Оглавление
Металлическое литье, объем мирового рынка которого составляет примерно $152-$200 миллиардов, способствует росту современного производства. Более того, прогнозируется, что отрасль литья металлов будет развиваться высокими темпами, с CAGR от 4,8% до 7,8% в течение следующих 10 лет. Благодаря своей универсальности в создании крупных деталей, литье в песчаные формы занимает долю рынка от 40% до 45% в отрасли литья металлов.
Когда профессионалы спрашивают Google: “Что лучше?”, они обычно являются инженерами, дизайнерами или менеджерами по закупкам, рассматривающими альтернативные варианты для конкретного компонента. Они пытаются понять, насколько оправдано применение стоимостного инжиниринга, где требуется большая точность, а когда целесообразно избежать усложнения конструкции за счет более высокой стоимости. Таким образом, основное внимание уделяется достижению требуемых функциональных критериев без перерасхода средств на доводку и излишнюю оснастку.
Цель данного руководства - дать вам возможность оценить две альтернативы с той степенью детализации, которая необходима для ответа на вопрос.
1. Что такое литье в песок?

Один из старейших и наиболее исторических методов - литье в песок. В этом методе используются временные формы из песка, который подготавливается и набивается вокруг многоразового шаблона.
Многоразовая деталь может быть изготовлена из дерева, пластика и даже 3D-печатных материалов. Многоразовый шаблон будет выглядеть как конечная деталь, но в нем будут дополнительные припуски на усадку и обработку.
Литейщики помещают шаблон в колбу, состоящую из двух частей, которая называется коуп и драг. Они должны уплотнить песок, смешанный со связующими веществами, вокруг шаблона и упаковать его, чтобы передать каждую деталь.
Шаблон удаляется после завершения процесса уплотнения. При этом остается полость для расплавленного металла.
Инженеры добавят литниковую систему, состоящую из патрубков, бегунков и стояков. Они будут направлять поток и подавать металл, чтобы предотвратить образование пустот во время охлаждения.
Расплавленный сплав под действием силы тяжести выливается в форму. Металл затвердевает внутри песка, прежде чем все это опускается на станцию вытряхивания.
Вибрационный стол удалит песок из остывшей отливки. Большая часть песка может быть использована повторно для другого цикла. Это снижает затраты на материалы до минимума.
Затем необработанная отливка поступает на станции обрезки, дробеструйной обработки и шлифовки. Они удалят литники с отливки и помогут улучшить качество поверхности.
Эта процедура может применяться практически для всех типов металлов, включая высоколегированные стали, алюминий и серый чугун. Не существует практических ограничений по весу деталей - от унций до нескольких тонн.
Типичная шероховатость поверхности находится в диапазоне от 250 до 500 микрон. Такая шероховатость часто требует дополнительной обработки для получения функциональных поверхностей.
Допуски на размеры обычно составляют плюс-минус 0,030 дюйма на дюйм. Естественно, более крупные детали имеют гораздо больший разброс.
Современные литейные заводы в настоящее время автоматизируют линии смешивания и формовки песка. Эти усовершенствования повышают уровень консистенции, достигаемый в процессе литья в песчаные формы, сохраняя при этом низкие требования к стоимости прототипов и средних партий.
Литье в песок по-прежнему используется для изготовления более 50 процентов от общего мирового объема литых металлических деталей. Этот процесс идеален, когда вам требуются как быстро изготавливаемые образцы, так и крупные, сложные конструктивные элементы.
2. Что такое инвестиционное литье?

