目录
金属铸造业的全球市场规模约为 $152 至 $200 亿美元,推动了当代制造业的发展。此外,预计金属铸造业将以强劲的步伐发展,未来 10 年的复合年增长率将达到 4.8% 至 7.8%。由于砂型铸造在制造大型部件方面具有卓越的多功能性,因此在金属铸造行业中占据了 40% 至 45% 的市场份额。.
当专业人士向谷歌询问 “哪个更好?”时,他们通常是工程师、设计师或采购经理,正在考虑特定组件的替代方案。他们试图了解价值工程的合理性,在哪些方面需要更高的精度,以及在哪些情况下应该以更高的成本避免复杂性。因此,他们的主要关注点是既要达到所需的功能标准,又不能在后期加工和过多的工具上花费过多的成本。.
本指南的目的是让您能够以回答问题所需的详细程度来评估两个备选方案。.
1.什么是砂型铸造?

最古老、最具历史意义的方法之一是砂型铸造。这种方法使用砂制成的临时模具,这些模具是围绕可重复使用的图案准备和包装的。.
可重复使用的模型可以由木材、塑料甚至 3D 打印材料制成。可重复使用的模型看起来与最终部件一样,但会有额外的收缩和加工余量。.
铸造工人会将图案放入一个由两部分组成的烧瓶中,这种烧瓶被称为 "夹钳"(cope)和 "拖拽"(drag)。他们必须将混有粘合剂的沙子压实在图案周围,并进行包装,以捕捉每一个细节。.
压实完成后,图案就会被移除。这样就为熔融金属留下了一个空腔。.
工程师将添加一个浇口系统,该系统由浇口、流道和立管组成。在冷却过程中,这些系统将疏导水流,为金属供料,防止出现空洞。.
熔融合金在重力作用下倒入模具。金属将在砂子内凝固,然后整体掉入脱模站。.
振动台将从冷却的铸件中清除砂子。大部分砂子可在另一个循环中重复使用。这将材料成本降至最低。.
然后,原铸件被转移到切割、抛丸和打磨工位。这些工序将去除铸件上的浇口,并有助于提高表面质量。.
这种工艺几乎适用于所有类型的金属,包括高合金钢、铝和灰铁。零件重量没有实际限制,从盎司到数吨不等。.
典型的表面光洁度在 Ra 250 到 500 微英寸之间。这种粗糙度通常要求对功能表面进行额外加工。.
尺寸公差通常为每英寸正负 0.030 英寸。当然,较大部件的差异会更大。.
现代铸造厂目前的发展趋势是实现混砂和造型线的自动化。这些升级提高了砂型铸造工艺的一致性,同时仍保持了原型和中型生产的低成本严格要求。.
砂型铸造仍占全球金属铸件总量的 50%以上。当您需要快速样品或大型复杂结构件时,这种工艺是理想之选。.
2.什么是熔模铸造?

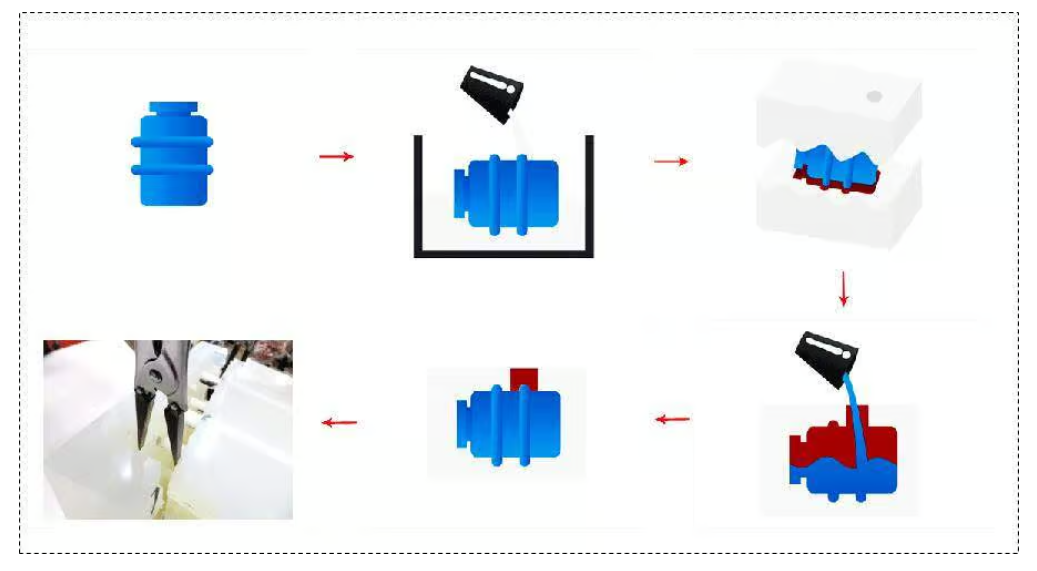
熔模铸造也被称为失蜡工艺,其精度非常高。这种工艺在蜡型零件的周围形成一个可重复使用的陶瓷外壳。.
