. L'obiettivo principale è quindi quello di soddisfare i criteri funzionali richiesti senza spendere troppo in post-finitura e in utensili eccessivi.
Questa guida ha l'obiettivo di consentirvi di valutare le due alternative con il livello di dettaglio necessario per rispondere alla domanda.
1. Che cos'è la colata in sabbia?

Uno dei metodi più antichi e storici è la colata in sabbia. Questo metodo utilizza stampi temporanei fatti di sabbia, che viene preparata e confezionata attorno a un modello riutilizzabile.
Il modello riutilizzabile può essere realizzato in legno, plastica e persino in materiali stampati in 3D. Il modello riutilizzabile avrà l'aspetto del pezzo finale, ma avrà delle tolleranze extra per il ritiro e la lavorazione.
Gli operai della fonderia inseriscono il modello in un pallone diviso in due parti, chiamato "cope and drag". Devono compattare la sabbia mista a leganti intorno al modello e confezionarlo per catturare ogni dettaglio.
Il modello viene rimosso una volta terminata la compattazione. Questo lascia una cavità per il metallo fuso.
Gli ingegneri aggiungeranno un sistema di rivestimento, che consiste in materozze, guide e alzate. Questi incanalano il flusso e alimentano il metallo per evitare vuoti durante il raffreddamento.
La lega fusa viene versata per gravità nello stampo. Il metallo si solidifica all'interno della sabbia prima che il tutto venga gettato nella stazione di scuotimento.
Una tavola vibrante rimuoverà la sabbia dalla colata raffreddata. La maggior parte della sabbia può essere riutilizzata per un altro ciclo. Questo riduce al minimo il costo del materiale.
La colata grezza viene quindi trasferita alle stazioni di taglio, granigliatura e rettifica. Queste rimuovono i cancelli dalla fusione e contribuiscono alla qualità della superficie.
Questa procedura può essere utilizzata praticamente su ogni tipo di metallo, compresi gli acciai ad alta lega, l'alluminio e la ghisa grigia. Non ci sono limiti pratici al peso dei pezzi, che può variare da pochi grammi a diverse tonnellate.
La finitura superficiale tipica è compresa tra 250 e 500 micropollici. Questa rugosità spesso richiede una lavorazione aggiuntiva per ottenere superfici funzionali.
Le tolleranze dimensionali si aggirano in genere intorno a più o meno 0,030 pollici per pollice. Naturalmente, i pezzi più grandi presentano una variazione molto più ampia.
Le tendenze attuali delle fonderie moderne prevedono l'automazione delle linee di miscelazione e formatura della sabbia. Questi aggiornamenti migliorano il livello di coerenza raggiunto nel processo di colata in sabbia, pur mantenendo i costi di prototipi e medie serie a basso costo.
La colata in sabbia è ancora utilizzata per oltre il 50% del volume totale globale di componenti metallici fusi. Questo processo è ideale quando si richiedono campioni rapidi o componenti strutturali complessi e di grandi dimensioni.
2. Che cos'è la microfusione?

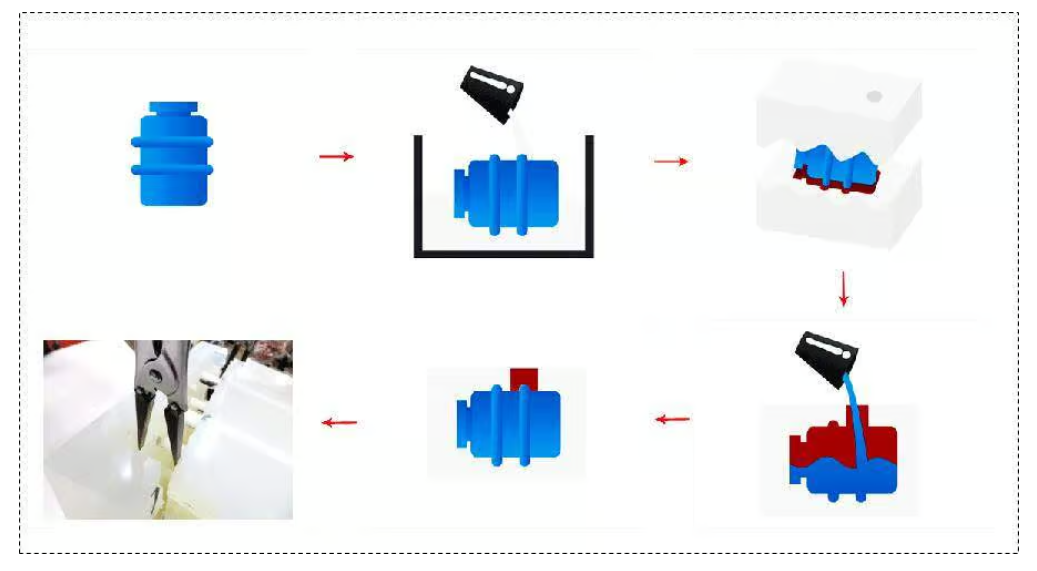
La microfusione, detta anche processo a cera persa, garantisce una notevole precisione. Questo processo crea un guscio di ceramica riutilizzabile attorno a una replica in cera del pezzo.
