Índice
Con un mercado mundial de aproximadamente $152 a $200 mil millones, la industria de la fundición de metales impulsa el crecimiento de la fabricación contemporánea. Además, se prevé que la industria de la fundición de metales se expanda a un ritmo robusto, con una CAGR de 4,8% a 7,8% en los próximos 10 años. Debido a su versatilidad superior en la creación de grandes componentes, la fundición en arena tiene una cuota de mercado de 40% a 45% en la industria de la fundición de metales.
Cuando los profesionales preguntan a Google “¿Qué es mejor?”, suelen ser ingenieros, diseñadores o responsables de compras que estudian alternativas para un componente concreto. Intentan comprender la justificación de la ingeniería de valor, dónde se requiere más precisión y cuándo conviene evitar la complejidad a un coste mayor. Así pues, el objetivo principal es cumplir los criterios funcionales requeridos sin gastar más de la cuenta en posacabado y utillaje excesivo.
Esta guía tiene por objeto permitirle evaluar las dos alternativas con el nivel de detalle necesario para responder a la pregunta.
1. ¿Qué es el moldeo en arena?

Uno de los métodos más antiguos e históricos es el moldeado en arena. Este método utiliza moldes temporales hechos de arena, que se prepara y se empaqueta alrededor de un patrón reutilizable.
El patrón reutilizable puede estar hecho de madera, plástico e incluso materiales impresos en 3D. El patrón reutilizable se parecerá a la pieza final, pero tendrá márgenes adicionales para la contracción y el mecanizado.
Los trabajadores de la fundición colocarán el patrón en una cubeta de dos partes, que se llama cope and drag. Tienen que compactar la arena mezclada con aglutinantes alrededor del patrón y empaquetarlo para captar todos los detalles.
El patrón se retira una vez terminada la compactación. Esto deja una cavidad para el metal fundido.
Los ingenieros añadirán un sistema de canalización, que consta de bebederos, canales y elevadores. Estos canalizarán el flujo y alimentarán el metal para evitar huecos mientras se enfría.
La aleación fundida se vierte por gravedad en el molde. El metal se solidificará dentro de la arena antes de que el conjunto caiga en la estación de agitación.
Una mesa vibratoria retirará la arena de la colada enfriada. La mayor parte de la arena puede reutilizarse para otro ciclo. Esto reduce al mínimo el coste de material.
A continuación, la pieza en bruto se traslada a las estaciones de corte, granallado y rectificado. Éstas eliminarán las compuertas de la pieza fundida y ayudarán a mejorar la calidad de la superficie.
Este procedimiento puede utilizarse en prácticamente cualquier tipo de metal, incluidos los aceros de alta aleación, el aluminio y el hierro gris. No existen límites prácticos en cuanto al peso de las piezas, que puede variar desde onzas hasta varias toneladas.
El acabado superficial típico se sitúa entre Ra 250 y 500 micropulgadas. Esta rugosidad exige a menudo un mecanizado adicional para obtener superficies funcionales.
Las tolerancias dimensionales suelen situarse en torno a más o menos 0,030 pulgadas por pulgada. Naturalmente, las piezas más grandes presentan una variación mucho mayor.
Las tendencias actuales en las fundiciones modernas pasan por la automatización de las líneas de mezcla y moldeo de arena. Estas actualizaciones mejoran el nivel de consistencia alcanzado en el proceso de fundición en arena, al tiempo que conservan el prototipo y el coste de ejecución medio de baja rigurosidad.
La fundición en arena se sigue utilizando para más del 50% del volumen total mundial de componentes metálicos fundidos. Este proceso es ideal cuando se necesitan muestras rápidas o componentes estructurales grandes y complejos.
2. ¿Qué es la fundición a cera perdida?