为此,首先要使用铝或钢模具制作一个主模。然后,将蜡注入母模,在快速循环中制作出多个相同的图案。.
技术人员将蜡件组装到一个共同的浇口树上。这种浇口树就像一堆用于同时浇注的部件。.
通过在陶瓷浆料中反复浸泡,可产生高强度的多层外壳。内层使用细锆,外层使用较粗的材料,以提高强度。.
外壳干燥后,将其放入熔炉中。高温会去除所有的蜡,同时形成一个中空的陶瓷外壳。.
为了提高整个金属的流动性,空壳需要预热。此外,整个金属要在真空或加压状态下进行。.
一旦外壳冷却下来,就很容易用喷水或机械振动的方法将外壳击碎。树木被砍断,剩下的树门经过轻微的触碰,大约几毫米的研磨。.
这种技术对超耐热合金、铝、不锈钢和钛同样有效。大多数标准部件的重量通常不到 150 磅,要轻得多,但也有专门的车间可以加工重型部件。.
模具的表面光洁度为 Ra 63 至 125 微英寸。光滑表面则进行二次抛光。.
它们的公差通常保持在 0.005,这样的精度使设计人员可以跳过大部分操作。.
八分之一英寸的通道和薄壁都能可靠制造。如果没有额外的芯材,就会出现下切和细微的精细特征。.
在需要最大限度地减轻重量和实现高重复性的情况下,熔模铸造是一种极佳的选择。当最终部件的质量要求较高时,额外的工艺流程是合理的。.
3.熔模铸造和砂型铸造有什么区别?
这两种工艺的第一个明显区别是模具成本。砂型铸造的成本从几百美元到几千美元不等。与熔模铸造相比,熔模铸造模具和蜡模的成本从五千美元起,如果设计更加复杂,成本还会大幅增加。.
生产件数会使一个零件的成本发生巨大变化。生产的件数越多,熔模铸造就越经济,因为减少的加工量可以抵消第一套工具的成本。.
最大和最小零件重量也是一个明显的区分因素。在砂型铸造中,通常要制造重达数吨的零件,如机器底座或发动机缸体。相比之下,熔模铸造通常仅限于重量小于一百五十磅的零件。.
精加工要求和表面纹理是另外两种不同的工艺。砂型铸件由于表面粗糙,通常需要进行精加工(如喷砂清理和数控加工)。另一方面,熔模铸造出的型壳表面光滑。.
最后,尺寸精度也是一个非常重要的因素。与砂型铸造相比,熔模铸造通常具有更高的尺寸精度。砂型铸造的公差为 ± 0.030 英寸(千分之 30 英寸),而熔模铸造的公差范围在 0.005 到 0.010 之间(千分之 5 到 10 英寸)。.
在设计中增加复杂层次,最好使用陶瓷壳方法,而不是传统的砂型铸造方法。熔模铸造工艺可以制造多层薄壁和许多复杂的特征,如底槽和内部结构,而砂型铸造方法如果没有昂贵和耗时的型芯和牵伸特征,是无法复制这些特征的。.
交货时间还取决于所选工艺的各个阶段。例如,砂型铸造中的简单模式和瓶颈可在几天内完成。然而,熔模铸造由于要进行耗时的打蜡和铸壳过程,需要数周时间。然而,随着现代自动化技术的应用,这种情况可能会不复存在。.
这两种工艺在材料利用率和废品率方面也有所不同。使用真空辅助装置后,熔模铸造的成品率可达 90%。与之相对应的是砂型铸造,它在冒口中使用的金属较多,但砂型几乎可以全部回收利用。.
这两种工艺的环境因素都不是停滞不前的,砂型铸造方法中使用的砂再生可减少垃圾填埋,而熔模铸造则不会。总体而言,减少了加工废料和精加工工序。.
正因为存在这些差异,所以在做出决定时,首先应绘制零件图并确定目标数量。与铸造厂的早期对话还可能产生混合工艺,利用每种方法的优点。.
4.熔模铸造和砂型铸造的优势

砂模铸造工艺对于大型部件来说非常灵活。使用相同的基本工具方法,可轻松制造重达六千磅的单个外壳或数千个相同的支架。.
