Índice
Un método llamado colado por succión en vacío fabrica piezas metálicas con gran precisión, dejándolas lisas y casi sin pequeños agujeros en su interior. Cuando se requieren formas complejas, secciones delgadas y una resistencia fiable, los profesionales suelen recurrir a esta técnica. En lugar de la fundición a la cera perdida, en coquilla o en arena, algunos descubren que se adapta mejor a sus necesidades, dependiendo de lo que estén construyendo. Desde cómo funciona hasta quién la suministra, aquí encontrará todos los detalles sin saltarse los puntos clave.
¿Cómo funciona el moldeo por succión en vacío?
Desde dentro hacia fuera, la succión arrastra el metal líquido caliente a través de un espacio de fundición cuando el aire desaparece bajo la fuerza del vacío. En lugar de esperar a que sólo el peso haga descender el material, el flujo arrastrado alcanza con fuerza los detalles más finos. Se forman menos burbujas, ya que el gas atrapado escapa antes de que comience el endurecimiento. Las bolsas vacías se contraen al caer la presión tras los frentes en movimiento.
Para empezar, los moldes exactos suelen encargarse del trabajo: las cáscaras de cerámica salen mucho, algo parecido a lo que se ve en la fundición a la cera perdida. En el vacío, el metal fundido se mueve más suavemente y la estructura queda más compacta. Este empaquetamiento hace que las piezas salgan más resistentes y con superficies más limpias.
¿Busca piezas de fundición para succión por vacío? Lo más probable es que busque piezas que encajen a la perfección. La precisión es lo más importante en este caso, en el que incluso los pequeños defectos pueden causar grandes problemas. Las paredes finas deben resistir sin agrietarse bajo tensión. Los equipos aeroespaciales cuentan con ella cuando la seguridad no es negociable. Los fabricantes de dispositivos médicos lo utilizan porque la uniformidad ahorra tiempo. Las máquinas de las fábricas funcionan mejor con estas piezas fiables en su interior. El sector del automóvil exige superficies interiores limpias y sin huecos ocultos. Cada detalle permanece intacto gracias a la extracción controlada de aire durante el conformado.
Empezando de forma diferente, el moldeo por succión supera a los métodos habituales por gravedad al ofrecer resultados más estables. Cuando las formas se vuelven complicadas -piense en formas intrincadas- el aire atrapado suele estropear las cosas en el interior, pero aquí ese riesgo se reduce drásticamente. Gracias a esta ventaja, las aplicaciones de alto rendimiento se apoyan en ella sin pensárselo dos veces.
Historia del moldeo por succión en vacío

A mediados del siglo XX, empezaron a tomar forma nuevos métodos para verter el metal fundido. La calidad era más importante cuando las fábricas necesitaban piezas más resistentes. Así que los talleres empezaron a probar sistemas que extraían el aire durante la fundición. En lugar de dejar huecos en el interior, probaron a encerrar los moldes por completo. Uno de los métodos consistía en utilizar cajas herméticas en las que se reducía la presión antes de la solidificación. Los resultados mejoraron cuando el flujo de aire dejó de interferir. Poco después mejoró la fluidez en formas detalladas.
De la necesidad surgió la innovación: las exigencias de la aviación impulsaron la fundición en vacío. Los aviones más fuertes necesitaban metales más resistentes, por lo que los materiales evolucionaron bajo presión. Como la calidad era lo más importante, el vacío eliminaba los defectos durante el moldeado. La precisión aumentó cuando se impusieron los métodos sin aire.
Poco a poco se fueron imponiendo máquinas más rápidas, con movimientos más precisos. Las bombas de vacío mejoradas controlaban mejor el flujo de aire y los sensores controlaban cada cambio de temperatura. Gracias a estos avances tecnológicos, introducir metal en moldes a baja presión se convirtió en una actividad rentable. Las máquinas que antes funcionaban con dificultad, ahora lo hacían de forma constante, gracias a controles más inteligentes que vigilaban cada paso.
Desde las cocinas hasta las salas de control, las máquinas dan forma a nuestro mundo en silencio. La fundición por succión al vacío destaca allí donde la calidad no puede doblegarse. No se trata sólo de verter metal: este método lo guía cuidadosamente hasta su lugar. Los moldes de precisión se encuentran con una presión constante, lo que hace que los defectos sean difíciles de ocultar. La ingeniería de hoy en día exige resultados limpios; esto se consigue sin ruido. Los trabajos difíciles encuentran respuesta aquí, una pieza sólida cada vez.
