Table des matières
Une méthode appelée "moulage par aspiration" permet de fabriquer des pièces métalliques avec une grande précision, en les laissant lisses et presque sans trous minuscules à l'intérieur. Lorsque des formes complexes, des sections minces et une résistance fiable sont nécessaires, les professionnels se tournent souvent vers cette technique. Certains trouvent qu'elle répond mieux à leurs besoins que le moulage à la cire perdue, le moulage sous pression ou le moulage au sable, en fonction de ce qu'ils construisent. De son fonctionnement à la sélection de ses fournisseurs, les détails présentés ici couvrent l'ensemble du tableau sans omettre les points clés.
Comment fonctionne la coulée par aspiration ?
De l'intérieur vers l'extérieur, l'aspiration tire le métal liquide chaud à travers un espace de coulée lorsque l'air disparaît sous l'effet de la force du vide. Plutôt que d'attendre que le poids seul fasse descendre le matériau, le flux tiré atteint les détails les plus fins avec précision. Moins de bulles se forment car le gaz emprisonné s'échappe avant le début du durcissement. Les poches vides se rétractent à mesure que la pression diminue derrière les fronts en mouvement.
Pour commencer, des moules exacts font généralement l'affaire - des coquilles en céramique sont souvent utilisées, un peu comme dans le cas du moulage à la cire perdue. Dans un environnement sous vide, le métal en fusion se déplace plus facilement, ce qui permet d'étanchéifier la structure. Cet emballage serré signifie que les pièces sortent plus résistantes, avec des surfaces plus propres.
Vous recherchez des pièces moulées pour l'aspiration sous vide ? Vous recherchez probablement des pièces qui s'emboîtent parfaitement. C'est là que la précision est la plus importante, car même de minuscules défauts peuvent causer de gros problèmes. Les parois minces doivent rester solides sans se fissurer sous la contrainte. Les équipes de l'aérospatiale comptent sur ce procédé lorsque la sécurité n'est pas négociable. Les fabricants d'appareils médicaux l'utilisent parce que la cohérence permet de gagner du temps par la suite. Les machines dans les usines fonctionnent plus facilement avec ces pièces fiables à l'intérieur. Le secteur automobile exige des surfaces intérieures propres et exemptes de vides cachés. Chaque détail reste intact grâce à l'élimination contrôlée de l'air pendant le formage.
En partant d'un point de vue différent, la coulée sous vide par aspiration surpasse les méthodes traditionnelles par gravité en offrant des résultats plus stables. Lorsque les formes deviennent délicates - pensez aux formes complexes - l'air emprisonné perturbe généralement les choses à l'intérieur, mais ici, ce risque diminue fortement. Grâce à cet avantage, les utilisations à haute performance s'appuient sur cette méthode sans hésitation.
Histoire de la coulée par aspiration

Au milieu des années 1900, de nouvelles méthodes de coulée du métal en fusion ont commencé à prendre forme. La qualité est devenue plus importante lorsque les usines ont eu besoin de pièces plus résistantes. Les ateliers ont donc commencé à tester des installations qui extrayaient l'air pendant la coulée. Au lieu de laisser des espaces à l'intérieur, ils ont essayé d'enfermer complètement les moules. Une approche consistait à utiliser des boîtes hermétiques dans lesquelles la pression chutait avant la solidification. Les résultats se sont améliorés lorsque la circulation de l'air a cessé d'interférer. L'amélioration de l'écoulement dans les formes détaillées a suivi peu après.
L'innovation est née de la nécessité : les exigences de l'aviation ont poussé le moulage sous vide à aller de l'avant. Des avions plus solides nécessitaient des métaux plus résistants, et les matériaux ont donc évolué sous pression. La qualité étant primordiale, le vide a permis d'éliminer les défauts lors de la mise en forme. La précision s'est accrue lorsque les méthodes sans air se sont imposées.
Des machines plus rapides ont lentement pris le relais, leurs mouvements étant plus nets et plus précis. De meilleures pompes à vide ont permis de mieux contrôler le flux d'air, tandis que des capteurs ont suivi chaque variation de chaleur. Grâce à ces progrès technologiques, l'introduction de métal dans des moules sous faible pression est devenue rentable. Les machines qui peinaient auparavant fonctionnent désormais de manière régulière, grâce à des commandes plus intelligentes qui surveillent chaque étape.