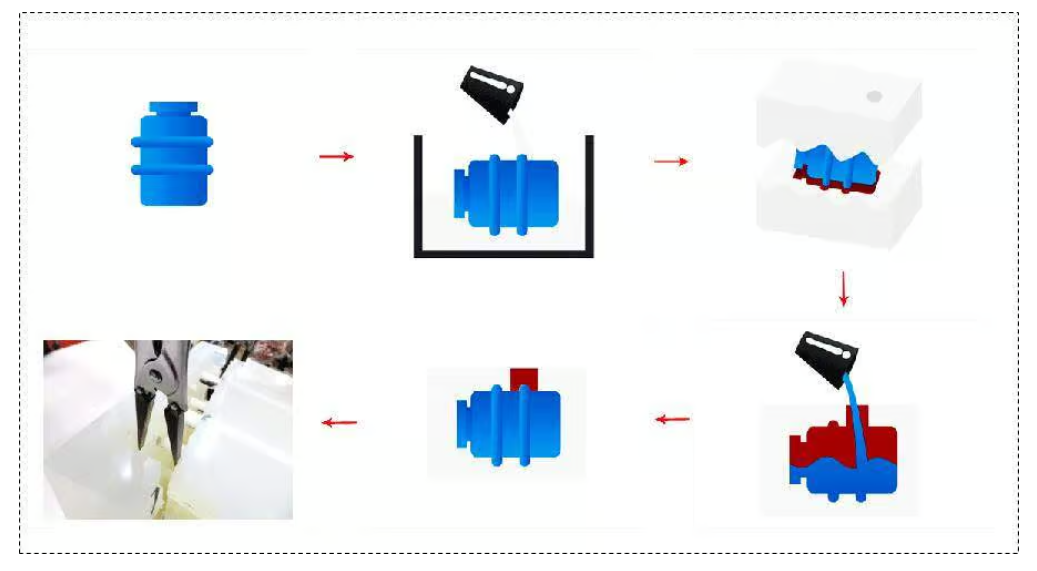
Литье по выплавляемым моделям также называют процессом "потерянного воска", и оно обеспечивает удивительную точность. В ходе этого процесса создается керамическая оболочка многоразового использования вокруг восковой копии вашей детали.
Для этого сначала создается мастер-штамп из алюминиевой или стальной оснастки. Затем в этот штамп впрыскивается воск, создавая несколько одинаковых деталей в быстром цикле.
Сборка восковых деталей на общее литниковое дерево осуществляется техниками. Это дерево напоминает кучу деталей, предназначенных для одновременной заливки.
Высокопрочная многослойная оболочка создается путем многократного погружения в керамический шлам. Цирконий мелкозернистый на внутренней стороне, а более грубые материалы используются на внешней стороне для обеспечения прочности.
После того как раковина высушена, ее помещают в печь. Под воздействием тепла весь воск удаляется, и образуется полая керамическая оболочка.
Для улучшения текучести всего металла пустую оболочку предварительно нагревают. Кроме того, весь металл переносится в вакууме или под давлением.
Когда раковина остынет, ее легко разбить струей воды или механической вибрацией. Дерево срезается, а оставшиеся ворота подвергаются легкой, порядка нескольких миллиметров, шлифовке.
Эта техника одинаково эффективна для суперсплавов, алюминия, нержавеющей стали и титана. Вес большинства стандартных деталей обычно не превышает 150 фунтов, но для тяжелых компонентов существуют специализированные мастерские.
Из пресс-формы получают поверхность с Ra от 63 до 125 микродюймов. Гладкие поверхности полируются вторично.
Допуски в них обычно составляют 0,005, и такая точность позволяет конструктору пропустить большинство операций.
Проходы и тонкие стенки толщиной в одну восьмую дюйма изготавливаются надежно. Без дополнительных стержней остаются подрезы и мелкие детали.
Там, где требуется максимальная экономия веса и высокая повторяемость, литье по выплавляемым моделям является отличным вариантом. При высоком качестве конечного компонента дополнительные процессы оправданы.
3. В чем разница между литьем по выплавляемым моделям и литьем в песок?
Первое четкое разделение между двумя процессами - это стоимость оснастки. Стоимость шаблонов для литья в песок может составлять от нескольких сотен долларов до нескольких тысяч долларов. По сравнению с литьем по выплавляемым моделям, стоимость матриц для литья по выплавляемым моделям и восковой оснастки начинается от пяти тысяч долларов и может значительно увеличиваться при создании более сложных конструкций.
Количество производимых деталей кардинально меняет стоимость одной детали. Литье по выплавляемым моделям более экономично при большем количестве деталей, поскольку сокращение объема механической обработки уравновешивает затраты на первый комплект инструментов.
Максимальный и минимальный вес деталей также является четким разделительным фактором. При литье в песчаные формы обычно изготавливаются детали весом в несколько тонн, такие как станины машин или блоки двигателей. В отличие от этого, литье по выплавляемым моделям обычно ограничивается деталями весом менее ста пятидесяти фунтов.
Требования к отделке и текстуре поверхности - это еще два разных процесса. Отливки из песка часто требуют финишной обработки (например, дробеструйной очистки и обработки на станках с ЧПУ), поскольку имеют шероховатую поверхность. С другой стороны, отливки по выплавляемым моделям выходят из оболочки с гладкой поверхностью.