Tipos de colada por succión en vacío

Desde los moldes de arena hasta los permanentes, la colada por succión al vacío cambia de forma en función de su material. La elección del metal también influye: cada aleación se comporta de forma diferente bajo presión. Tanto si se trata de lotes pequeños como de series interminables, el tamaño de la producción cambia la forma en que encaja el proceso. Los ingenieros se basan en estos detalles a la hora de configurar su próxima construcción.
Fundición de cerámica por succión en vacío
Este método se define por un molde de cerámica en forma de concha, muy parecido a los de la fundición a la cera perdida. Perfecto para formas intrincadas, capta bien los rasgos delicados de la superficie. Gracias al vacío, el metal líquido llega hasta las zonas más estrechas.
Molde de arena Colado por succión en vacío
Los granos finos se asientan más lentamente cuando el peso importa más que el brillo. Aunque la lisura va a la zaga de los trabajos cerámicos, al aspirar el aire el material queda más compacto y las burbujas se mantienen bajas. Los trabajos a granel se apoyan en la arena cuando la masa define la función.
Molde metálico Colado por succión en vacío
Cuando necesite hacer cosas muchas veces, estos moldes de metal macizo funcionan bien al vacío. No sólo mantienen la forma en todos los lotes, sino que el proceso es más rápido que con los métodos tradicionales. Utilizarlos repetidamente no reduce la precisión. La velocidad aumenta mientras las medidas se mantienen ajustadas.
Variaciones específicas de la aleación
Una mezcla de calor y presión modifica el comportamiento de los metales en el vacío. Cuando el acero inoxidable se encuentra con niveles bajos de aire, su reacción no es como la del acero al carbono. El aluminio actúa de una manera y las superaleaciones de otra. Una configuración correcta determina la resistencia del resultado. Una configuración incorrecta puede debilitar la estructura.
Las necesidades del producto determinan la elección: la complejidad, el coste y el volumen son importantes. Los bocetos técnicos guían a los fabricantes a la hora de sugerir soluciones. Lo que sirve para un trabajo puede fallar en otro.
¿Qué son los métodos de colado por succión al vacío?

Un solo paso en falso durante el moldeo por succión al vacío puede echar por tierra semanas de trabajo de precisión. Aunque no se vean, los cambios de presión dentro del molde afectan tanto a los resultados como a la sincronización.
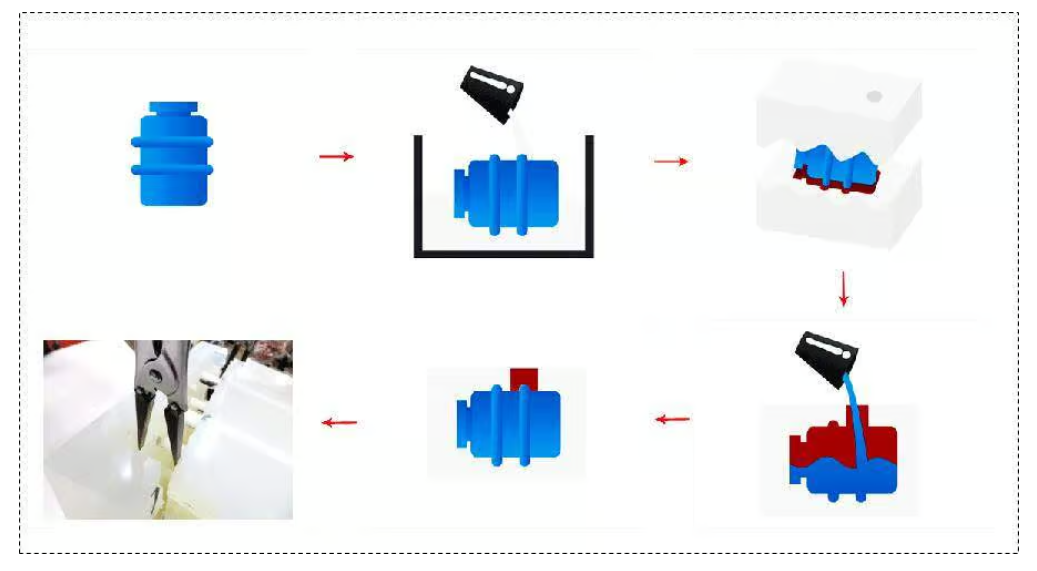
Patronaje
Primero se le da forma. Normalmente se hace con cera, aunque también se puede hacer con otros materiales flexibles. El resultado es exactamente igual que la pieza acabada.
