Table of Contents
With a global market of approximately $152 to $200 billion, the metal casting industry fuels the growth of contemporary manufacturing. Moreover, the metal casting industry is projected to expand at a robust pace, with a CAGR of 4.8% to 7.8% over the next 10 years. Due to its superior versatility in creating large components, sand casting holds a market share of 40% to 45% in the metal casting industry.
When professionals ask Google, “Which is better?” they are usually engineers, designers, or procurement managers considering alternatives for a specific component. They try to understand the justification for value engineering, where more precision is required, and when it is appropriate to avoid complexity at a higher cost. Thus the primary focus is to accomplish the required functional criteria without overspending on post-finishing and excessive tooling.
This guide aims to enable you to evaluate the two alternatives with the level of detail required to answer the question.
1. What is sand casting?

One of the oldest and most historic methods is sand casting. This method uses temporary molds made of sand, which is prepared and packed around a reusable pattern.
The reusable pattern can be made of wood, plastic, and even 3D printed materials. The reusable pattern will look like the final part, but it will have extra allowances for shrinkage and machining.
Foundry workers will put the pattern into a two-part flask, which is called a cope and drag. They have to compact the sand mixed with binders around the pattern and pack it to capture every detail.
The pattern is removed once they are done with compaction. This leaves a cavity for the molten metal.
Engineers will add a gating system, which consists of sprues, runners, and risers. These will channel the flow and feed the metal to prevent voids while it’s cooling.
Molten alloy pours under gravity into the mold. The metal will solidify inside the sand before the whole thing is dropped into the shakeout station.
A vibrating table will remove the sand from the cooled casting. Most of the sand can be reused for another cycle. This reduces the material cost to a minimum.
The raw casting is then moved to a cutoff, shot blasting, and grinding stations. These will remove the gates from the casting and will help with the surface quality.
This procedure can be used on virtually every type of metal, including high-alloy steels, aluminum, and gray iron. There are no practical limits on part weights, ranging from ounces to several tons.
Typical surface finish lands between Ra 250 and 500 microinches. That roughness often demands additional machining for functional surfaces.
Dimensional tolerances typically sit around plus or minus 0.030 inches per inch. Naturally, larger parts exhibit a much wider variation.
Current trends in modern foundries are now executing the automation of sand mixing and molding lines. These upgrades enhance the level of consistency achieved in the sand casting process while still retaining the prototype and medium run cost low stringency.
Casting in sand is still used for over 50 percent of the total global volume of cast metal components. This process is ideal when you require either fast samples or large, complex, structural components.
2. What is investment casting?

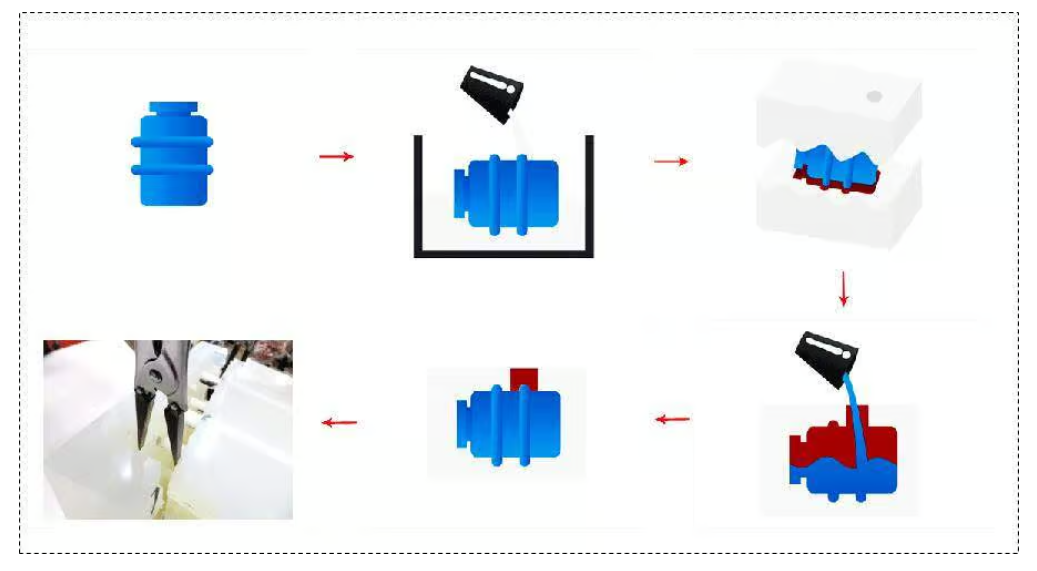
Investment casting is also referred to as the lost-wax process, and it provides remarkable accuracy. This process creates a reusable ceramic shell around a wax replica of your part.