Des cuisines aux salles de contrôle, les machines façonnent notre monde en silence. Le moulage par aspiration se démarque là où la qualité ne peut pas plier. Il ne s'agit pas simplement de couler du métal, cette méthode le guide soigneusement en place. Les moules de précision sont soumis à une pression constante, ce qui rend les défauts difficiles à dissimuler. L'ingénierie d'aujourd'hui exige des résultats nets ; cette méthode les fournit sans bruit. Les tâches difficiles trouvent ici des réponses, une pièce solide à la fois.
Types de moulage par aspiration

Qu'il s'agisse de moules en sable ou de moules permanents, le moulage par aspiration change de forme en fonction de ce dont il est fait. Le choix du métal joue également un rôle : chaque alliage se comporte différemment sous pression. Qu'il s'agisse de petits lots ou de séries infinies, la taille de la production modifie la façon dont le processus s'articule. Les ingénieurs s'appuient sur ces détails lorsqu'ils préparent leur prochaine construction.
Moulage par aspiration de coquilles en céramique
Un moule en céramique, semblable à ceux utilisés pour le moulage à la cire perdue, définit cette méthode. Parfaite pour les formes complexes, elle permet de capturer les caractéristiques délicates de la surface. Grâce au vide qui tire le flux, le métal liquide atteint pleinement les zones les plus étroites.
Moulage en sable par aspiration
Les grains fins se déposent plus lentement lorsque le poids importe plus que la brillance. Bien que l'aspect lisse soit inférieur à celui de la céramique, l'aspiration de l'air permet de resserrer le matériau et de limiter les bulles d'air. Les travaux en vrac s'appuient sur le sable lorsque la masse définit la fonction.
Moulage par aspiration de métaux
Ces moules en métal solide fonctionnent bien sous vide lorsqu'il s'agit de produire plusieurs fois un même objet. Non seulement ils conservent leur forme d'un lot à l'autre, mais le processus est plus rapide que les méthodes traditionnelles. L'utilisation répétée de ces moules ne nuit pas à la précision. La vitesse augmente tandis que les mesures restent précises.
Variations spécifiques à l'alliage
Un mélange de chaleur et de pression modifie le comportement des métaux sous vide. Lorsque l'acier inoxydable est soumis à de faibles niveaux d'air, sa réaction n'est pas la même que celle de l'acier au carbone. L'aluminium agit d'une certaine manière, les superalliages d'une autre. Une bonne configuration détermine la solidité du résultat. De mauvais réglages peuvent affaiblir discrètement la structure.
Les besoins du produit déterminent le choix - la complexité, le coût, le volume sont importants. Les croquis techniques guident les fabricants lorsqu'ils proposent des solutions. Ce qui convient à une tâche peut ne pas convenir à une autre.
Comprendre les méthodes de coulée par aspiration ?

Un seul faux pas lors du moulage par aspiration sous vide peut réduire à néant des semaines de travail de précision. Bien qu'invisibles, les variations de pression à l'intérieur du moule façonnent les résultats tout autant que la synchronisation.
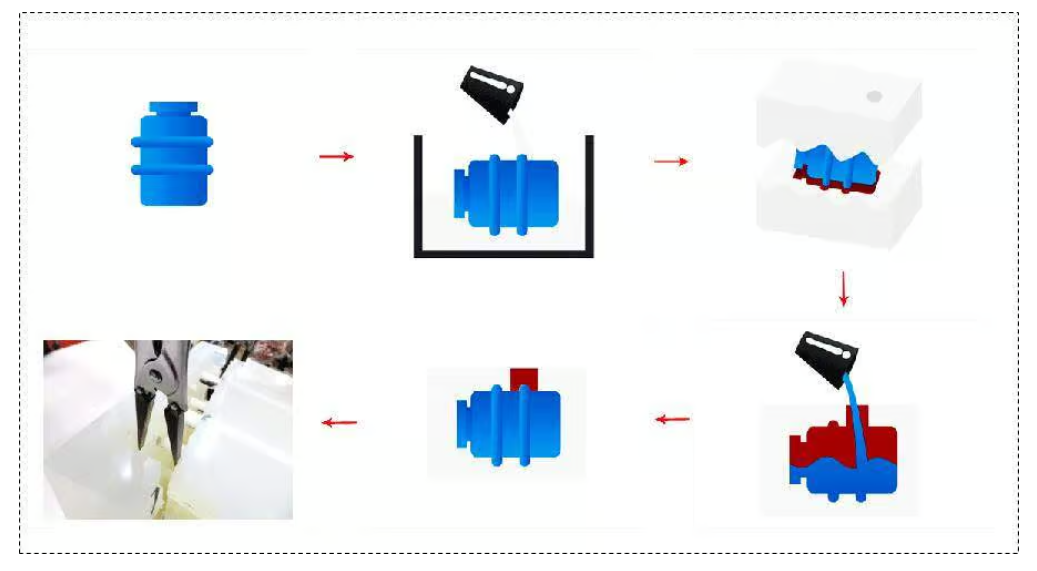
Création de patrons
La forme se dessine d'abord. Généralement, c'est de la cire qui la façonne, mais d'autres matériaux flexibles fonctionnent également. Ce que vous obtenez ressemble exactement à la pièce finie.