A tal fine, viene prima creato uno stampo master in alluminio o acciaio. Quindi, la cera viene iniettata in questo stampo, creando diversi modelli identici in un ciclo rapido.
L'assemblaggio delle parti in cera su un albero di materozze comune viene effettuato dai tecnici. Questo albero assomiglia a un gruppo di componenti destinati a un versamento simultaneo.
Un guscio multistrato ad alta resistenza viene prodotto mediante ripetute immersioni in fanghi ceramici. Lo zirconio è fine sul lato interno, mentre i materiali più grossolani sono utilizzati sul lato esterno per garantire la resistenza.
Dopo l'asciugatura, il guscio viene posto in un forno. Il calore rimuove tutta la cera e crea un guscio di ceramica cavo.
Per migliorare il flusso dell'intero metallo, il guscio vuoto viene preriscaldato. Inoltre, l'intero metallo deve essere trasportato sotto vuoto o sotto pressione.
Una volta raffreddato il guscio, è facile romperlo con un getto d'acqua o una vibrazione meccanica. L'albero viene tagliato e le porte rimanenti vengono sottoposte a un tocco leggero, dell'ordine di pochi millimetri di macinazione.
Questa tecnica è altrettanto efficace per le superleghe, l'alluminio, gli acciai inossidabili e il titanio. Con un peso generalmente inferiore alle 150 libbre, la maggior parte dei pezzi standard è molto più leggera, ma esistono officine specializzate per i componenti pesanti.
Dallo stampo si ottiene una finitura superficiale di Ra 63-125 micropollici. Le superfici lisce vengono lucidate secondariamente.
In genere mantengono tolleranze di 0,005 e tale precisione consente al progettista di saltare la maggior parte delle operazioni.
I passaggi e le pareti sottili di un ottavo di pollice vengono prodotti in modo affidabile. Senza anime aggiuntive, ci saranno sottosquadri e caratteristiche sottili dettagliate.
Quando è richiesto il massimo risparmio di peso e un'elevata ripetibilità, la microfusione è un'opzione eccellente. Quando la qualità del componente finale è elevata, i processi aggiuntivi sono giustificati.
3. Quali sono le differenze tra la microfusione e la colata in sabbia?
La prima divisione netta tra i due processi è il costo degli utensili. La spesa per i modelli di colata in sabbia può variare da un paio di centinaia di dollari a qualche migliaio di dollari. Rispetto alla microfusione, il costo degli stampi per la microfusione e degli utensili in cera parte da cinquemila dollari e può aumentare notevolmente con i progetti più complessi.
Il numero di pezzi prodotti cambia drasticamente il costo di un pezzo. La microfusione è più economica con un numero maggiore di pezzi prodotti, perché la riduzione della lavorazione bilancia il costo della prima serie di utensili.
Anche i pesi massimi e minimi dei pezzi sono un chiaro fattore di separazione. Nella colata in sabbia si producono comunemente pezzi che pesano diverse tonnellate, come basamenti di macchine o blocchi motore. La microfusione, invece, si limita di solito a pezzi di peso inferiore a 150 kg.
I requisiti di finitura e le texture superficiali sono altri due processi diversi. Le fusioni in sabbia richiedono spesso un processo di finitura (come la sabbiatura e la lavorazione CNC) perché hanno una superficie ruvida. Al contrario, i getti in ghisa escono dalla conchiglia con una finitura liscia.
Infine, la precisione dimensionale è un fattore molto importante. La microfusione ha solitamente una maggiore precisione dimensionale rispetto alla colata in sabbia. La colata in sabbia ha una tolleranza di ± 0,030 pollici (30 millesimi di pollice) rispetto alla microfusione, che è compresa tra 0,005 e 0,010 (da 5 a 10 millesimi di pollice).