To do this, a master die is first created from either aluminum or steel tooling. Then, wax is injected into this die, creating several identical patterns in a rapid cycle.
The assembly of the wax parts onto a common sprue tree is done by technicians. This tree resembles a bunch of components intended for a simultaneous pouring.
A high-strength, multi-layer shell is produced by repeated dips in ceramic slurry. Zirconium is fine on the inner side while coarser materials are used on the outer side for strength.
After the shell is dried, it is placed in a furnace. The heat removes all the wax while creating a hollow ceramic shell.
To improve the flow of the whole metal, the empty shell is pre-heated. Also, the whole metal is to be carried in a vacuum or pressurized.
Once the shell is cooled down, it is easy to break the shell using a blast of water or mechanical vibration. The tree is cut, and the remaining gates undergo a light touch, in the order of a few millimeters of grinding.
This technique is equally effective for superalloys, aluminum, stainless steels, and titanium. Weighing typically less than 150 pounds, most standard parts are much lighter, but there are specialist workshops for heavy components.
From the mold, a surface finish of Ra 63 to 125 microinches is found. Smooth surfaces are polished secondarily.
They typically maintain tolerances of 0.005 and such precision allows the designer to skip most of the operations.
Passages and thin walls of one-eighth of an inch are manufactured reliably. Without additional cores, there will be undercut and detailed fine features.
Where the greatest savings in weight and high repeatability are required, investment casting is an excellent option. When the quality of the final component is high, the additional processes are justified.
3. What are the differences between investment casting and sand casting?
The first clear division between the two processes is the tooling cost. The expense of sand casting patterns can be a couple of hundred dollars to a few thousand dollars. In comparison to investment casting, the cost of investment casting dies and wax tooling starts at five thousand dollars and can increase substantially with more intricate designs.
The number of pieces produced makes a drastic change in the cost of one part. Investment casting is more economical at a higher number of pieces produced because the reduced machining balances out the cost for the first set of tools.
The maximum and minimum part weights are also a clear separating factor. In sand casting, parts weighing several tons, such as machine bases or engine blocks are commonly made. In contrast, investment casting is commonly limited to parts weighing less than one hundred and fifty pounds.
The finishing requirements and surface textures are two more processes that are different. Sand castings often require a finishing process (such as blast cleaning and CNC machining) because they have a rough surface. On the other hand, investment castings exit the shell with a smooth finish.
Finally, dimensional accuracy is a very important factor. Investment casting usually has a greater dimensional accuracy compared to sand casting. Sand casting has a tolerance of ± 0.030 inch (30 thousandths of an inch) compared to investment casting, which is in the range of between 0.005 and 0.010 (5 to 10 thousandths of an inch).
Adding layers of complexity to a design makes it preferable to use ceramic shell methods rather than traditional sand casting methods. The process of investment casting allows for the creation of multiple thin walls and numerous complex features such as undercuts and internal structures that sand casting methods just cannot replicate without expensive and time-consuming cores and draft features.
Lead time is also dependent on the individual stages of the process selected. For example, simple patterns and bottlenecks in sand casting can be produced in a couple of days. However, investment casting should take weeks due to the time-consuming waxing and shell building process. However, with the use of modern automation, this may not hold.
The two processes also differ in terms of material utilization and scrap. With the use of a vacuum assist, investment casting can reach a 90% yield. The counter of this would be sand casting which has a higher use of metal in risers, but sand can be recycled nearly entirely.
The environmental factors for both processes are not stagnant sand reclamation used in sand casting methods reduces landfill waste while investment casting does not. Overall, reduced machining scrap and in finishing processes.
These noted differences are the reason your decision should start with a drawing of the parts and a target quantity. Early conversations with the foundry may also yield hybrid processes that take advantage of the best each method has to offer.
4. Advantages of investment casting and sand casting

Sand casting is a process that is extremely flexible for large components. Easy to manufacture a single housing that is six thousand pounds, or thousands of identical brackets with the same basic tooling approach.