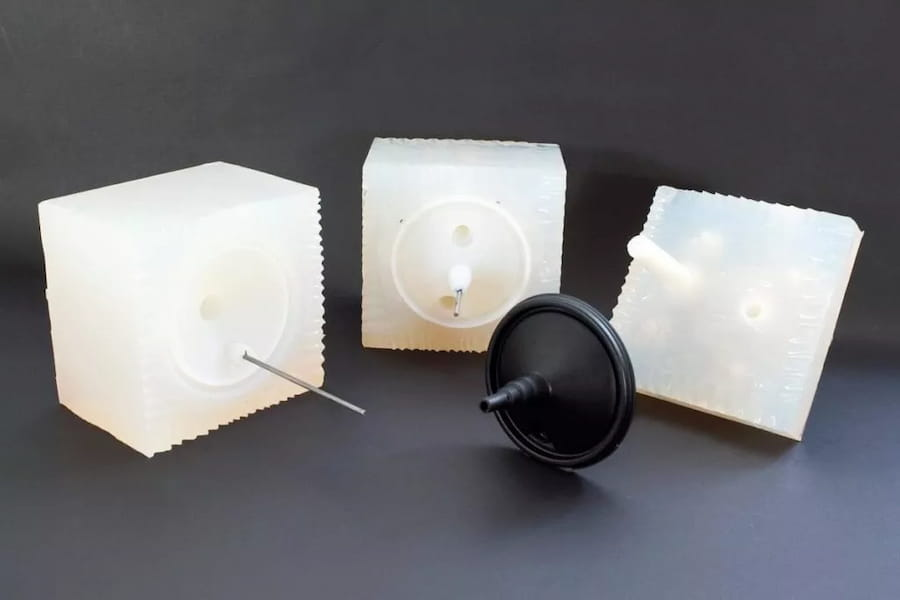
Preparación del molde
Una fina capa de mezcla cerámica se adhiere al modelo, seguida de una espolvoreada de arena. Una capa tras otra se van acumulando lentamente con el tiempo. Cuando es lo suficientemente gruesa, se endurece y adquiere una forma exterior rígida. El calor elimina por completo la cera interior. Detrás queda un espacio vacío con la forma del original.
Configuración de vacío
Un recipiente listo para la fundición entra en la sala de vacío. Se sella herméticamente para que no se escape nada. La presión baja lentamente, justo antes de la colada.
Fundición y colada de metales
El metal se vierte en caliente y se coloca en su sitio dentro de una cámara sellada. Como se elimina el aire, se desliza completamente por todos los rincones del molde. La diferencia de presión hace que penetre por completo.
Enfriamiento y solidificación
Una vez lleno, el metal se endurece a medida que pierde calor dentro del molde. Para reducir los huecos por contracción, el enfriamiento se produce bajo estrecha vigilancia. En los primeros momentos del endurecimiento, puede mantenerse el vacío.
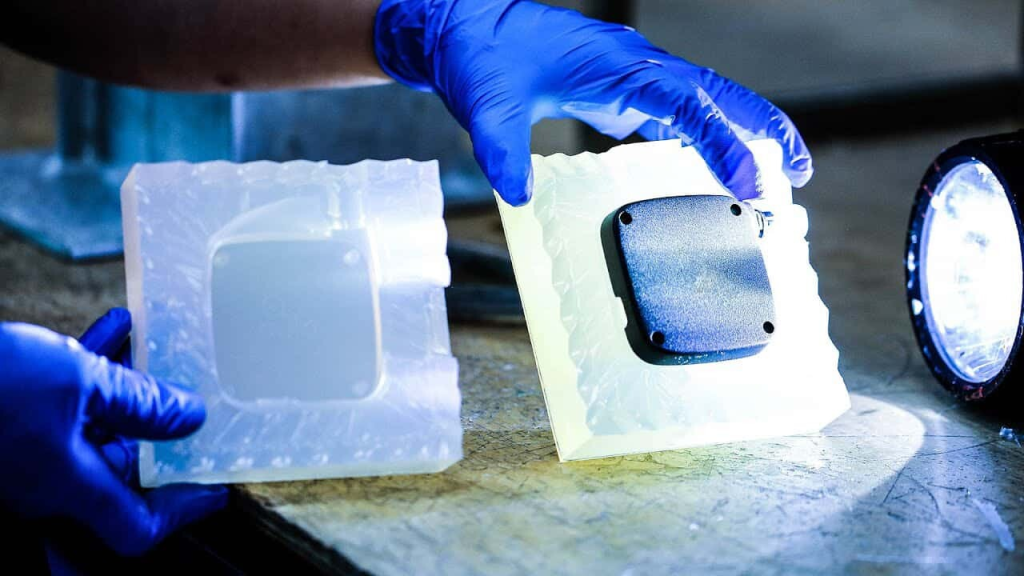
Retirada del caparazón y retoques finales
Tras el endurecimiento, los trabajadores desmoldan la cerámica. A continuación se limpia, se recorta y se trabaja la superficie. A veces se añaden otros pasos, como el mecanizado o el calentamiento, en función de las necesidades.