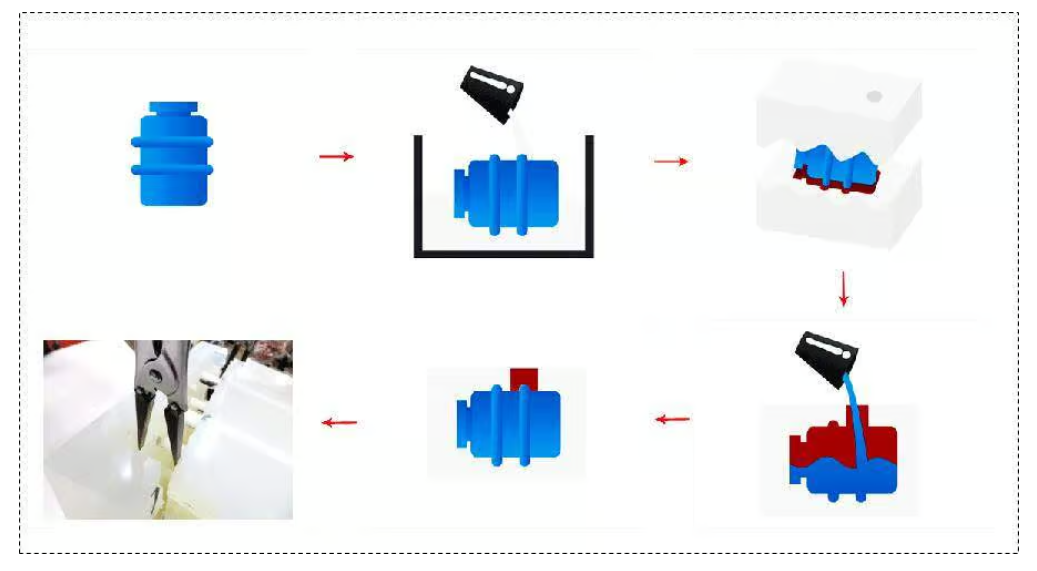
La fundición a la cera perdida es un proceso de gran precisión. Este proceso crea un revestimiento cerámico reutilizable alrededor de una réplica en cera de su pieza.
Para ello, primero se crea una matriz maestra de aluminio o acero. A continuación, se inyecta cera en esta matriz, creando varios patrones idénticos en un ciclo rápido.
El montaje de las piezas de cera en un árbol de bebederos común lo realizan los técnicos. Este árbol se asemeja a un montón de componentes destinados a un vertido simultáneo.
Mediante inmersiones repetidas en lodo cerámico se produce un revestimiento multicapa de alta resistencia. El circonio es fino en la cara interna, mientras que en la externa se utilizan materiales más gruesos para aumentar la resistencia.
Una vez seca la cáscara, se introduce en un horno. El calor elimina toda la cera y crea una cáscara de cerámica hueca.
Para mejorar el flujo de todo el metal, se precalienta la cáscara vacía. Además, todo el metal debe transportarse al vacío o presurizado.
Una vez enfriada la cáscara, es fácil romperla mediante un chorro de agua o una vibración mecánica. El árbol se corta, y las puertas restantes se someten a un ligero retoque, del orden de unos pocos milímetros de trituración.
Esta técnica es igualmente eficaz para superaleaciones, aluminio, aceros inoxidables y titanio. La mayoría de las piezas estándar pesan menos de 150 libras, pero existen talleres especializados en componentes pesados.
A partir del molde, se obtiene un acabado superficial de Ra 63 a 125 micropulgadas. Las superficies lisas se pulen en segundo lugar.
Suelen mantener tolerancias de 0,005 y tal precisión permite al diseñador saltarse la mayoría de las operaciones.
Los pasajes y las paredes finas de un octavo de pulgada se fabrican de forma fiable. Sin núcleos adicionales, se producirán socavados y rasgos finos detallados.
Cuando se requiere el mayor ahorro de peso y una alta repetibilidad, la fundición a la cera perdida es una opción excelente. Cuando la calidad del componente final es alta, los procesos adicionales están justificados.
3. ¿Cuáles son las diferencias entre la fundición a la cera perdida y la fundición en arena?
La primera división clara entre los dos procesos es el coste del utillaje. El coste de los moldes de fundición en arena puede oscilar entre un par de cientos de dólares y unos pocos miles. En comparación con la fundición a la cera perdida, el coste de las matrices y el utillaje de cera empieza en cinco mil dólares y puede aumentar considerablemente con diseños más complejos.
El número de piezas producidas supone un cambio drástico en el coste de una pieza. La fundición a la cera perdida es más económica a mayor número de piezas porque la reducción del mecanizado compensa el coste del primer juego de herramientas.
Los pesos máximo y mínimo de las piezas son también un claro factor de separación. En la fundición en arena se suelen fabricar piezas de varias toneladas de peso, como bases de máquinas o bloques de motores. En cambio, la fundición a la cera perdida suele limitarse a piezas que pesan menos de ciento cincuenta libras.
Los requisitos de acabado y las texturas superficiales son otros dos procesos diferentes. Las piezas fundidas en arena suelen requerir un proceso de acabado (como limpieza por granallado y mecanizado CNC) porque tienen una superficie rugosa. En cambio, las piezas de fundición a la cera perdida salen del cascarón con un acabado liso.