Наконец, очень важным фактором является точность размеров. Литье по выплавляемым моделям обычно имеет большую точность размеров по сравнению с литьем в песчаные формы. Допуск при литье в песчаные формы составляет ± 0,030 дюйма (30 тысячных дюйма) по сравнению с инвестиционным литьем, которое находится в диапазоне от 0,005 до 0,010 (от 5 до 10 тысячных дюйма).
Добавление слоев сложности в конструкцию делает предпочтительным использование методов керамической оболочки, а не традиционных методов литья в песчаные формы. Процесс литья по выплавляемым моделям позволяет создавать множество тонких стенок и многочисленные сложные элементы, такие как вырезы и внутренние структуры, которые невозможно воспроизвести методами литья в песчаные формы без дорогостоящих и трудоемких стержней и черновых элементов.
Сроки изготовления также зависят от отдельных этапов выбранного процесса. Например, простые детали и узкие места при литье в песчаные формы могут быть изготовлены за пару дней. Однако литье по выплавляемым моделям должно занимать недели из-за трудоемкого процесса воскования и создания оболочки. Однако с применением современной автоматизации это может оказаться не так.
Эти два процесса также различаются с точки зрения использования материала и количества брака. При использовании вакуумного ассистента литье по выплавляемым моделям может достигать выхода 90%. Противоположностью этому является литье в песчаные формы, в которых больше металла используется в стояках, но песок может быть переработан практически полностью.
Экологические факторы для обоих процессов не являются застойными Рекультивация песка, используемая в методах литья в песчаные формы, уменьшает количество отходов на свалках, в то время как литье по выплавляемым моделям этого не делает. В целом, уменьшается количество брака при обработке и в процессах финишной обработки.
Эти различия - причина, по которой принятие решения должно начинаться с чертежа деталей и заданного количества. Ранние переговоры с литейным заводом могут также привести к созданию гибридных процессов, использующих лучшие возможности каждого метода.
4. Преимущества литья по выплавляемым моделям и литья в песок

Литье в песчаные формы - процесс, чрезвычайно гибкий для крупных компонентов. Легко изготовить один корпус весом в шесть тысяч фунтов или тысячи одинаковых кронштейнов с использованием одной и той же базовой оснастки.
Это также привлекательно для начинающих компаний и мастерских, желающих попробовать что-то новое. Изменения деталей также обходятся дешевле, чем сложные изменения оснастки, которые производятся в других местах.
Практически любой сплав может быть залит без особых изменений в технологическом процессе. Литейные заводы могут менять бронзу, алюминий, сталь и чугун практически без простоев.
Автоматизация процесса литья по выплавляемым моделям позволила усовершенствовать процесс. и литье по выплавляемым моделям имеет самые привлекательные цены за единицу продукции. Новый песок также используется повторно, что продлевает срок службы песка на годы, сохраняя низкие производственные затраты.
Литье по выплавляемым моделям обеспечивает более высокую детализацию по сравнению с литьем в песчаные формы, а также повторяемость. Медицинские приборы или лопатки турбин имеют детали, которые невозможно получить с помощью литья в песчаные формы.
Минимальная вторичная обработка снижает стоимость жизненного цикла, а более жесткие допуски уменьшают проблемы со сборкой и, в конечном счете, снижают количество гарантийных претензий, предъявляемых в полевых условиях.
Благодаря использованию тонких стенок и вырезов конструкторы могут создавать более прочные и легкие компоненты. Это особенно важно для электромобилей и аэрокосмической промышленности.
При работе со сплавами, требующими особого внимания, можно добиться повышения усталостной прочности и коррозионных характеристик за счет гладких литых поверхностей. В целом, керамическая оболочка обеспечивает более чистый металл с меньшим количеством включений.
Оба процесса обслуживают все семейства изделий из черных и цветных металлов. Литье в песчаные формы доминирует по масштабам, в то время как литье по выплавляемым моделям лидирует по требованиям к точности и отделке.
В последнее время появились гибридные стратегии. Для крупных насосов основной корпус изготавливается методом литья в песчаные формы, а для точных гидродинамических рабочих колес используется литье по выплавляемым моделям.
Сбор необходимой информации о конструкции снижает вероятность потерь и риск отсутствия критических компонентов. Это позволяет определить необходимость, критические и крупные компоненты.
