Оглавление
Инженеры, специалисты по поиску поставщиков и конструкторские группы часто останавливаются на литье в оболочковые формы, когда ищут способы изготовления точных металлических деталей. При выборе таких вариантов, как литье с использованием зеленой смеси, литье по выплавляемым моделям или литье под давлением, важны такие компромиссы, как цена, жесткость спецификаций, гладкость поверхностей и количество единиц продукции. Зачастую меньший объем отделочных работ имеет значение - наряду с постоянством размеров и согласованностью партий, которые исчисляются тысячами. Знание того, насколько глубоко технически проработан метод, дает тем, кто делает выбор, более четкий путь вперед.
Литье в оболочковые формы, которому доверяют производители автомобилей, станков, насосов, клапанов и крупного промышленного оборудования, отличается от других. Точность повышается, поверхности становятся более гладкими, но при этом сохраняется адаптивность песчаных форм. Начавшись давным-давно, развиваясь на протяжении десятилетий, его история разворачивается здесь естественным образом.
Что такое литье в оболочковые формы?

Тонкая оболочка приобретает форму, когда песок, покрытый смолой, встречается с теплой металлической моделью, затвердевая при прикосновении. Под воздействием тепла песчинки сцепляются друг с другом под оболочкой из затвердевающего пластика. Из этого формируется одна половина полого каркаса, четкая и прочная. Вторая копия присоединяется к ней, подгоняясь, как кусочки пазла, образуя пространство внутри. В этот зазор вливается жидкий металл, заполняя все изгибы.
Отличительной особенностью является тонкая стенка формы - обычно от 5 до 10 миллиметров. Несмотря на свою узость, она хорошо выдерживает нагрузки и надежно сохраняет форму. Благодаря этому детали получаются с более тонкими деталями и более ровной поверхностью, чем при использовании стандартных методов зеленого песка.
Небольшие литейные заводы часто выбирают литье в оболочковые формы при работе с серым чугуном, хотя ковкий чугун тоже подходит. Сталь - обычная или смешанная с дополнительными материалами - также хорошо вписывается в этот метод, как и некоторые смеси на основе меди. Детали скромных размеров, но не огромные, благодаря этому процессу приобретают устойчивую форму. Прочность имеет значение, поэтому строители доверяют этому методу, когда важна последовательность. Фабрики, соизмеряющие цену с точностью, чаще других прибегают к этому методу.
История литья в оболочковые формы
В 1940-х годах немец по имени Йоханнес Кронинг придумал литье в оболочковые формы. Поскольку требовались более быстрые результаты, он разработал метод, ориентированный на точность для военного оборудования. Поскольку в те времена время имело большое значение, заводы быстро переняли этот метод - его постоянство было особенно заметно под давлением. Несмотря на то что метод родился в условиях конфликта, его четкая детализация и скорость обеспечили ему устойчивость и за пределами поля боя.
Спустя несколько лет после войны машины пересекли океаны, приземлившись как в США, так и в Японии, и автопроизводители быстро приступили к работе. В связи со спросом на точные детали двигателей, производимые в больших масштабах, компании вкладывали деньги в совершенствование методов производства. Благодаря этому литье в оболочковые формы стало основным методом изготовления корпусов коробок передач, выпускных коллекторов и даже ключевых элементов кузова автомобилей.
Современные литейные цеха работают с высокой точностью благодаря постоянным достижениям в области материаловедения. Машины выполняют работы по нанесению покрытий, которые раньше выполнялись вручную, что делает результаты более стабильными. Управление нагревом стало более разумным, что уменьшает количество дефектов в партиях. Программируемые печи регулируют время без постоянного надзора. Формы быстро обретают форму на специальных рабочих ячейках, руководствуясь заранее заданными процедурами. Роботы перемещают расплавленный металл по устойчивым траекториям, избегая проливов. Постепенно каждое обновление повышает качество и расширяет границы выпускаемой продукции.
Виды литья в оболочковые формы

Другой вид литья в оболочковые формы проявляется, когда материалы меняют форму. Там, где одна конструкция подходит для узких пространств, другая справляется с более тяжелыми нагрузками - в зависимости от структуры. Сложность меняется в зависимости от того, проходят ли стержни прямо или странно разветвляются внутри. Одни варианты отвечают строгим правилам прочности, другие подстраиваются под движения предметов во время использования.
