Table des matières
Avec un marché mondial d'environ $152 à $200 milliards, l'industrie du moulage des métaux alimente la croissance de l'industrie manufacturière contemporaine. De plus, l'industrie du moulage des métaux devrait se développer à un rythme soutenu, avec un taux de croissance annuel moyen de 4,81 à 7,81 au cours des dix prochaines années. En raison de sa polyvalence supérieure dans la création de composants de grande taille, le moulage en sable détient une part de marché de 40% à 45% dans l'industrie du moulage des métaux.
Lorsque des professionnels demandent à Google “Qu'est-ce qui est le mieux ?”, il s'agit généralement d'ingénieurs, de concepteurs ou de responsables des achats qui envisagent des alternatives pour un composant spécifique. Ils essaient de comprendre la justification de l'ingénierie de la valeur, quand une plus grande précision est nécessaire et quand il convient d'éviter la complexité à un coût plus élevé. L'objectif principal est donc d'atteindre les critères fonctionnels requis sans dépenser trop d'argent en post-finition et en outillage excessif.
Ce guide vise à vous permettre d'évaluer les deux alternatives avec le niveau de détail requis pour répondre à la question.
1. Qu'est-ce que le moulage en sable ?

L'une des méthodes les plus anciennes est le moulage au sable. Cette méthode utilise des moules temporaires en sable, qui sont préparés et tassés autour d'un modèle réutilisable.
Le modèle réutilisable peut être fabriqué en bois, en plastique et même en matériaux imprimés en 3D. Le modèle réutilisable ressemblera à la pièce finale, mais il comportera des tolérances supplémentaires pour le rétrécissement et l'usinage.
Les ouvriers de la fonderie placeront le modèle dans un flacon en deux parties, appelé chape et traînée. Ils doivent compacter le sable mélangé à des liants autour du modèle et le tasser pour en saisir tous les détails.
Le motif est enlevé une fois le compactage terminé. Cela laisse une cavité pour le métal en fusion.
Les ingénieurs ajouteront un système d'obturation, qui se compose de tiges de coulée, de coulisses et d'élévateurs. Ceux-ci canaliseront le flux et alimenteront le métal pour éviter les vides pendant le refroidissement.
L'alliage en fusion se déverse par gravité dans le moule. Le métal se solidifie à l'intérieur du sable avant que l'ensemble ne soit déposé dans la station d'ébranlement.
Une table vibrante permet de retirer le sable de la coulée refroidie. La plupart du sable peut être réutilisé pour un autre cycle. Le coût des matériaux est ainsi réduit au minimum.
La pièce brute est ensuite acheminée vers des stations de tronçonnage, de grenaillage et de meulage. Ces stations éliminent les pores de la pièce moulée et améliorent la qualité de la surface.
Cette procédure peut être utilisée sur pratiquement tous les types de métaux, y compris les aciers fortement alliés, l'aluminium et la fonte grise. Il n'y a pas de limite pratique au poids des pièces, qui peut aller de quelques grammes à plusieurs tonnes.
La finition de surface typique se situe entre Ra 250 et 500 micro-pouces. Cette rugosité exige souvent un usinage supplémentaire pour obtenir des surfaces fonctionnelles.
Les tolérances dimensionnelles se situent généralement autour de plus ou moins 0,030 pouce par pouce. Naturellement, les pièces plus grandes présentent une variation beaucoup plus importante.
La tendance actuelle dans les fonderies modernes est à l'automatisation des lignes de mélange et de moulage du sable. Ces améliorations renforcent le niveau de cohérence atteint dans le processus de moulage en sable tout en conservant la faible rigueur des coûts des prototypes et des tirages moyens.
Le moulage en sable est encore utilisé pour plus de 50 % du volume total mondial de pièces métalliques moulées. Ce procédé est idéal lorsque vous avez besoin d'échantillons rapides ou de composants structurels complexes et de grande taille.