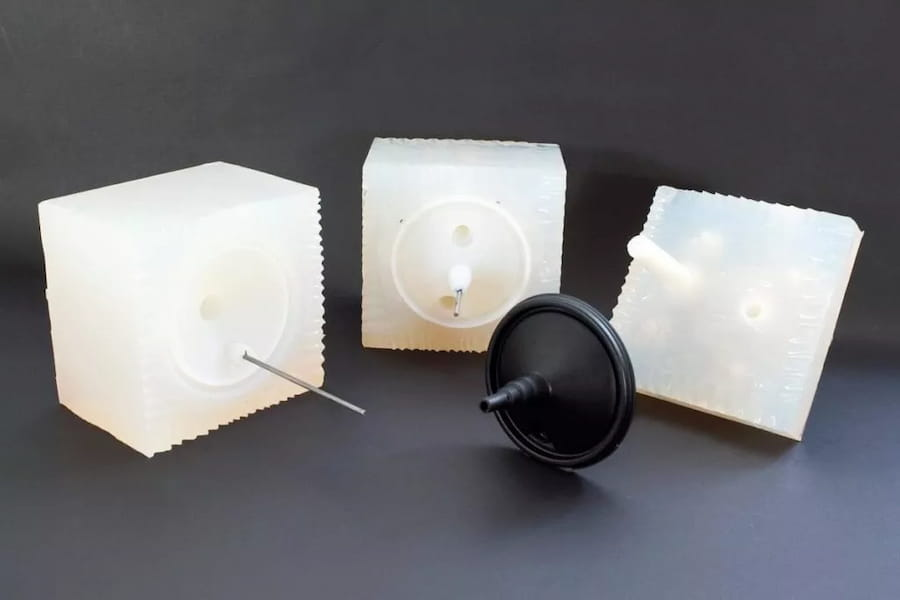
Préparation du moule
Une fine couche de mélange céramique adhère au modèle, suivie d'un saupoudrage de sable. Une couche après l'autre s'accumule lentement au fil du temps. Lorsqu'elle est suffisamment épaisse, elle prend une forme extérieure rigide. La chaleur élimine complètement la cire intérieure. Derrière, il reste un espace vide qui a la forme de l'original.
Mise en place du vide
Un conteneur prêt à être coulé entre dans la salle sous vide. Le scellement se fait de manière étanche pour éviter toute fuite. La pression baisse lentement, réglée juste avant la coulée.
Fusion et coulée de métaux
Coulée à chaud, le métal se met en place à l'intérieur d'une chambre hermétique. L'air étant éliminé, il se glisse entièrement dans chaque coin de la forme. La différence de pression le fait passer complètement.
Refroidissement et solidification
Une fois rempli, le métal durcit en perdant de la chaleur dans le moule. Afin de réduire les écarts dus à la contraction, le refroidissement s'effectue sous étroite surveillance. Dans les premiers instants du durcissement, un vide peut rester en place.
