Índice
La fundición de metales es una parte esencial de las industrias modernas. Ya se trate de la industria automovilística, aeroespacial, de la construcción o de bienes de consumo, las piezas y componentes recién fabricados que salen de los moldes contienen defectos como exceso de arena, capas de óxido, escamas, rebabas y poros. Estas piezas necesitan procesos de tratamiento de superficies para ser aptas para tareas exigentes y estéticamente agradables.
La mayoría de los compradores que buscan “piezas de fundición” no quieren formas sencillas. Quieren formas que puedan tratarse para resistir la corrosión, el desgaste y las temperaturas extremas. Los procesos de tratamiento de superficies añaden valor a estas piezas y ayudan a evitar fallos prematuros.
Esta extensa guía le ayudará a comprender las razones, las técnicas habituales y el flujo de trabajo que implica el tratamiento superficial de piezas fundidas. Ingenieros, compradores y fabricantes podrán adquirir mejores piezas fundidas.
1. ¿Por qué realizar un tratamiento de superficie en piezas de fundición metálicas?

El tratamiento de superficies mejora la calidad de las piezas fundidas que se fabrican con imperfecciones e irregularidades superficiales que limitan negativamente su capacidad funcional. Las piezas fundidas de hierro o acero pueden tener restos de arena, y las piezas fundidas a presión de aluminio pueden tener una pequeña cantidad de porosidad o destellos.
Las piezas fundidas a presión de hierro y acero que se dejan sin tratar se corroerán más rápidamente en entornos húmedos y químicos. Las piezas de fundición sin tratar se corroerán más rápidamente en entornos húmedos o con niebla salina.
Las superficies uniformes y libres de contaminantes son una necesidad. Contaminantes como la cal, los óxidos y las partículas encapsuladas son sustancias que pueden debilitar y provocar fallos prematuros en los revestimientos.
En algunos casos, los requisitos son muy específicos. Los componentes de la industria del automóvil necesitan una resistencia muy alta a la abrasión, y los accesorios de las industrias navales requieren una resistencia muy alta a la corrosión del agua salada.
Los tratamientos superficiales también mejoran la adherencia de revestimientos y recubrimientos. La tensión puede hacer que los revestimientos se delaminen, agrieten o formen burbujas, y la causa suele ser una preparación insuficiente de la superficie.
Aumentan las normas y las garantías, y las industrias empiezan a sentir una mayor obligación de cumplirlas para evitar productos rechazados, repeticiones y fallos sobre el terreno.
Los ingenieros suelen hacer hincapié en los tratamientos superficiales cuando quieren prolongar la vida útil de un producto. Una pieza de fundición tratada adecuadamente puede mejorar notablemente la longevidad de un producto incluso en condiciones muy exigentes.
También hay razones estéticas para necesitar tratamientos superficiales en determinados componentes. Los herrajes arquitectónicos, los electrodomésticos y las estructuras de los muebles requieren superficies atractivas.
La creciente demanda de tratamientos superficiales salva la distancia entre la excelente fundición y la inferior realidad de la fiabilidad en el uso final.
2. ¿Cuáles son algunos de los procesos habituales de tratamiento de superficies?

Entre las numerosas técnicas de preparación de superficies, el granallado y el chorreado de arena son dos de las más comunes. Un medio abrasivo de alta velocidad, como granalla de acero o arena, se dirige a la superficie para eliminar arena, óxidos y otros contaminantes superficiales.
En series de producción masivas, el granallado es claramente superior en rendimiento, y la introducción de tensiones de compresión puede mejorar la vida a fatiga del producto. Por ello, el granallado se utiliza ampliamente en piezas de fundición de hierro y acero de chasis de automóviles y bases de maquinaria diversa.
El chorreado de arena puede realizar el trabajo en una variedad de geometrías, especialmente en aquellas que son profundas y tienen huecos. El chorro de arena puede preparar la superficie del material para que pueda adherirse correctamente a cualquier revestimiento posterior.
Primero se pule y después se rectifica. El pulido y el esmerilado se realizan tras una limpieza inicial. Para ello se utilizan bandas o muelas abrasivas que eliminan rebabas, rebabas y pequeños defectos.
Conseguirá una superficie más lisa que puede ser una superficie final o una superficie que puede sellarse. Esto ayudará a reducir un elevador de tensión que puede inducir una grieta con la cantidad de peso que se aplica varias veces a un material.