2. Qu'est-ce que le moulage à la cire perdue ?

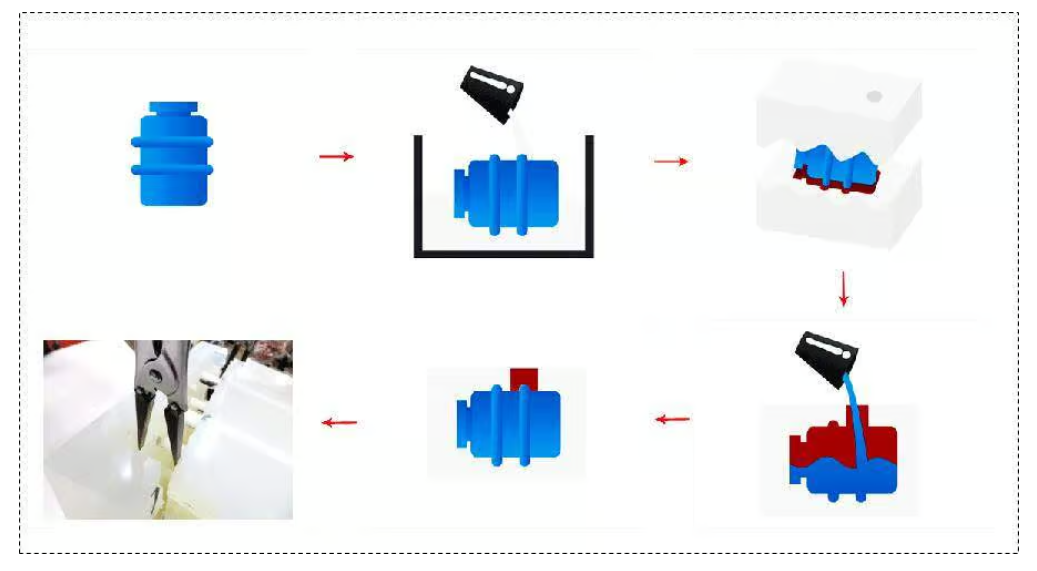
Le moulage à la cire perdue offre une précision remarquable. Ce procédé permet de créer une coque en céramique réutilisable autour d'une réplique en cire de votre pièce.
Pour ce faire, une matrice principale est d'abord créée à partir d'un outillage en aluminium ou en acier. La cire est ensuite injectée dans cette matrice, ce qui permet de créer plusieurs modèles identiques en un cycle rapide.
L'assemblage des pièces en cire sur une carotte commune est réalisé par des techniciens. Cet arbre s'apparente à un ensemble de composants destinés à une coulée simultanée.
Une coque multicouche très résistante est produite par des trempages répétés dans une boue céramique. Le zirconium est fin sur la face interne, tandis que des matériaux plus grossiers sont utilisés sur la face externe pour renforcer la résistance.
Après avoir été séchée, la coquille est placée dans un four. La chaleur élimine toute la cire et crée une coquille creuse en céramique.
Pour améliorer l'écoulement du métal entier, l'enveloppe vide est préchauffée. En outre, le métal entier doit être transporté sous vide ou sous pression.
Une fois la coquille refroidie, il est facile de la briser à l'aide d'un jet d'eau ou d'une vibration mécanique. L'arbre est coupé, et les portes restantes subissent un toucher léger, de l'ordre de quelques millimètres de broyage.
Cette technique est tout aussi efficace pour les superalliages, l'aluminium, les aciers inoxydables et le titane. Pesant généralement moins de 150 livres, la plupart des pièces standard sont beaucoup plus légères, mais il existe des ateliers spécialisés pour les pièces lourdes.
À partir du moule, on obtient un état de surface de Ra 63 à 125 micro-pouces. Les surfaces lisses sont polies en second lieu.
Ils ont généralement des tolérances de 0,005 et cette précision permet au concepteur de sauter la plupart des opérations.
Les passages et les parois minces d'un huitième de pouce sont fabriqués de manière fiable. Sans noyaux supplémentaires, il y aura des contre-dépouilles et des caractéristiques fines détaillées.
Lorsque les économies de poids les plus importantes et une répétabilité élevée sont requises, le moulage à la cire perdue est une excellente option. Lorsque la qualité du composant final est élevée, les processus supplémentaires sont justifiés.
3. Quelles sont les différences entre le moulage à la cire perdue et le moulage au sable ?
La première différence entre les deux procédés est le coût de l'outillage. Le coût des modèles de moulage en sable peut aller de quelques centaines de dollars à quelques milliers de dollars. Par rapport au moulage à la cire perdue, le coût des matrices de moulage à la cire perdue et de l'outillage en cire commence à cinq mille dollars et peut augmenter considérablement pour les modèles plus complexes.
Le nombre de pièces produites change radicalement le coût d'une pièce. Le moulage à la cire perdue est plus économique lorsque le nombre de pièces produites est plus élevé, car la réduction de l'usinage compense le coût du premier jeu d'outils.
Les poids maximum et minimum des pièces constituent également un facteur de séparation évident. Dans le cas du moulage en sable, des pièces pesant plusieurs tonnes, telles que des bases de machines ou des blocs moteurs, sont couramment fabriquées. En revanche, le moulage à la cire perdue est généralement limité à des pièces pesant moins de 150 livres.
Les exigences de finition et les textures de surface sont deux autres processus différents. Les moulages en sable nécessitent souvent un processus de finition (comme le grenaillage et l'usinage CNC) parce que leur surface est rugueuse. En revanche, les moulages à la cire perdue sortent de la coquille avec une finition lisse.