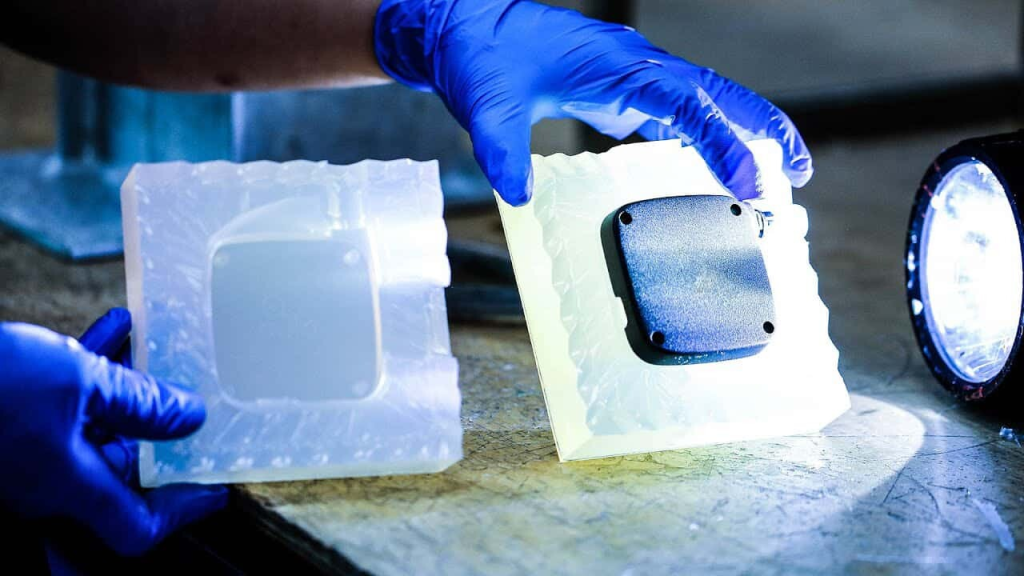
Retrait de la carapace et touches finales
Après le durcissement, les ouvriers enlèvent le moule en céramique. Vient ensuite le nettoyage, puis l'ébarbage et le travail de surface. Parfois, des étapes supplémentaires interviennent ensuite - usinage ou chauffage, selon les besoins.
Des réglages précis déterminent les performances de chaque phase. La chaleur n'est pas la seule à jouer un rôle, la pression sous vide aussi. Le timing entre en ligne de compte. Le succès se cache dans ces détails, jamais annoncés à l'avance.
Avantages de la coulée par aspiration ?

L'une des raisons pour lesquelles les gens s'intéressent au moulage par aspiration est qu'il permet d'éviter certains problèmes anciens. Les résultats sont plus silencieux dans l'atelier - moins d'éclaboussures, moins de dégâts. Elle déplace le métal plus rapidement que la coulée traditionnelle, tout en restant stable sous pression. Les gens remarquent moins de défauts dans la pièce finale. Cette méthode permet également de mieux gérer les parois minces, comme si elle savait où couler. Il n'est pas étonnant qu'elle attire l'attention de ceux qui en ont assez des retouches.
Porosité réduite
La mise sous vide permet d'aspirer l'air et les gaz emprisonnés à l'intérieur du moule. De ce fait, les bulles se forment beaucoup moins souvent à l'intérieur de la pièce. Des matériaux plus denses prennent forme. La résistance de la pièce reste plus constante.
Finition de surface supérieure
Le métal se déplace facilement dans le système. De ce fait, les surfaces sont plus propres. Les méthodes de moulage au sable nécessitent moins de travail supplémentaire par la suite.
Propriétés mécaniques améliorées
La résistance à la fatigue s'améliore lorsque la densité augmente, de sorte que les matériaux plus résistants gèrent les contraintes de manière plus efficace. Les pièces porteuses en bénéficient le plus car elles subissent une pression constante.
Bon pour les parois minces
Le remplissage des zones minces - généralement difficile avec le moulage par gravité - fonctionne bien ici. Il est donc possible de réaliser des constructions plus légères et plus petites.
Meilleure précision dimensionnelle
La traction par le bas permet de remplir plus complètement les moules. Grâce à cette méthode, les formes détaillées sont copiées avec précision.
Performance accrue de l'alliage
Les mélanges de métaux fins donnent souvent de bien meilleurs résultats lorsqu'ils sont coulés sous vide. L'air étant éliminé, il n'y a pas de réactions indésirables pendant la mise en forme.