Литье в чугунные формы
Формовка оболочек из чугуна занимает доминирующее положение. Благодаря хорошим показателям по легкости литья, прочности при трении и вибрациях, серый чугун часто встречается, а также ковкий чугун. В автомобильных деталях, таких как тормоза, он используется регулярно. Также как и такие детали, как выпускные коллекторы и корпуса дифференциалов.
Медленное застывание помогает раковинам из ковкого чугуна приобретать более круглую графитовую форму. Благодаря этому они лучше переносят растяжение и легче ломаются. Поскольку формы для оболочек хорошо сохраняют свою форму, каждая партия выходит практически с идентичной внутренней структурой.
Литье в стальные формы
Большие нагрузки требуют более прочных материалов - именно здесь на помощь приходит литье в стальные оболочковые формы. Детали, изготовленные из углеродистой или легированной стали, выдерживают серьезные нагрузки, характерные для больших машин и опорных каркасов. Заливка стали происходит более горячим способом, чем работа с железом, что заставляет формы работать на пределе своих возможностей, лишь бы они оставались целыми.
Литье нечерных металлов с использованием оболочковых форм
Когда важны жесткие допуски, литье в оболочковые формы хорошо работает с алюминиевыми и медными сплавами. Легкость конструкции плюс сильная защита от ржавчины дают алюминиевым отливкам преимущество. Такие свойства позволяют использовать его в рамах и крышках машин вместо более тяжелых материалов.
Начинайте с горячего, но не слишком горячего - температура имеет значение при заполнении нежелезных форм. Охлаждение должно идти по натянутому канату: слишком быстрое приводит к дефектам, слишком медленное - к потере времени. Гладкие внешние слои проявляются чаще, чем при использовании старых песчаных методов. Крошечные отверстия внутри уменьшаются благодаря постоянному застыванию. Когда легкость сочетается с необходимостью прочности, фабрики приходят к выводу, что этот путь работает лучше. Получение преимуществ без криков об этом.
Производство сердечников из скорлупы
Начиная с другого, помимо внешних форм, методы оболочки часто формируют внутренние части с хитрыми формами внутри. Эти типы стержней лучше держат размер и прочнее, чем старые песчаные версии. Это означает, что меньше шансов, что они разрушатся, когда через них польется горячий металл.
Этапы литья в пресс-форму?
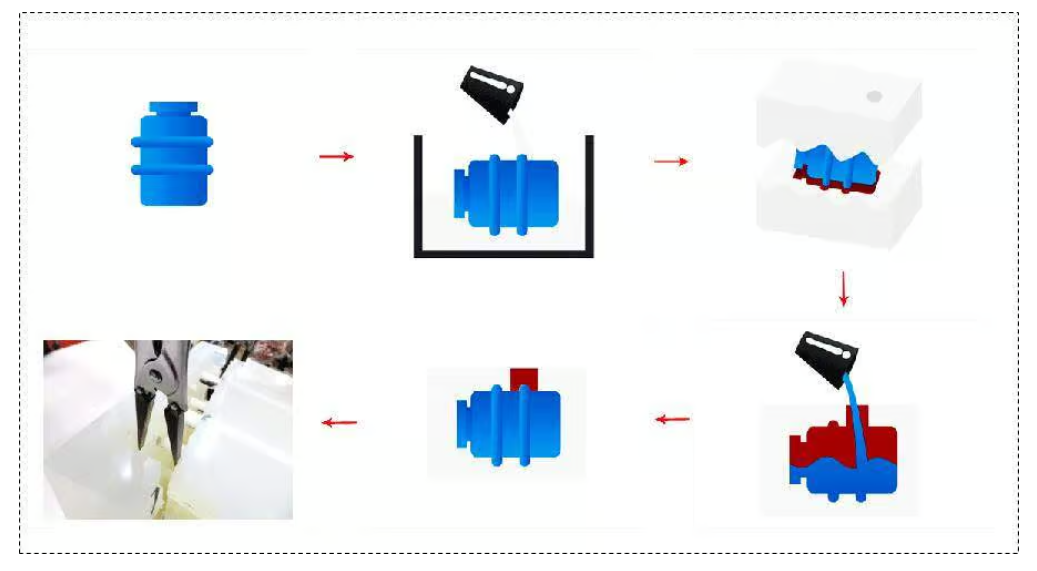
В начале метод литья в оболочковые формы проходит несколько этапов, чтобы каждый раз точно соответствовать техническим требованиям. Один этап за другим определяет, насколько хорошо детали подходят друг другу и выдерживают нагрузки в дальнейшем.