El recubrimiento de fosfato se realiza mediante la aplicación química de una capa de fosfato de proceso que puede ser útil para unir la pintura y proteger de la corrosión moderadamente.
El revestimiento de fosfato también es bueno para el acero y las piezas de fundición a presión de zinc. Es una buena imprimación para el recubrimiento en polvo o la pintura de maquinaria industrial.
El anodizado es para aluminio y aleaciones de aluminio. Es un proceso electroquímico que espesa y forma una capa porosa de óxido de aluminio.
El óxido de aluminio es increíblemente duro y muy resistente a la abrasión. También puede proporcionar colores que pueden ser beneficiosos para el aspecto y el diseño de cajas electrónicas o edificios.
La galvanoplastia es un proceso que forma una capa de metal y se realiza mediante corriente eléctrica. Se realiza con zinc, níquel, cromo y cobre.
El zincado protege las piezas de acero de la corrosión. El cromado hará que la superficie de los accesorios sanitarios tenga un aspecto brillante y añadirá resistencia al desgaste a los accesorios.
El metalizado químico permite realizar depósitos uniformes sin necesidad de electricidad. El recubrimiento de níquel-fósforo funciona con geometrías complejas y ofrece un grosor uniforme, a diferencia del método de chapado en tabla de pan.
Este método de revestimiento funciona mejor en geometrías difíciles, como agujeros ciegos o roscados. También aumenta la dureza y la resistencia química de la pieza que se va a revestir.
El revestimiento en polvo consiste en la aplicación de polvo de polímero seco, que luego se cura en un horno. El resultado es una capa uniforme muy resistente al desportillado y al rayado, que forma una capa resistente para proteger la pieza.
El recubrimiento en polvo está disponible en una gama casi infinita de colores y texturas, y es especialmente útil para proteger piezas de fundición para exteriores, como postes de la luz, rejillas o carcasas para maquinaria con una vida útil de 10 a 20 años.
La pintura líquida (húmeda) ofrece la mayor flexibilidad para el suministro de colores a medida, especialmente en aplicaciones de bajo volumen, e implica el uso de imprimaciones, capas de acabado y pinturas especializadas.
En los entornos industriales extremos, las pinturas impermeables (epoxi o poliuretano) son útiles para proteger contra la luz ultravioleta (UV), los productos químicos y la abrasión.
El galvanizado en caliente proporciona un medio económico de dotar a las piezas de fundición de un nivel de protección contra la corrosión de por vida. El proceso de inmersión da como resultado una gruesa capa de zinc adherida metalúrgicamente a la superficie. La capa de zinc es sacrificial para la protección anticorrosiva del acero.
El proceso es el mejor para las piezas fundidas de estructuras que vayan a utilizarse en entornos costeros o industriales y, con la técnica adecuada, pueden resistir la corrosión durante 50 años, incluso con un mantenimiento muy mínimo.
La pasivación es un proceso que puede utilizarse para mejorar la resistencia a la corrosión del acero inoxidable o el aluminio y consiste en eliminar el hierro libre para dejar un óxido que es pasivo.
El proceso es muy sencillo, consiste en una inmersión química y sirve para evitar las picaduras, al tiempo que ayuda a mantener el estado higiénico de las piezas fundidas utilizadas, para aplicaciones médicas o de procesamiento de alimentos.
El tratamiento láser y el PVD (deposición física de vapor) son las opciones de tratamiento más avanzadas. El revestimiento de cerámica dura PVD proporciona una resistencia extrema al desgaste.
El endurecimiento por láser es el proceso de reforzar los dientes de los engranajes o las superficies de desgaste sin que se deforme toda la pieza.
Estos diferentes tratamientos dependen de las aleaciones, la geometría y las prestaciones deseadas del producto final. Además, la integración de distintos tratamientos (por ejemplo, granallado seguido de recubrimiento en polvo) suele ser lo más ventajoso.