Для быстрого создания прототипов и крупносерийных конструкций лучше всего подходит литье в песчаные формы. Если вам важна чистота поверхности и повторяемость, то лучшим выбором будет литье по выплавляемым моделям.
Оптимальное сочетание обоих методов обычно приводит к снижению общей стоимости владения. Хорошие литейные заводы предлагают два метода по отдельности для быстрого сравнения
5. Области применения литья по выплавляемым моделям и литья в песок
Для тяжелой промышленности, где требуются крупные и прочные детали, лучше всего подходит литье в песчаные формы. Это также относится к автомобильной промышленности для блоков двигателей, головок цилиндров и корпусов трансмиссий.
Рамы строительной техники, ударные с ежедневным и песчаным литьем шестерен и корпусов. В сельскохозяйственном машиностроении его используют для изготовления деталей плугов и прочных корпусов коробок передач.
Если диаметр превышает двадцать четыре дюйма, корпуса больших насосов и клапанов в водоочистных, нефтегазовых и других отраслях обычно начинают отливать из песка. То же самое относится и к крышкам люков. Многие муниципалитеты используют технологии литья в песчаные формы, столь же старые, как и сама промышленность.
Точное литье по выплавляемым моделям необходимо в тех областях, где мельчайшие детали могут привести к большим потерям. Эти детали имеют решающее значение для производительности и эффективности деталей. Они необходимы для изготовления направляющих лопаток и турбинных лопаток авиационных двигателей с высокой точностью.
Хирургические инструменты и медицинские имплантаты должны быть разработаны таким образом, чтобы снизить вероятность инфицирования пациентов, а это достигается с помощью гладких поверхностей и внутренних каналов, разработанных с высокой точностью.
В автомобильной промышленности процесс литья по выплавляемым моделям используется для изготовления различных компонентов, включая корпуса двигателей, детали топливоподачи и сложные кронштейны. Эти компоненты имеют решающее значение для снижения веса, обеспечения чистоты литья и общей функциональности электромобилей (EV).
В энергетике литье по выплавляемым моделям используется для изготовления деталей из высокотемпературных сплавов, способных выдерживать экстремальные температуры и давление, как, например, в сегментах горелок и колесах компрессоров.
Снижение веса является важным фактором при литье по выплавляемым моделям корпусов датчиков и кронштейнов для оружия оборонного назначения. Такие отливки изготавливаются с высокой точностью и не требуют операций после литья.
Процесс литья позволяет с высокой точностью воспроизводить сложные декоративные детали, встречающиеся в изысканной фурнитуре, ювелирных изделиях и других ремесленных изделиях.
В гибридных конструкциях оба процесса литья используются в одном изделии. Например, литое по выплавляемым моделям рабочее колесо, оптимизированное по расходу, может быть помещено в корпус насоса, отлитый из песка.
Для достижения структурной целостности лотков для батарей EV используется литье в песчаные формы. После этого для создания встроенных каналов охлаждения и более точного и аккуратного монтажа датчиков используется литье по выплавляемым моделям.
Проанализировав размер, сложность и количество ежегодно производимых изделий, мы можем гарантировать, что ваш конкретный проект, скорее всего, будет полностью соответствовать одному из этих процессов. Квалифицированные инженеры литейного производства подадут заявку на двойное ценовое предложение, которое будет отправлено нам в течение нескольких дней, чтобы ответить на ваши вопросы о процессах и стоимости соответствия ваших CAD-файлов и заданных объемов.
Можно создать надбавки к цене на простые детали, в которые были вложены средства, и на детали, отлитые из песка, которые подверглись чрезмерной механической обработке. Аналогичным образом, раннее привлечение поставщиков может предотвратить эти проблемы. Индустрия литья чрезвычайно прозрачна в представлении лучших вариантов и самых низких затрат.
После рассмотрения рассмотренных факторов ответ на вопрос будет найден. Обучение будет полезным независимо от того, будет ли следующий компонент составлять несколько унций или несколько тонн. Это позволит вам уложиться в срок и уложиться в бюджет.
В заключение на вопрос “что лучше” всегда дается один и тот же практический ответ. Он полностью зависит от спецификации детали и производственных целей. Используйте это руководство в качестве контрольного списка и консультируйтесь с литейщиками заранее, чтобы найти наиболее экономичное решение для вашей уникальной задачи.