Los ajustes precisos determinan el rendimiento de cada fase. No sólo importa el calor: la presión en vacío también desempeña un papel. Junto a ellos, entra en juego el tiempo. El éxito se esconde en estos detalles, nunca anunciados de antemano.
¿Ventajas del moldeo por aspiración al vacío?

Una de las razones por las que la gente recurre a la colada por aspiración es que evita algunos problemas de la vieja escuela. Esto se traduce en resultados más silenciosos en el taller: menos salpicaduras y menos suciedad. Mueve el metal más rápido que el colado tradicional, pero se mantiene estable bajo presión. Se observan menos defectos en la pieza final. Este método también maneja mejor las paredes finas, casi como si supiera dónde fluir. No es de extrañar que llame la atención de quienes están hartos de las repeticiones.
Porosidad reducida
Al hacer el vacío, se aspira el aire y el gas atrapados en el interior del molde. Gracias a ello, las burbujas se forman con mucha menos frecuencia en el interior de la pieza. Los materiales más densos toman forma. La resistencia en toda la pieza es más uniforme.
Acabado superficial superior
El metal se desplaza fácilmente por el sistema. Por ello, las superficies salen más limpias. Los métodos de fundición en arena requieren menos trabajo adicional posterior.
Propiedades mecánicas mejoradas
La resistencia a la fatiga mejora al aumentar la densidad, por lo que los materiales más resistentes soportan mejor las tensiones. Las piezas portantes son las más beneficiadas porque soportan una presión constante.
Bueno para paredes finas
El relleno de zonas finas, que suele ser difícil con la fundición por gravedad, funciona bien en este caso. Así, es posible realizar construcciones más ligeras y pequeñas.
Mayor precisión dimensional
Tirar desde abajo ayuda a llenar los moldes más completamente. Gracias a este método, las formas detalladas se copian con precisión.
Rendimiento mejorado de la aleación
Las mezclas de metales finos suelen funcionar mucho mejor cuando se moldean al vacío. Como se elimina el aire, no se producen reacciones no deseadas durante el moldeado.
Reducción de las tasas de defectos
Menos poros suponen menos residuos en la producción. Por eso, las fábricas gastan menos en materiales y terminan los trabajos más rápido.
Conseguir tolerancias ajustadas es algo natural con el moldeo por succión en vacío. Este método destaca donde más importa el detalle. El rendimiento bajo presión también se ve claramente beneficiado. Las piezas de precisión toman forma de forma fiable en todo momento. Las altas exigencias se cumplen sin concesiones. El éxito se refleja en la uniformidad de las series
Utilización del moldeo por succión en los procesos de fabricación
Un método basado en la presión de vacío encuentra su lugar allí donde la precisión es más importante. Las industrias lo eligen cuando no se puede comprometer la consistencia. Con una extracción limpia y un flujo constante, el rendimiento se mantiene alto. Cuando los resultados deben cumplir normas estrictas, este método se mantiene firme.
Componentes aeroespaciales
Para empezar, las piezas aeronáuticas necesitan resistencia y exactitud. Para satisfacer estas necesidades, entra en juego el moldeo por vacío. Por ejemplo, las secciones de turbina o los bastidores de soporte mejoran mucho de este modo.
Industria del automóvil
Resistentes gracias a la eliminación del aire, las piezas de fundición funcionan bien bajo tensión. Como no hay nada que llene los espacios interiores, duran más cuando se las presiona con fuerza. Las versiones ligeras son igual de sólidas. Las piezas moldeadas al vacío soportan trabajos duros sin añadir peso.
Equipamiento médico
Una superficie limpia es lo más importante para las herramientas médicas. Sin polvo, cada pieza encaja exactamente como se necesita. Como el aire se extrae durante el moldeado, las partículas diminutas se mantienen alejadas. Con este método, el instrumental quirúrgico sale perfecto. Las piezas de los implantes toman forma con precisión en condiciones de vacío.
Maquinaria industrial
Cuando las piezas están sometidas a tensión, las pequeñas fisuras en su interior pueden provocar fallos prematuros. Una estructura más sólida significa que aguantan más tiempo.