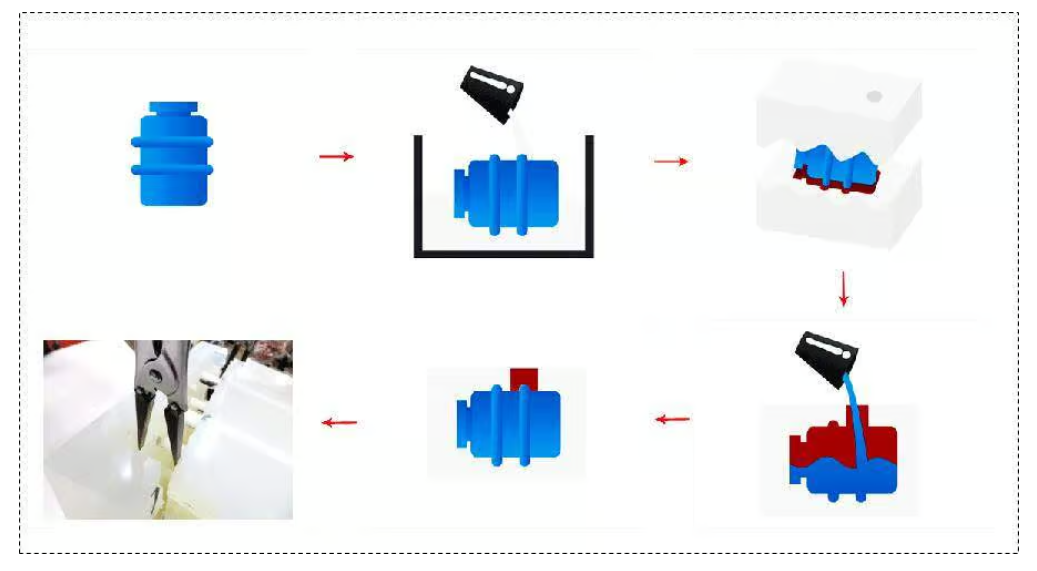
3. Diagrama de flujo del proceso de tratamiento superficial de piezas de fundición metálicas
El tratamiento de superficies se realiza en una secuencia que garantiza la calidad y la eficacia.
Etapa 1. Recepción e inspección de las piezas fundidas. Las piezas fundidas se inspeccionan visual y mecánicamente para ver si hay discrepancias importantes con las dimensiones.
Paso 2. Las piezas fundidas se someten a un tratamiento de granallado de limpieza o chorro de arena para eliminar cualquier resto de moho, arena, cascarilla o residuos. El resultado es una superficie con una textura rugosa uniforme.
Paso 3. Desbarbado y esmerilado. Las herramientas manuales o automáticas eliminan las rebabas, las compuertas, las bandas y los bordes afilados.
Etapa 4. Pretratamiento. La grasa y el aceite se eliminan mediante un proceso conocido como desengrasado. El grabado ácido, o decapado, se utiliza para preparar químicamente la superficie que se va a unir.
Etapa 5. Tratamientos superficiales primarios. Se utilizan tratamientos de protección del núcleo (por ejemplo, anodizado (aluminio), galvanizado (acero) o galvanoplastia) para revestir los materiales en función de los materiales utilizados y los requisitos.
Etapa 6. Tratamientos superficiales secundarios. Se añaden recubrimientos adicionales de pintura en polvo o húmeda para dar color, un tratamiento añadido para mejorar la resistencia a la corrosión o un tratamiento añadido para mejorar la protección contra los rayos UV.
Paso 7: Curado/secado - El curado del polvo o la pintura implica la cocción en horno. Los componentes sensibles pueden secarse al aire o a bajas temperaturas.
Etapa 8: Inspección final y pruebas - Medición del grosor de los revestimientos, la calidad de la adherencia (pruebas de rayado transversal o arranque) y la resistencia a la niebla salina. Algunas de las pruebas pueden ser subjetivas.
Paso 9: Embalaje y envío - Para proteger las piezas fundidas acabadas de daños durante el transporte, se pueden utilizar envoltorios, cajas y desecantes.
El tipo de fundición dicta la secuencia precisa. Mientras que el aluminio fundido a presión puede omitir una limpieza mecánica intensa, el hierro fundido en arena requerirá un chorreado inicial agresivo.
Los proveedores internos o integrados mejoran la eficacia de este flujo y reducirán los daños por manipulación y los plazos de entrega. Una secuenciación adecuada ayudará a evitar posibles problemas como la formación de ampollas o una mala adherencia.
4. ¿Cuáles son las ventajas del tratamiento superficial de las piezas de fundición?
La principal ventaja es la mayor resistencia a la corrosión. Los tratamientos superficiales crean una barrera que impide la corrosión.
Cuando las piezas de fundición se tratan con zinc o recubrimientos de polvo grueso, pueden durar muchas décadas sin sufrir un deterioro significativo.
