Lost wax casting Tolerances refer to the range of dimensions investment casting can accommodate. Various investment casting techniques exist, including silica sol casting, lost foam casting, and water glass lost wax casting. Every casting method has a unique style of casting and is appropriate for a variety of product kinds. Many things may have an impact on tolerances. Die temperature, wax or plastic temperature, mold or shell composition, injection pressure, backup sand, rate of cooling, fire temperature, component location on the “tree,” and heat treat temperature all have a direct impact on the tolerances required in the investment casting business. Despite the industry standard for tolerance in investment casting, foundries may still differ in their tolerance levels since some may specialise in small, thin-walled components. In contrast, others may handle more significant, complex parts excellently. Additionally, the equipment could have an impact on the casting tolerances.
This is so that different foundries can focus on other things, such as thin-walled, very complex castings, mass production needs, or high-integrity aerospace or aircraft applications.
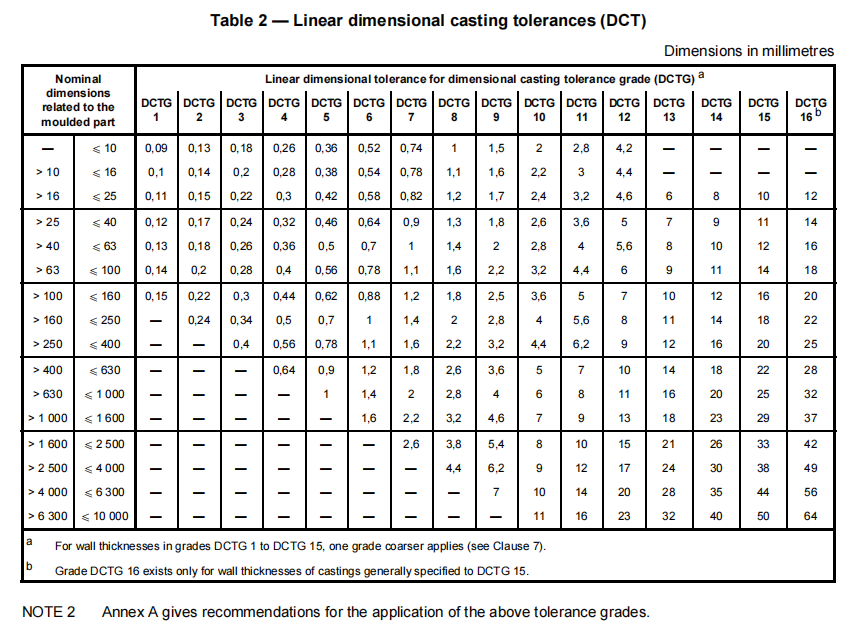
Linear Tolerances
Length, flatness, holes, straightness, corner radii, concentration, and curved holes are all aspects of investment castings that are often subject to linear tolerancing. Furthermore, linear tolerances vary amongst casting techniques. Tolerances in the CT8–CT9 range can be met with lost foam casting, while CT7–CT8 linear tolerances can be managed with water glass lost wax casting. In contrast, silica sol casting has the most exact tolerances between CT5 and CT6. The following is a list of casting tolerance standards:
Casting Tolerances
Factors Affecting Investment Casting Tolerances:
Material Properties: The tolerances possible in investment casting can be affected by the material selection. Various materials have unique shrinkage rates and thermal characteristics that need to be considered when casting.
Casting Method: The possible tolerances can be affected by the investment casting method.
Part Complexity: Because exact duplication is required, highly complex and elaborate parts may have tighter tolerances. Conversely, simpler parts could have looser tolerances.
Casting Size: Tolerances may be impacted by the size of the cast component. Compared to more extensive features, smaller ones frequently need tighter tolerances.
Investment casting tolerances can be broadly classified into geometric and linear
Geometric Tolerances - Casting Tolerances
The following characteristics of investment casting are typically subject to geometric tolerancing: internal radii and filters, curved holes, round holes, parallelism, flatness, straightness, and so on.
Flatness - Casting Tolerances
The flatness tolerance is the maximum deviation from a perfectly flat plane that can occur. The surface of the investment cast component must be located between the plane with the least amount of variation and the plane with the largest amount of variation.
The volumetric shrinkage of the metal and wax during cooling is always the determining factor in the degree of flatness of investment castings. This “dish,” as it is known, often affects the centre of the mass. Although it can be managed using specific methods, this dish will always exist in part. It is impossible to provide generic flatness tolerances for investment castings due to their varied configurations and metals.
Parallelism - Casting Tolerances
When parallel prongs in a blueprint are supported at just one end, it indicates a unique obstacle to the accurate casting of investments.
The volumetric contraction of the supporting structure makes it challenging to keep these prongs parallel. As yoke holes warm to room temperature, they may also experience significant deformation. It is crucial to account for volumetric shrinkage in the design process in order to produce a precise component. More elaborate tooling and finishing are advantageous for these work items.
Straightness
Since they seem so similar, people are frequently perplexed by the distinctions between straightness and flatness. When evaluating straightness, the maximum diameter of the part’s deviation from a completely straight line will be used as the criterion.