Sector de la energía
Las piezas metálicas duran mucho tiempo en las duras condiciones de los sectores energéticos. Dado que estos entornos llevan los materiales al límite, la fundición al vacío interviene silenciosamente, proporcionando resistencia sin estridencias. Las máquinas siguen funcionando cuando métodos como éste resisten la presión.
¿Por qué los ingenieros prefieren este método? Porque responde sin concesiones a las exigencias de velocidad, precisión y presupuesto. A veces un factor lleva la delantera, pero ninguno se queda atrás.
¿Pruebas de calidad del colado por aspiración al vacío?

Sin comprobaciones sólidas, la fundición por aspiración al vacío puede ir mal rápidamente. Las personas que se interesan por este tema suelen preocuparse por si los proveedores cumplen con regularidad.
Inspección visual
En primer lugar, los trabajadores inspeccionan la suavidad de la superficie y sus medidas exactas. Durante esta comprobación aparecen grietas o pequeños agujeros en el exterior. Entonces marcan esos defectos para su revisión.
Ensayos no destructivos (END)
¿Encontrar agujeros ocultos en el metal? Eso es lo que hacen los escáneres de rayos X. Las ondas sonoras que viajan a través del material revelan los defectos más profundos. Las piezas fuertes empiezan por saber qué hay debajo.
Pruebas mecánicas
Se comprueba la firmeza, la fuerza de tracción y la resistencia. Estas comprobaciones muestran que todo cumple las normas necesarias para construir correctamente.
Análisis de la composición química
Para averiguar qué metales hay en el interior se utilizan espectrómetros. El material sigue siendo el mismo porque controles como éste detectan las diferencias a tiempo.
Medición dimensional
Encontrar puntos exactos es lo que hacen estas máquinas. Antes de que salga ningún paquete, se verifican las pequeñas diferencias.
Las fábricas que cumplen normas estrictas incorporan controles en cada paso. Como los resultados deben ser constantes, cada lote se somete a una revisión minuciosa antes de salir.
¿Busca un servicio fiable de fundición por aspiración al vacío?
Una forma de identificar a un proveedor de fundición por aspiración al vacío sólido es comprobar cuánto tiempo lleva en el mercado. Dado que el historial es importante, compruebe si dispone de las certificaciones adecuadas. La destreza técnica suele reflejarse en las muestras de trabajo, por lo que ese detalle merece atención. Cuando se trata de volumen de producción, sus límites de producción pueden ser decisivos. ¿Control de calidad durante la fabricación? Estos procesos suelen revelar la coherencia entre bastidores.
Una empresa sólida le mostrará exactamente cómo funcionan las cosas entre bastidores. Porque las actualizaciones claras vienen de la mano de una ayuda técnica fiable. Además, elegir un proveedor acostumbrado a realizar envíos al extranjero tiene sentido si incluye herramientas de prueba de alta gama.
¿Necesita una fundición por aspiración bien hecha? Fuchun Casting ofrece respuestas de fabricación inteligentes. Su sitio web muestra lo que hacen, cómo lo hacen y qué productos salen de su taller. Confiar en fabricantes experimentados mantiene los resultados constantes y permite cumplir los plazos sin complicaciones.
Recoge una o dos muestras -incluso ejemplos de proyectos anteriores- antes de lanzarte a por grandes lotes. Cuando los ingenieros y los fabricantes hablan pronto, los errores que agotan los presupuestos tienden a desaparecer.
Resumen
La colada por succión al vacío, que empieza sin hacer ruido, introduce el metal fundido en los moldes utilizando la fuerza de succión en lugar de la gravedad. Con este método se reducen las bolsas de aire y el material queda más apretado en el interior. A menudo se encuentra dando vueltas por las fábricas de piezas de aviones, pero también aparece en motores de coches y herramientas quirúrgicas. Las capas exteriores lisas salen de forma natural, casi por costumbre. La resistencia dentro de la estructura aumenta sin mucho esfuerzo. Las medidas se mantienen nítidas y siempre coinciden con los planos.
Los ingenieros ganan claridad recorriendo cada paso, detectando las ventajas y comprobando cómo las pruebas confirman la calidad. Un proveedor estable es igual de importante cuando se busca una producción estable a lo largo del tiempo.
El moldeo por succión al vacío interviene cuando las formas se retuercen, las paredes se estiran y la resistencia sigue siendo crítica. Con una presión constante que coloca el material en su sitio, se encarga de formas complicadas que otros no pueden mantener. Cuando los detalles importan y la estructura no puede doblarse, este método mantiene el agarre.