Por último, la precisión dimensional es un factor muy importante. La fundición a la cera perdida suele tener una mayor precisión dimensional que la fundición en arena. La fundición en arena tiene una tolerancia de ± 0,030 pulgadas (30 milésimas de pulgada) en comparación con la fundición a la cera perdida, que oscila entre 0,005 y 0,010 (5 a 10 milésimas de pulgada).
Si se añaden capas de complejidad a un diseño, es preferible utilizar métodos de revestimiento cerámico en lugar de los métodos tradicionales de fundición en arena. El proceso de fundición a la cera perdida permite crear varias paredes finas y numerosas características complejas, como rebajes y estructuras internas, que los métodos de fundición en arena no pueden reproducir sin núcleos y elementos de calado costosos y que requieren mucho tiempo.
El plazo de entrega también depende de las distintas fases del proceso seleccionadas. Por ejemplo, los modelos sencillos y los cuellos de botella en fundición en arena pueden producirse en un par de días. Sin embargo, la fundición a la cera perdida debería llevar semanas debido al largo proceso de encerado y construcción de la carcasa. Sin embargo, con el uso de la automatización moderna, esto puede no ser así.
Los dos procesos también difieren en cuanto a la utilización del material y la chatarra. Con el uso de un asistente de vacío, la fundición a la cera perdida puede alcanzar un rendimiento de 90%. La contrapartida sería la fundición en arena, que tiene un mayor uso de metal en las bandas, pero la arena puede reciclarse casi por completo.
Los factores medioambientales de ambos procesos no están estancados La recuperación de la arena utilizada en los métodos de fundición en arena reduce los residuos de los vertederos, mientras que la fundición a la cera perdida no lo hace. En general, se reduce la chatarra de mecanizado y en los procesos de acabado.
Estas diferencias son la razón por la que su decisión debe comenzar con un dibujo de las piezas y una cantidad objetivo. Las primeras conversaciones con la fundición también pueden dar lugar a procesos híbridos que aprovechen lo mejor de cada método.
4. Ventajas de la fundición a la cera perdida y de la fundición en arena

La fundición en arena es un proceso extremadamente flexible para componentes de gran tamaño. Es fácil fabricar una sola carcasa de seis mil libras o miles de soportes idénticos con el mismo planteamiento básico de utillaje.
También resulta atractivo para empresas de nueva creación y talleres que quieren probar cosas nuevas. Además, los cambios de patrón son más baratos que los cambios de utillaje que se realizan en otros lugares.
Se puede colar casi cualquier aleación sin apenas cambios en el proceso. Las fundiciones pueden cambiar entre bronce, aluminio, acero y hierro fundido con poco o ningún tiempo de inactividad.
Con la fundición por inversión, la automatización ha mejorado el proceso. y la fundición por inversión tiene los precios unitarios más atractivos. La arena nueva también se recicla, lo que prolonga su vida útil a lo largo de los años y mantiene bajos los costes de producción.
La fundición a la cera perdida ofrece mejores detalles que la fundición en arena, así como repetibilidad. Los dispositivos médicos o los álabes de turbina presentan detalles que no pueden conseguirse con el moldeo en arena.
El mecanizado secundario mínimo reduce los costes del ciclo de vida, con tolerancias más ajustadas que reducen los problemas de montaje y, en última instancia, el número de reclamaciones de garantía sobre el terreno.
Con el uso de paredes finas y rebajes, los diseñadores pueden crear componentes más resistentes y ligeros. Esto es especialmente importante para los objetivos de peso de los vehículos eléctricos y aeroespaciales.
En las aleaciones más exigentes, se puede mejorar la resistencia a la fatiga y el comportamiento frente a la corrosión con superficies lisas. En general, el revestimiento cerámico proporciona un metal más claro con menos inclusiones.
Ambos procesos sirven para todas las familias de productos férreos y no férreos. La fundición en arena domina en cuanto a escala, mientras que la fundición a la cera perdida lidera en cuanto a requisitos de precisión y acabado.
Más recientemente se han visto estrategias híbridas. Para grandes cuerpos de bomba, la fundición en arena forma el cuerpo principal, mientras que la fundición a la cera perdida se utiliza para los precisos impulsores fluidodinámicos.
Recopilar la información necesaria sobre el diseño reduce las posibilidades de despilfarro y el riesgo de que falten componentes críticos. Así se informa de la necesidad y de los componentes críticos y de gran tamaño.