这对初创企业和希望尝试新事物的加工厂也很有吸引力。与在其他地方进行的硬模更换相比,模式更换的成本也更低。.
几乎任何合金都可以浇注,几乎不需要改变工艺。铸造厂可以在青铜、铝、钢和铸铁之间进行转换,几乎无需停机。.
熔模铸造的自动化改进了工艺流程,而熔模铸造的单价最具吸引力。新砂也可循环使用,从而延长了砂的使用寿命,使生产成本保持在较低水平。.
与砂型铸造相比,熔模铸造具有更好的细节和可重复性。医疗设备或涡轮叶片的细节是砂型铸造无法实现的。.
最少的二次加工降低了生命周期成本,更严格的公差减少了装配问题,最终降低了现场保修索赔的数量。.
利用薄壁和暗切技术,设计人员可以制造出强度更高、重量更轻的部件。这对于电动汽车和航空航天的重量目标尤为重要。.
对于要求较高的合金,光滑的铸造表面可提高抗疲劳性和耐腐蚀性能。总之,陶瓷外壳能提供更清晰的金属,减少夹杂物。.
这两种工艺都适用于所有黑色金属和有色金属产品系列。砂模铸造在规模上占主导地位,而熔模铸造则在精度和光洁度要求上处于领先地位。.
最近出现了混合策略。对于大型泵体,采用砂型铸造形成主体,而精密流体动力叶轮则采用熔模铸造。.
汇编必要的设计信息可减少浪费和遗漏关键部件的风险。这为必要、关键和大型组件提供了信息。.
砂型铸造最适合快速成型和大批量结构。如果您对表面光洁度和可重复性有要求,那么熔模铸造是最佳选择。.
两种方法的最佳组合通常会使总拥有成本最低。好的代工厂会将两种方法并列报价,以便进行快速比较
5.熔模铸造和砂型铸造的应用领域
重型设备行业需要大型而坚固的部件,砂型铸造是最佳选择。汽车行业的发动机缸体、气缸盖和变速箱壳体也是如此。.
建筑机械框架、日常冲击和砂铸齿轮及外壳。农业机械用它制造犁部件和坚固的齿轮箱外壳。.
当直径超过二十四英寸时,水处理、石油和天然气以及其他领域的大型泵体和阀体通常开始采用砂型铸件。井盖也是如此。许多城市使用的砂型铸造技术与该行业的历史一样悠久。.
在一些领域,最小的细节都可能造成最大的损失,因此需要精密的熔模铸造。这些细节对零件的性能和效率至关重要。飞机发动机的导叶和涡轮叶片就需要高精度的精密铸造。.
手术器械和医疗植入物的设计必须减少患者感染的几率,而要做到这一点,就必须有非常精确的光滑表面和内部通道。.
在汽车行业,熔模铸造工艺用于制造各种部件,包括电机外壳、燃料输送部件和复杂的支架。这些部件对于电动汽车(EV)的减重、铸件表面处理和整体功能至关重要。.
在发电行业,熔模铸造可用于高温合金部件,这些部件可承受极端的温度和压力条件,如燃烧器部分和压缩机的轮子。.
减轻重量是国防应用中传感器外壳和武器支架熔模铸造的一个重要考虑因素。这些铸件的精度非常高,不需要进行铸后加工。.
通过铸造工艺,可以精确地再现高级五金、珠宝和其他工艺品中错综复杂的装饰细节。.
在混合设计中,两种铸造工艺在同一产品中同时使用。例如,熔模铸造的流量优化叶轮可以安装在砂型铸造的泵壳中。.
为了实现结构的完整性,电动汽车电池托盘采用了砂型铸造。然后,再利用熔模铸造技术创建集成冷却通道,并更准确、更精确地安装传感器。.
在对规模、复杂性和年产量进行分析后,我们可以保证您的具体项目很有可能与其中一种工艺无缝对应。具有铸造资质的工程师将申请双重报价,并在几天内反馈给我们,以回答您关于工艺和成本的问题,使您的 CAD 文件与目标数量相匹配。.
投资的简单部件和过度加工的砂铸部件可能会产生溢价。同样,供应商的早期参与也可以避免这些问题。铸造业在提供最佳选择和最低成本方面非常透明。.
在考虑了所讨论的因素之后,问题的答案就会揭晓。无论下一个部件是几盎司还是多吨,学习都将是有益的。它将使您能够在截止日期和预算内完成任务。.
总之,“哪个更好 ”的问题总是会得到相同的实际答案。这完全取决于您的零件规格和生产目标。请将本指南作为您的清单,并尽早咨询铸造厂,以便为您的独特应用锁定最经济的解决方案。.