Изготовление деталей и термическая обработка
Сначала металлическая форма приобретает форму, тщательно вырезанную из стали или алюминия с помощью точной машинной обработки. Усадочное пространство и необходимые корректировки изначально заложены в ее конструкцию. Далее идет нагрев, бережный и управляемый, с температурой от 200 до 300 градусов Цельсия.
Формирование ракушки
Горячие узоры покрываются, когда на них падает или насыпается песок, покрытый смолой. После нагревания смола застывает, склеивая песчинки в прочный слой. После определенного времени ожидания остатки песка отпадают - это определяет толщину раковины.
Сборка пресс-формы
Вынимаются две закаленные части корпуса, плотно прилегающие друг к другу. Там, где внутри пустоты, сначала вставляются твердые вставки. Затем соединенные оболочки помещаются в жесткий каркас, удерживаемые плотным вспомогательным материалом, набитым по всему периметру.
Заливка и застывание
В форму поступает расплавленный металл, тщательно направляемый под контролем. Охлаждение происходит быстро, но равномерно, поэтому оболочка остается тонкой. При правильном управлении процессом затвердевания зерна уплотняются, а за ними следует прочность.
Встряхивание и отделка
После затвердевания форма раскрывается, обнажая отлитую деталь. Благодаря меньшему количеству песка очистка от оставшихся кусочков требует меньше усилий, чем при традиционном песчаном методе. Бегунки, точки подачи и лишний металл срезаются. Деталь приобретает свою форму после удаления этих частей.
Преимущества литья в оболочковые формы?

Литье в оболочковые формы обладает множеством технических и экономических преимуществ, которые делают его привлекательным для точного производства.
Превосходная точность размеров
Твердая оболочка формы надежно держит форму и позволяет выровнять ее, пока металл поступает внутрь и застывает. Точность значительно повышается по сравнению со стандартными песчаными формами. Благодаря такой точности впоследствии требуется меньше резки, а значит, меньше обрезков.
Улучшенная обработка поверхности
Мелкие зерна песка, обработанного смолой, создают отливки с более гладкой поверхностью. Часто эти показатели поверхности ниже тех, которые наблюдаются при использовании традиционных методов зеленого песка. Благодаря этому требуется меньше работы по очистке, что также придает деталям более чистый вид.
Надежные и стабильные результаты
После того как оборудование построено, оно продолжает делать одну и ту же деталь снова и снова без изменений. Поскольку большинство операций выполняют машины, каждая деталь получается практически идентичной. Фабрики зависят от такого стабильного выпуска продукции при масштабном строительстве.
Когда дела идут стабильно, поток товаров не иссякает. Прогнозирование хода шестерен становится возможным на больших производственных отрезках.
Улучшенные механические свойства
Мелкие зерна образуются при медленном охлаждении, равномерно распределяя прочность по всей поверхности. Меньшее количество дефектов означает меньшую вероятность разрушения под нагрузкой. Благодаря этому детали, отлитые в оболочке, выдерживают большие нагрузки, не выходя из строя.
Когда детали правильно подогнаны друг к другу, вещи служат дольше. Благодаря этому в дальнейшем возникает меньше проблем. Меньше сюрпризов - меньше шансов, что что-то сломается слишком быстро.
Эффективность производства
Более быстрые циклы позволяют изготавливать больше деталей за меньшее время. Поскольку большую часть работы выполняют машины, на производстве требуется меньше людей. Уровень автоматизации может меняться в зависимости от производственных потребностей. Меньшее количество рабочих рук со временем сокращает ежедневные расходы.