Enfin, la précision dimensionnelle est un facteur très important. Le moulage à la cire perdue a généralement une plus grande précision dimensionnelle que le moulage au sable. Le moulage en sable a une tolérance de ± 0,030 pouce (30 millièmes de pouce) par rapport au moulage à la cire perdue, qui se situe entre 0,005 et 0,010 (5 à 10 millièmes de pouce).
L'ajout de couches de complexité à une conception fait qu'il est préférable d'utiliser des méthodes de coque en céramique plutôt que des méthodes traditionnelles de moulage en sable. Le processus de moulage à la cire perdue permet de créer de multiples parois minces et de nombreuses caractéristiques complexes telles que des contre-dépouilles et des structures internes que les méthodes de moulage au sable ne peuvent tout simplement pas reproduire sans avoir recours à des noyaux et à des ébauches coûteux et fastidieux.
Les délais dépendent également des différentes étapes du processus choisi. Par exemple, les modèles simples et les goulots d'étranglement du moulage en sable peuvent être produits en quelques jours. En revanche, le moulage à la cire perdue devrait prendre des semaines en raison du processus de cirage et de construction de la coquille, qui prend beaucoup de temps. Toutefois, grâce à l'utilisation de l'automatisation moderne, cette situation peut changer.
Les deux procédés diffèrent également en termes d'utilisation des matériaux et de rebuts. Avec l'utilisation d'une assistance sous vide, le moulage à la cire perdue peut atteindre un rendement de 90%. À l'inverse, le moulage en sable utilise davantage de métal dans les colonnes montantes, mais le sable peut être recyclé dans sa quasi-totalité.
Les facteurs environnementaux des deux procédés ne sont pas stagnants. La récupération du sable utilisée dans les méthodes de moulage en sable réduit les déchets de décharge, ce qui n'est pas le cas du moulage à la cire perdue. Globalement, les déchets d'usinage et les processus de finition sont réduits.
Ces différences notables sont la raison pour laquelle votre décision doit commencer par un dessin des pièces et une quantité cible. Des conversations préliminaires avec la fonderie peuvent également déboucher sur des processus hybrides qui tirent parti des avantages de chaque méthode.
4. Avantages du moulage à la cire perdue et du moulage au sable

Le moulage en sable est un procédé extrêmement flexible pour les composants de grande taille. Il est facile de fabriquer un seul boîtier de six mille livres, ou des milliers de supports identiques avec la même approche d'outillage de base.
Il est également intéressant pour les entreprises en phase de démarrage et les ateliers qui cherchent à essayer de nouvelles choses. Les changements de modèles sont également moins coûteux que les changements d'outillage qui sont effectués ailleurs.
Presque tous les alliages peuvent être coulés avec peu ou pas de changements dans le processus. Les fonderies peuvent passer du bronze à l'aluminium, de l'acier à la fonte avec peu ou pas de temps d'arrêt.
Avec le moulage à la cire perdue, l'automatisation a amélioré le processus. et le moulage à la cire perdue a les prix unitaires les plus attrayants. Le sable neuf est également recyclé, ce qui prolonge la durée de vie du sable au fil des ans et maintient les coûts de production à un niveau peu élevé.
Le moulage à la cire perdue offre de meilleurs détails que le moulage au sable, ainsi qu'une plus grande répétabilité. Les dispositifs médicaux ou les pales de turbines présentent des détails qui ne peuvent être obtenus par le moulage en sable.
Un usinage secondaire minimal réduit les coûts du cycle de vie, des tolérances plus étroites réduisent les problèmes d'assemblage et, en fin de compte, le nombre de réclamations au titre de la garantie sur le terrain.
Grâce à l'utilisation de parois minces et de contre-dépouilles, les concepteurs peuvent créer des composants plus résistants et plus légers. Ceci est particulièrement important pour les objectifs de poids des véhicules électriques et de l'aérospatiale.
Dans les alliages exigeants, une meilleure résistance à la fatigue et à la corrosion peut être obtenue avec des surfaces lisses telles qu'elles ont été coulées. Dans l'ensemble, la coquille en céramique permet d'obtenir un métal plus clair avec moins d'inclusions.
Les deux procédés sont utilisés dans toutes les familles de métaux ferreux et non ferreux. Le moulage en sable domine en termes d'échelle, tandis que le moulage à la cire perdue l'emporte en termes de précision et de finition.
Des stratégies hybrides ont été observées plus récemment. Pour les grands corps de pompe, le moulage en sable constitue le corps principal, tandis que le moulage à la cire perdue est utilisé pour les roues précises à dynamique des fluides.
La compilation des informations nécessaires à la conception réduit le risque de gaspillage et le risque de manquer des composants essentiels. Cela permet de déterminer les composants nécessaires, critiques et importants.