Para prototipos rápidos y estructuras de gran volumen, lo mejor es la fundición en arena. Si lo que le importa es el acabado superficial y la repetibilidad, la mejor opción es la fundición a la cera perdida.
La mejor combinación de ambos métodos suele dar como resultado el menor coste total de propiedad. Las buenas fundiciones cotizan los dos métodos uno al lado del otro para una rápida comparación.
5. Ámbitos de aplicación de la fundición a la cera perdida y la fundición en arena
Las industrias de maquinaria pesada que necesitan piezas grandes y resistentes se benefician de la fundición en arena. También es el caso de la industria del automóvil para bloques de motor, culatas y cajas de transmisión.
Bastidores de maquinaria de construcción, impacto con un diario y engranajes y carcasas de fundición en arena. La maquinaria agrícola la utiliza para piezas de arados y robustas carcasas de cajas de cambios.
Cuando los diámetros superan las veinticuatro pulgadas, los grandes cuerpos de bombas y válvulas de los sectores de tratamiento de aguas, petróleo y gas, entre otros, suelen empezar como piezas moldeadas en arena. Lo mismo ocurre con las tapas de alcantarilla. Muchos municipios utilizan técnicas de fundición en arena tan antiguas como la industria.
La fundición a la cera perdida de precisión es necesaria en campos en los que los detalles más pequeños pueden provocar las mayores pérdidas. Estos detalles son fundamentales para el rendimiento y la eficacia de las piezas. Se necesitan con gran precisión en los álabes guía y los álabes de turbina de los motores aeronáuticos.
Los instrumentos quirúrgicos y los implantes médicos deben diseñarse para reducir la posibilidad de infección en los pacientes, y esto se consigue con superficies lisas y canales internos diseñados con gran precisión.
En la industria del automóvil, el proceso de fundición a la cera perdida se utiliza para diversos componentes, como carcasas de motores, piezas de suministro de combustible y soportes complejos. Estos componentes son fundamentales para la reducción de peso, el acabado en bruto y la funcionalidad general de los vehículos eléctricos (VE).
En la industria de generación de energía, la fundición a la cera perdida se utiliza para piezas de aleaciones de alta temperatura que puedan soportar condiciones extremas de temperatura y presión, como las que se encuentran en los segmentos de la cámara de combustión y las ruedas de los compresores.
El ahorro de peso es una consideración importante en la fundición a la cera perdida de carcasas de sensores y soportes de armas para aplicaciones de defensa. Estas piezas se fabrican con gran precisión y no requieren operaciones posteriores a la fundición.
El proceso de fundición permite reproducir con gran precisión los intrincados detalles decorativos de la ferretería, la joyería y otras artesanías.
En los diseños híbridos, se utilizan ambos procesos de fundición en el mismo producto. Por ejemplo, un impulsor fundido a la cera perdida y de caudal optimizado puede alojarse en una carcasa de bomba fundida en arena.
Para lograr la integridad estructural, las bandejas de las baterías de los VE utilizan fundición en arena. A continuación, se recurre a la fundición a la cera perdida para crear canales de refrigeración integrados y montar sensores con mayor exactitud y precisión.
Tras analizar el tamaño, la complejidad y el número de unidades producidas anualmente, podemos garantizarle que lo más probable es que su proyecto concreto se corresponda perfectamente con uno de estos procesos. Ingenieros cualificados en fundición solicitarán presupuestos dobles que nos devolverán en unos días para responder a sus preguntas sobre los procesos y los costes de la correspondencia entre sus archivos CAD y las cantidades previstas.
Se pueden crear sobreprecios en piezas sencillas en las que se ha invertido y en piezas fundidas en arena que se han mecanizado en exceso. Del mismo modo, la participación temprana del proveedor puede evitar estos problemas. La industria de la fundición es extremadamente transparente a la hora de presentar sus mejores opciones y los costes más bajos.
Tras considerar los factores analizados, se desvelará la respuesta a la pregunta. El aprendizaje será beneficioso independientemente de si el siguiente componente son unas pocas onzas o varias toneladas. Le permitirá cumplir el plazo y el presupuesto.
En conclusión, la pregunta “¿cuál es mejor?” siempre recibe la misma respuesta práctica. Depende totalmente de las especificaciones de su pieza y de sus objetivos de producción. Utilice esta guía como lista de comprobación y consulte pronto a las fundiciones para asegurarse la solución más económica para su aplicación única.