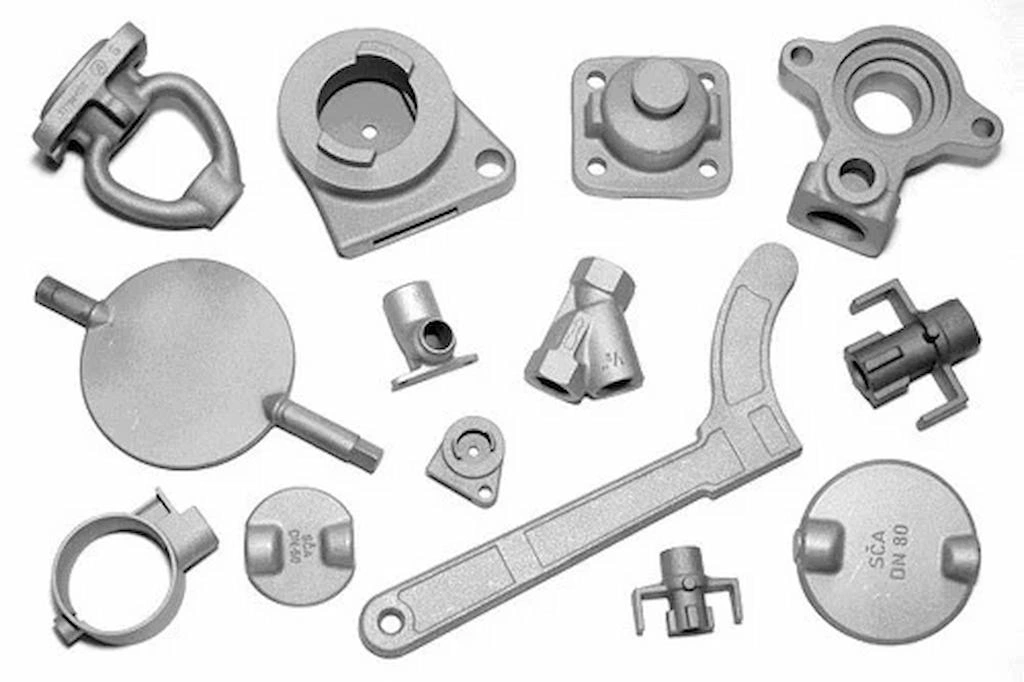
Применение литья в оболочковые формы
Литье в оболочковые формы часто применяется там, где важнее всего прочность, а также для работ, требующих точных форм. Хотя высокие результаты достигаются благодаря тщательному контролю процесса, точность остается главной составляющей его роли во всех областях производства.
Автомобильная промышленность
Из этого процесса выходят лишь некоторые детали, такие как блоки двигателей, корпуса коробок передач, тормозные скобы или выпускные коллекторы. Благодаря точности они вписываются в роботизированные цепочки сборки. Благодаря тому, что каждая деталь соответствует предыдущей, производство тысяч автомобилей проходит без сбоев. Благодаря тому, что каждая деталь практически идентична, фабрики работают без перебоев.
Насосы и клапаны
Внутренние формы должны точно соответствовать друг другу, а уплотнения должны быть безупречными. Благодаря пресс-формам для раковин размеры остаются достаточно точными, чтобы остановить утечку еще до ее начала. Прочность формы означает, что она сохранится в течение многих лет использования.
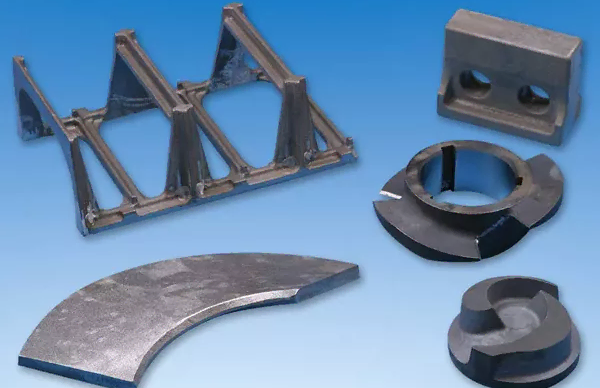
Сельскохозяйственная и строительная техника
Прочные корпуса редукторов и их опорные рамы выдерживают интенсивное давление, не выходя из строя. Литье в оболочку обеспечивает долгий срок службы, сохраняя стабильность результатов с течением времени. Когда все сделано точно, тряска уменьшается, детали лучше прилегают друг к другу в процессе эксплуатации.