L'aggiunta di strati di complessità a un progetto rende preferibile l'uso di metodi di conchiglia ceramica piuttosto che i tradizionali metodi di colata in sabbia. Il processo di microfusione consente di creare pareti multiple e sottili e numerose caratteristiche complesse, come sottosquadri e strutture interne, che i metodi di fusione in sabbia non possono replicare senza ricorrere a costose e lunghe anime e bozze.
I tempi di realizzazione dipendono anche dalle singole fasi del processo selezionato. Ad esempio, i modelli semplici e i colli di bottiglia nella colata in sabbia possono essere prodotti in un paio di giorni. La microfusione, invece, dovrebbe richiedere settimane a causa del lungo processo di ceratura e costruzione della conchiglia. Tuttavia, con l'uso della moderna automazione, questa situazione potrebbe non essere più valida.
I due processi differiscono anche in termini di utilizzo del materiale e di scarti. Con l'uso di un'assistenza sotto vuoto, la microfusione può raggiungere un rendimento di 90%. La controparte sarebbe la colata in sabbia, che ha un uso maggiore di metallo nelle alzate, ma la sabbia può essere riciclata quasi interamente.
I fattori ambientali per entrambi i processi non sono stagnanti La bonifica della sabbia utilizzata nei metodi di colata in sabbia riduce i rifiuti in discarica, mentre la microfusione non lo fa. In generale, la riduzione degli scarti di lavorazione e dei processi di finitura.
Queste differenze sono il motivo per cui la decisione dovrebbe iniziare con un disegno dei pezzi e una quantità target. Le prime conversazioni con la fonderia possono anche produrre processi ibridi che sfruttano il meglio che ciascun metodo ha da offrire.
4. Vantaggi della microfusione e della colata in sabbia

La colata in sabbia è un processo estremamente flessibile per i componenti di grandi dimensioni. È facile produrre un singolo alloggiamento da 6.000 libbre o migliaia di staffe identiche con lo stesso approccio di base agli utensili.
È interessante anche per le startup e le officine che vogliono provare cose nuove. Le modifiche ai modelli sono anche più economiche rispetto alle modifiche agli utensili che vengono effettuate altrove.
È possibile colare quasi tutte le leghe senza apportare modifiche al processo. Le fonderie possono passare dal bronzo all'alluminio, dall'acciaio alla ghisa con tempi di inattività minimi.
Con la microfusione l'automazione ha migliorato il processo. e la microfusione ha i prezzi unitari più interessanti. Anche la sabbia nuova viene riciclata, prolungando la vita della sabbia nel corso degli anni e mantenendo bassi i costi di produzione.
La microfusione offre dettagli migliori rispetto alla colata in sabbia, oltre alla ripetibilità. I dispositivi medici o le pale delle turbine richiedono dettagli che non possono essere ottenuti con la colata in sabbia.
La minima lavorazione secondaria riduce i costi del ciclo di vita, mentre le tolleranze più strette riducono i problemi di assemblaggio e, in ultima analisi, la quantità di richieste di garanzia presentate sul campo.
Grazie all'uso di pareti sottili e di sottosquadri, i progettisti possono creare componenti più resistenti e più leggeri. Questo è particolarmente importante per gli obiettivi di peso dei veicoli elettrici e del settore aerospaziale.
Nelle leghe più esigenti, la resistenza alla fatica e le prestazioni di corrosione possono essere migliorate grazie a superfici lisce come quelle della fusione. In generale, il guscio ceramico fornisce un metallo più chiaro con meno inclusioni.
Entrambi i processi servono tutte le famiglie di materiali ferrosi e non ferrosi. La colata in sabbia domina in termini di scala, mentre la microfusione domina in termini di requisiti di precisione e finitura.
Più recentemente si sono viste strategie ibride. Per i corpi pompa di grandi dimensioni, la colata in sabbia costituisce il corpo principale, mentre la microfusione viene utilizzata per le giranti fluidodinamiche di precisione.
La compilazione delle informazioni necessarie per la progettazione riduce la possibilità di sprechi e il rischio di mancanza di componenti critici. Questo informa sulla necessità, sulla criticità e sui componenti di grandi dimensioni.
La prototipazione rapida e le strutture di grandi volumi sono meglio servite dalla colata in sabbia. Se la finitura superficiale e la ripetibilità sono immancabili, la microfusione è la scelta migliore.