Some investment castings have serious issues with straightness because of the pliability of their short, thin parts. Our casting experience allows us to determine whether a designed item can bend, albeit it is challenging to predict the degree of bending before production. A general guideline for constant sections is an axial bow of around 0.024 inches per foot.
Roundness
The degree to which something is round is measured by the radial distance between a true circle and a given circumference. Once the part has been rotated through 360 degrees, the roundness can be verified by seeing the sum indicator. One other approach to finding the roundness is to take half the difference between the maximum and minimum criterion. It is advised since the latter approach is more effective and requires less time.
The difference between a circular part’s minimum and maximum radii is how we gauge its roundness. Our inspection procedure will closely monitor a part’s roundness and identify any that deviates from predetermined parameters.
Hole Tolerance
Hole tolerance refers to the required degree of roundness of a cast hole. A proper fit and adequate clearance depend on the symmetry of the metal around the hole. Getting a tight, vibration-free fit between two cast pieces, such wheel shafts, depends on this. A longer hole’s increased concavity on the inside could make the diameter of the hole’s interior more important than the hole’s exterior opening. Extra caution is needed to meet the specified hole tolerances.
Hole clearance may be as little as +/-.003″ for diameters up to 1/2 inch, allowing for a precise form and fit. For internal shrinkage, having larger tolerances for holes is a plus.
Concentricity
When two cylindrical surfaces share an axis or common point as their centre, their concentricity is verified. The dimensional difference in one centre’s location over another determines the degree of eccentricity. The concentricity of a bore’s centre to the outside diameter of a part will be within.003 inches for every 1/2 inch of wall thickness.
Curved Holes, Internal Radii and Fillets
Curved holes can be made with preformed ceramic cores or soluble wax. To account for the curvature, the tolerance for the standard hole will be doubled, and the tolerance for other dimensions will be multiplied by two. Since we are unable to precisely measure the diameter of these holes, we offer a tolerance of +/-.005″ As fillets and internal radii. Curved holes can be created using soluble wax or prefabricated ceramic cores. To compensate for the arc, we will increase the tolerance on all dimensions by a factor of two, and we will double the tolerance on holes. We offer a +/-.005 diameter tolerance since we cannot provide exact hole sizing. Because they are difficult to handle and verify, internal radii and fillets should be built as thoroughly as possible.
Importance of Tolerances in Investment Casting:
Functional Fit: Ensuring cast components fit and perform as intended in the final assembly depends on precise tolerances. Performance problems might arise from even minor variances in applications such as medical devices or aerospace.
Cost-effectiveness: Manufacturers can balance precision and cost-effectiveness by establishing the proper tolerances. Production costs may increase if more time and resources are needed to meet extremely tight standards.
Regulatory Compliance: Adherence to defined tolerances is frequently a legal requirement to assure product safety and reliability in industries with strict rules (e.g., automotive or defence).
QA: Tolerances serve as a quality control tool, assisting producers in spotting and correcting variations early in the casting process to lower the possibility of flaws and rework.
Ensuring Precision in Assemblies
In engineering and manufacturing, tolerance stack-up analysis is an essential procedure that focuses on comprehending how tolerances of individual components aggregate inside an assembly. It assists in guaranteeing that the finished product satisfies design specifications and performs as planned. This is how tolerance stack-up analysis is explained:
Explanation:
Each mechanical or technical assembly component has a set of tolerances that specify the acceptable deviation from the nominal dimensions. These tolerances can improve or jeopardise the assembly’s overall functioning and performance. These components are assembled to form a group.
A tolerance stack-up analysis systematically investigates the cumulative effect of these individual component tolerances on critical assembly dimensions and features. The following are the main goals of this analysis:
Functional Performance: To confirm that the assembly can perform its intended function without interference by accumulated tolerances, misalignment, or excessive play.
Achieving a balance between economical manufacturing and precise tolerances is crucial for cost efficiency. Tighter tolerances on individual components may be required due to excessive tolerance stack-up, which could raise production costs.
Dimensional Integrity: To ensure that, after taking into account the tolerances of all contributing components, critical dimensions essential to the assembly’s functionality stay within reasonable bounds.
The following steps are commonly involved in the tolerance stack-up analysis process:
Determining Important Elements: Ascertain which assembly dimensions and attributes are essential to its performance and operation. These are the measurements that have to be adhered to closely.
Mathematical Analysis: Based on the acquired tolerances, determine the potential range of variation for the critical dimensions using mathematical approaches like worst-case analysis or statistical techniques like Monte Carlo simulation.
Data Collection on Tolerance: Gather the tolerances required for each part in the assembly, considering the production procedures, differences in the materials, and assembly techniques
Evaluation: To ascertain if the assembly will fulfil its intended purpose, compare the analysis’s findings to the design specifications and needs.
Engineering adjustments can be required if the investigation uncovers possible problems with dimensional integrity or functional performance. This can entail changing assembly techniques, refining production procedures, or altering component tolerances.












 HOME
HOME
 GET A QUOTE
GET A QUOTE  QUOTE BASKET
QUOTE BASKET 