Промышленное оборудование
В цеху станины станков должны иметь точные размеры, чтобы работать правильно. Благодаря оболочковому литью детали четко выстраиваются под нагрузкой. Такая конструкция равномерно распределяет усилия между компонентами. Со временем станки служат дольше, если все подогнано именно так.
Испытание качества литья в оболочковые формы?
Отлаженные проверки позволяют поддерживать стабильность результатов при соблюдении строгих инженерных правил.
Контроль размеров
Не все подходит, пока не будет проверено. Машины, отображающие точки в пространстве, позволяют убедиться, что детали не выходят за допустимые пределы. Когда необходимо обеспечить плотное прилегание, ручные инструменты дают реальные показания, а не предположения. Заблаговременное получение правильных цифр позволяет избежать несовпадений в дальнейшем.
Поверхность и визуальный контроль
Такие дефекты, как трещины, можно обнаружить, просто внимательно посмотрев на материал. Поскольку внешние дефекты указывают на более глубокие проблемы, проверка текстуры тоже имеет значение. Когда проблемы обнаруживаются раньше, их устранение позже требует меньше времени и денег. Измерения шероховатости подтверждают соответствие поверхности необходимым техническим требованиям.
Механические испытания
Прочность четко проявляется при испытаниях материалов на растяжение, вмятины и удар. Когда на них давит вес, их поведение тщательно проверяется. Одинаковые результаты с течением времени означают, что метод изготовления остается неизменным.
Неразрушающий контроль (NDT)
Внутренние дефекты проявляются благодаря звуковым волнам, а рентгеновские лучи улавливают скрытые щели. Трещины на металлических поверхностях появляются, когда там собираются крошечные магнитные кусочки. Доверие к сверхмощным системам возникает потому, что эти тесты проводятся в первую очередь.
Анализ химического состава
Спектрометр проверяет, соответствует ли сплав требуемому составу. Поскольку химический состав находится под строгим контролем, поведение материала под нагрузкой остается неизменным. Благодаря четким журналам отслеживания возрастает уверенность в качестве процессов.
Найти надежную службу литья в оболочковые формы?
Выбирая подходящего поставщика, внимательно изучите, насколько хорошо он управляет технологиями, контролирует объемы производства, а также его подход к поддержанию стабильного качества. Передовые инструменты для формовки материалов имеют значение, особенно если машины поддерживают стабильную температуру - точность имеет не меньшее значение при проверке после производства. Подтверждение стандартов, таких как ISO, показывает, что процедуры соблюдаются, а не угадываются.
То, что вы знаете о некоторых областях, тоже имеет значение. Возьмите автомобили, насосы или станки - для каждого из них нужны детали, которые ведут себя уникальным образом. Тот, кто разбирается в этих областях, может помочь уточнить форму детали, показать, как течет расплавленный металл при литье, или указать на места, где расходы могут сократиться.
Нашли надежного производителя? Фучуньское литье обеспечивает точное литье в оболочковые формы, предназначенные для автомобилей, машин, а также для тяжелых условий эксплуатации. Их преимущество заключается в современных инструментах в сочетании с жестким контролем на каждом этапе. Точность здесь имеет значение - каждая деталь повторяется в точности, формируясь в соответствии с потребностями клиента, а не по общим правилам. За всем этим стоит команда, готовая предоставить ноу-хау при возникновении трудностей. Доверие растет медленно; они стремятся заслужить его партия за партией.
Резюме
По сравнению со стандартными методами, литье в оболочковые формы обеспечивает более точные размеры и более гладкую отделку. Песок, обработанный смолой, создает тонкие, но прочные формы, повышая однородность деталей и сокращая последующие этапы формовки.
Начнем с того, что он работает с железом, сталью и нечерными металлами - обычными для автомобилей, насосов, промышленных машин и крупного оборудования. Благодаря этому методу работы детали получаются более точными, гладкими на ощупь, с улучшенной внутренней структурой, а также позволяют увеличить объем производства без потери стабильности.
Инженеры, занимающиеся закупками, должны понимать, как работают процессы, какие материалы доступны, потому что выбор влияет на результат. Работа с таким опытным производителем, как Fuchun Casting, превращает литье в оболочковые формы в практичный вариант, который позволяет получать прочные детали без увеличения затрат.