La migliore combinazione di entrambi i metodi consente di ottenere il costo totale di proprietà più basso. Le fonderie di buona qualità indicano i due metodi uno accanto all'altro per un rapido confronto.
5. Campi di applicazione della microfusione e della colata in sabbia
Le industrie di attrezzature pesanti che necessitano di parti grandi e robuste sono meglio servite dalla colata in sabbia. Questo vale anche per l'industria automobilistica per i blocchi motore, le teste dei cilindri e le scatole della trasmissione.
Telai di macchine da costruzione, impatto con una fusione giornaliera e in sabbia di ingranaggi e alloggiamenti. Le macchine agricole lo utilizzano per parti di aratri e robusti alloggiamenti di cambi.
Quando i diametri superano i ventiquattro pollici, i corpi pompa e le valvole di grandi dimensioni nel trattamento delle acque, nel settore petrolifero e del gas e in altri settori iniziano tipicamente come getti in sabbia. Lo stesso vale per i chiusini. Molti comuni utilizzano tecniche di colata in sabbia vecchie quanto l'industria.
La microfusione di precisione è necessaria nei settori in cui i dettagli più piccoli possono causare le perdite maggiori. Questi dettagli sono fondamentali per le prestazioni e l'efficienza dei componenti. Sono necessari con grande precisione nelle palette di guida e nelle pale delle turbine dei motori aerei.
Gli strumenti chirurgici e gli impianti medici devono essere progettati per ridurre la possibilità di infezione nei pazienti, e questo si ottiene con superfici lisce e canali interni progettati con grande precisione.
Nell'industria automobilistica, il processo di microfusione viene utilizzato per vari componenti, tra cui alloggiamenti di motori, parti di alimentazione e staffe complesse. Questi componenti sono fondamentali per la riduzione del peso, per la finitura in fusione e per la funzionalità complessiva dei veicoli elettrici (EV).
Nell'industria della generazione di energia, la microfusione viene utilizzata per le parti in lega ad alta temperatura che possono resistere a condizioni di temperatura e pressione estreme, come quelle presenti nei segmenti dei combustori e nelle ruote dei compressori.
La riduzione del peso è una considerazione importante nella microfusione di alloggiamenti per sensori e supporti per armi per applicazioni di difesa. Queste fusioni sono realizzate con grande precisione e non richiedono operazioni successive alla colata.
Grazie al processo di fusione, è possibile riprodurre con precisione gli intricati dettagli decorativi di ferramenta, gioielli e altri oggetti artigianali.
Nei progetti ibridi, vengono utilizzati entrambi i processi di fusione all'interno dello stesso prodotto. Ad esempio, una girante ottimizzata per la portata, ottenuta mediante microfusione, può essere alloggiata in un corpo pompa ottenuto mediante fusione in sabbia.
Per ottenere l'integrità strutturale, i vassoi per batterie EV utilizzano la colata in sabbia. Successivamente, si ricorre alla microfusione per creare canali di raffreddamento integrati e per montare i sensori in modo più accurato e preciso.
Dopo aver analizzato le dimensioni, la complessità e il numero di unità prodotte su base annua, possiamo garantire che il vostro progetto specifico corrisponderà molto probabilmente a uno di questi processi senza soluzione di continuità. Gli ingegneri qualificati della fonderia richiederanno due preventivi che ci saranno restituiti in pochi giorni per rispondere alle vostre domande sui processi e sui costi di corrispondenza tra i vostri file CAD e le quantità previste.
È possibile che si creino premi di prezzo per pezzi semplici su cui si è investito e per pezzi fusi in sabbia che sono stati lavorati in modo eccessivo. Allo stesso modo, il coinvolgimento precoce dei fornitori può prevenire questi problemi. L'industria della fusione è estremamente trasparente nel presentare le opzioni migliori e i costi più bassi.
Dopo aver considerato i fattori discussi, la risposta alla domanda sarà rivelata. L'apprendimento sarà utile indipendentemente dal fatto che il prossimo componente sia di poche once o di diverse tonnellate. Vi permetterà di rispettare le scadenze e il budget.
In conclusione, alla domanda “quale sia il migliore”, la risposta pratica è sempre la stessa. Dipende interamente dalle specifiche del pezzo e dagli obiettivi di produzione. Utilizzate questa guida come lista di controllo e consultate le fonderie in anticipo per ottenere la soluzione più economica per la vostra applicazione specifica.