Las piezas de automóviles o embarcaciones que han sido tratadas pueden durar entre dos y cinco veces más que las que no lo han sido.
Las piezas que requieren una sustitución frecuente reducen el tiempo de inactividad de una línea de producción y reducen los costes.
Ciertos tratamientos superficiales mejoran la resistencia al desgaste y la abrasión de los materiales. El granallado crea una superficie de compresión que se suma a la superficie de impacto del tratamiento.
A través de millones de ciclos, las masas y la fricción de los materiales construidos se reducirán en elementos como bombas, válvulas y engranajes.
Es fundamental que los tratamientos de endurecimiento superficial y alivio de tensiones creen superficies que minimicen la iniciación de grietas, para que los tratamientos mejoren el rendimiento.
Esto es especialmente cierto en el caso de artículos que van a someterse a usos en maquinaria pesada y en el sector aeroespacial, para soportar las cargas cíclicas de las vibraciones.
Los tratamientos superficiales lisos o los revestimientos decorativos que proporcionan un acabado de cara al consumidor a un producto pueden aumentar la percepción de valor del producto. Esto también aumenta el precio que puede fijarse para los artículos recubiertos o chapados.
Cuando las superficies están preparadas, los revestimientos se adhieren con más fuerza que las superficies a revestir. Esto significa que, incluso cuando se someten a impactos o cambios de temperatura que crean dilataciones, la adherencia a la superficie revestida se mantiene.
Cuando las superficies están tratadas, sus revestimientos están diseñados para resistir el desgaste, de modo que los intervalos de mantenimiento de las superficies son muy superiores a los que tendrían sin tratar.
Las piezas mantienen su estructura al ensamblar características y componentes con tolerancias estrechas y mayor estabilidad dimensional y deflexión gracias al alivio de tensiones durante el mecanizado secundario.
Con las piezas moldeadas tratadas, el fabricante no necesita cambiar las aleaciones base para conseguir flexibilidad.
Los costes del tratamiento son una inversión porque se eliminan los costes debidos a la chatarra, las piezas reelaboradas, las devoluciones en campo, las devoluciones en garantía y/o debidos a la falta de calidad. El tratamiento ayuda a superar las piezas fundidas de metal tratado, que normalmente se trataban.
5. ¿Dónde puedo comprar piezas de fundición con tratamiento de superficie?
Simplificando los procesos de compra, las fundiciones integradas ofrecen piezas de metal fundido acabadas con tratamiento de superficie, acabado y mecanizado.
Busque procesos de calidad certificados por ISO 9001, IATF 16949 y/o AS9100.
Sitios como Alibaba, ThomasNet o made-in-china contienen muchas ofertas de proveedores; filtre aquellos que incluyan especificaciones de tratamiento de superficies en sus ofertas.
Debido a su precisión, tratamiento rápido y estrictas normas de calidad, las fundiciones de metales de Norteamérica y Europa son más caras y están más indicadas para aplicaciones especializadas, reguladas o de alto valor. En cambio, las fundiciones de Asia (China, India y Vietnam) son más asequibles y se centran más en la producción en serie. También han invertido en tratamientos conformes a las normas internacionales.
Facilite las especificaciones del tratamiento, el tipo de aleación, el grosor del tratamiento y los resultados de las pruebas de pulverización salina para solicitar presupuestos.
Solicite piezas de muestra e informes de pruebas de terceros. Los proveedores fiables facilitan fotos de sus procesos, listas de equipos y referencias de clientes sin que se lo pidan.
Tenga en cuenta el abastecimiento híbrido con agentes locales y/o importadores. Ellos se encargan de la traducción y la logística y le dirigen a fundiciones extranjeras específicas.
¿Hay algún nombre especialmente destacado entre estos importadores? Fundición Fuchun Empresa.
Sea el primero en establecer requisitos como los grados de material, la exposición ambiental prevista, las normas de color, el volumen y el presupuesto. Esto ayuda a elegir a los proveedores.
Muchas de las empresas con mejores resultados tienen soluciones de tratamiento personalizadas con combinaciones de granallado + fosfatado + revestimiento en polvo + etc.
Inicie conversaciones con el mayor número posible. Evalúa y contrasta sus plazos de entrega, presupuestos, comunicación y capacidad de adaptación.
Las piezas fundidas con tratamiento superficial se entregan totalmente montadas o listas para su instalación. Reducen el grado de procesamiento necesario en la empresa y proporcionan una calidad fiable y constante de un lote a otro.