Le prototypage rapide et les structures de grand volume sont mieux servis par le moulage en sable. Si vous tenez à la finition de la surface et à la répétabilité, le moulage à la cire perdue est le meilleur choix.
La meilleure combinaison des deux méthodes permet généralement d'obtenir le coût total de possession le plus bas. Les bonnes fonderies citent les deux méthodes côte à côte pour une comparaison rapide.
5. Domaines d'application du moulage à la cire perdue et du moulage au sable
Les industries d'équipement lourd qui ont besoin de pièces de grande taille et robustes sont mieux servies par le moulage en sable. C'est également le cas dans l'industrie automobile pour les blocs moteurs, les culasses et les boîtiers de transmission.
Les châssis de machines de construction, les engrenages et les carters coulés au sable sont fabriqués à l'aide de ce matériau. Les machines agricoles l'utilisent pour les pièces de charrue et les carters de boîte de vitesses robustes.
Lorsque le diamètre dépasse vingt-quatre pouces, les grands corps de pompes et de vannes dans le traitement de l'eau, le pétrole et le gaz et d'autres domaines commencent généralement par des moulages en sable. Il en va de même pour les couvercles de trou d'homme. De nombreuses municipalités utilisent des techniques de moulage au sable aussi anciennes que l'industrie.
Le moulage de précision à la cire perdue est nécessaire dans les domaines où les plus petits détails peuvent entraîner les plus grandes pertes. Ces détails sont essentiels à la performance et à l'efficacité des pièces. Ils sont nécessaires avec une grande précision dans les aubes directrices et les pales de turbine des moteurs d'avion.
Les instruments chirurgicaux et les implants médicaux doivent être conçus de manière à réduire le risque d'infection chez les patients, ce qui est possible grâce à des surfaces lisses et des canaux internes conçus avec une grande précision.
Dans l'industrie automobile, le procédé de moulage à la cire perdue est utilisé pour divers composants, notamment les boîtiers de moteur, les pièces d'alimentation en carburant et les supports complexes. Ces composants sont essentiels pour la réduction du poids, la finition telle que moulée et la fonctionnalité globale des véhicules électriques (VE).
Dans l'industrie de la production d'énergie, le moulage à la cire perdue est utilisé pour les pièces en alliage à haute température qui peuvent résister à des conditions de température et de pression extrêmes, comme celles que l'on trouve dans les segments des chambres de combustion et les roues des compresseurs.
Le gain de poids est une considération importante dans le moulage à la cire perdue de boîtiers de capteurs et de supports d'armes pour les applications de défense. Ces pièces sont fabriquées avec une grande précision et ne nécessitent pas d'opérations de post-coulée.
Le processus de moulage permet de reproduire avec une précision exacte les détails décoratifs complexes que l'on trouve dans la quincaillerie fine, la bijouterie et d'autres objets d'artisanat.
Dans les conceptions hybrides, les deux procédés de moulage sont utilisés dans le même produit. Par exemple, une roue optimisée pour le débit et coulée à la cire perdue peut être logée dans un corps de pompe coulé en sable.
Pour assurer l'intégrité structurelle, les plateaux de batterie des véhicules électriques sont moulés en sable. Ensuite, le moulage à la cire perdue est utilisé pour créer des canaux de refroidissement intégrés et pour monter des capteurs de manière plus précise.
Après avoir analysé la taille, la complexité et le nombre d'unités produites sur une base annuelle, nous pouvons garantir que votre projet spécifique correspondra très probablement à l'un de ces processus de manière transparente. Des ingénieurs qualifiés en fonderie demanderont un double devis qui nous sera retourné dans quelques jours pour répondre à vos questions sur les processus et les coûts de l'adéquation entre vos fichiers CAO et vos quantités cibles.
Il est possible de créer des primes de prix pour des pièces simples dans lesquelles on a investi et des pièces moulées en sable qui ont été usinées de manière excessive. De même, l'implication précoce des fournisseurs peut prévenir ces problèmes. L'industrie du moulage est extrêmement transparente lorsqu'il s'agit de présenter les meilleures options et les coûts les plus bas.
Après avoir pris en compte les facteurs discutés, la réponse à la question sera révélée. L'apprentissage sera bénéfique, que le prochain composant soit de quelques onces ou de plusieurs tonnes. Il vous permettra de respecter le délai et le budget.
En conclusion, la question “quel est le meilleur” reçoit toujours la même réponse pratique. Elle dépend entièrement des spécifications de votre pièce et de vos objectifs de production. Utilisez ce guide comme liste de contrôle et consultez les fonderies le plus tôt possible afin d'obtenir la solution la plus économique pour votre application unique.