It is also appealing to startups, and job shops looking to try new things. Pattern changes are also cheaper than hard tooling changes that are done elsewhere.
Almost any alloy can be poured with little to no changes to the process. Foundries can change between bronze, aluminium, steel, and cast iron with little to no downtime.
With investment casting automation has improved the process. and investment casting has the most appealing unit prices. New sand is also recycled, prolonging the life of sand over the years, keeping production costs low.
Investment casting offers better detail for sand casting, as well as repeatability. Medical devices or turbine blades come with details that cannot be achieved with sand casting.
Minimal secondary machining reduces the life cycle costs, with tighter tolerances reducing assembly issues and ultimately reducing the amount of warranty claims made in the field.
With the use of thin walls, and undercuts, designers can create components that are stronger, and lighter. This is especially important for electric vehicle and aerospace weight targets.
In demanding alloys, improved fatigue resistance, and corrosion performance can be achieved with smooth as-cast surfaces. Overall, the ceramic shell provides clearer metal with fewer inclusions.
Both processes serve all ferrous and non-ferrous families. Sand casting dominates on sheer scale while investment casting leads on precision and finish requirements.
More recently seen hybrid strategies. For large pump bodies, sand casting forms the main body while investment casting is used for the precise fluid dynamic impellers.
Compiling the necessary design information reduces the chance of waste and the risk of missing critical components. This informs the necessity, critical, and large components.
Rapid prototyping and large volume structures are best served by sand casting. If you immunity of the surface finish and repeatability, investment casting is the best choice.
Having the best combination of both methods will usually result in the lowest total cost of ownership. Good foundries are quoting dual methods side by side for a quick comparison
5. Application areas of investment casting and sand casting
Heavy equipment industries needing large and rugged parts are best served by sand casting. This is also the case for the automotive industry for engine blocks, cylinder heads, and transmission cases.
Construction machinery frames, impact with a daily and sand cast gears and housings. Agricultural machinery uses it for plough parts and sturdy gearbox casings.
When diameters exceed twenty-four inches, large pump and valve bodies in water treatment, oil and gas, and other fields typically start as sand castings. The same goes for manhole covers. Many municipalities use sand casting techniques as old as the industry.
Precision investment casting is needed in fields where the smallest details can result in the greatest loss. These details are critical to the performance and efficiency of parts. They are needed with great precision in the guide vanes and turbine blades of aircraft engines.
Surgical instruments and medical implants must be designed to reduce the chance of an infection in patients, and this is achieved with smooth surfaces and internal channels that are designed with great precision.
In the automotive industry, the investment casting process is used for various components including motor housings, fuel delivery parts, and complex brackets. These components are critical for weight reduction, as-cast finish, and the overall functionality of the electric vehicles (EVs).
In the power generation industry, investment casting is used for high-temperature alloy parts that can withstand extreme temperature and pressure conditions as are found in the combustor segments and wheels of the compressors.
Weight saving is an important consideration in the investment casting of sensor housings and weapon mounts for defense applications. These castings are made with great accuracy and do not require post-casting operations.
With the casting process, the intricate, decorative details found in fine hardware, jewelry, and other crafts can be reproduced with exact precision.
In hybrid designs, both casting processes are used within the same product. For instance, an investment-cast, flow-optimized impeller may be housed in a sand-cast pump casing.
To achieve structural integrity, EV battery trays utilize sand casting. Following that, investment casting is used to create integrated cooling channels and to mount sensors more accurately and precisely.
After analyzing size, complexity, and the number of units produced on an annual basis, we can guarantee that your specific project will most likely correspond to one of these processes seamlessly. Foundry-qualified engineers will be applying for dual quotes that will be returned to us in a few days to answer your questions about the processes and the costs of matching your CAD files and your target quantities.
Price premiums for simple parts that have been invested in and sand-cast parts that have been machined excessively can be created. Similarly, early supplier involvement can prevent these problems. The casting industry is extremely transparent in presenting its best options and the lowest costs.
After considering the factors discussed, the answer to the question will be revealed. The learning will be beneficial regardless of whether the next component is a few ounces or multiple tons. It will enable you to meet the deadline and the budget.
In conclusion the question “which is better” always receives the same practical answer. It depends entirely on your part specifications and production goals. Use this guide as your checklist and consult foundries early to lock in the most economical solution for your unique application.