Réduction des taux de défectuosité
La réduction du nombre de pores entraîne une diminution des déchets de production. De ce fait, les usines dépensent moins de matériaux et terminent leurs travaux plus rapidement.
Le moulage par aspiration sous vide permet d'obtenir naturellement des tolérances serrées. Cette méthode se distingue là où les détails comptent le plus. Les performances sous contrainte présentent également des avantages évidents. Les pièces de précision prennent forme de manière fiable à chaque fois. Les exigences élevées sont satisfaites sans compromis. Le succès se traduit par une constance dans les séries
Utilisation de la coulée sous vide dans les processus de fabrication
Une méthode reposant sur la pression du vide trouve sa place là où la précision est la plus importante. Les industries la choisissent lorsque la cohérence ne peut être compromise. Grâce à un tirage propre et à un flux régulier, les performances restent élevées. Lorsque les résultats doivent répondre à des normes strictes, cette approche tient bon.
Composants aérospatiaux
Tout d'abord, les pièces d'avion doivent être résistantes et précises. Pour répondre à ces besoins, le moulage sous vide entre en jeu. Prenons l'exemple des sections de turbines ou des cadres de support : ils bénéficient d'améliorations considérables grâce à cette méthode.
Industrie automobile
Rendues résistantes par l'élimination de l'air, les pièces moulées fonctionnent bien sous contrainte. Comme rien ne remplit les espaces à l'intérieur, elles durent plus longtemps lorsqu'elles sont soumises à une forte pression. Les versions légères sont tout aussi solides. Les pièces formées sous vide permettent de réaliser des travaux difficiles sans ajouter de poids.
Équipement médical
Une surface propre est primordiale pour les outils médicaux. Sans poussière, chaque pièce s'adapte exactement au besoin. L'air étant évacué pendant le moulage, les minuscules particules restent à l'écart. Grâce à cette méthode, l'équipement chirurgical se présente sous son meilleur jour. Les pièces d'implants prennent forme avec précision dans des conditions de vide.
Machines industrielles
Lorsque les pièces sont soumises à des contraintes, de minuscules lacunes à l'intérieur peuvent provoquer une défaillance précoce. Une structure plus solide signifie qu'elles résistent plus longtemps.
Secteur de l'énergie
Les pièces en métal durent longtemps dans les conditions difficiles que l'on trouve dans les secteurs de l'énergie. Parce que ces conditions poussent les matériaux à leurs limites, la coulée sous vide intervient discrètement, offrant une résistance sans fanfare. Les machines continuent de tourner lorsque des méthodes comme celle-ci résistent à la pression.
Pourquoi les ingénieurs privilégient-ils cette méthode ? Parce qu'elle répond aux exigences de vitesse, de précision et de budget sans compromis. Il arrive qu'un seul facteur soit déterminant, mais aucun n'est laissé pour compte.
Test de qualité de la coulée par aspiration ?

En l'absence de contrôles solides, le moulage par aspiration peut rapidement déraper. Les personnes qui s'intéressent à cette question se préoccupent généralement de savoir si les fournisseurs livrent de manière cohérente.
Inspection visuelle
Tout d'abord, les ouvriers vérifient la douceur de la surface et ses dimensions exactes. Les fissures ou les petits trous à l'extérieur apparaissent lors de cette vérification. Ils marquent alors ces défauts pour examen.
Contrôle non destructif (CND)
Trouver des trous cachés dans le métal ? C'est ce que font les scanners à rayons X. Les ondes sonores qui traversent le matériau révèlent les défauts qui s'y trouvent en profondeur. Pour obtenir des pièces solides, il faut d'abord savoir ce qu'il y a en dessous.
Essais mécaniques
La fermeté, la force de traction qu'il peut supporter et la résistance sont vérifiées. Ces vérifications permettent de s'assurer que tout est conforme aux règles nécessaires à une bonne construction.
Analyse de la composition chimique
Les spectromètres permettent de déterminer quels métaux se trouvent à l'intérieur. Les matériaux restent inchangés car des contrôles comme celui-ci permettent de détecter les différences à un stade précoce.
Mesure dimensionnelle
Le rôle de ces machines est de trouver des points exacts. Avant qu'un colis ne parte, les petites différences sont vérifiées.
Les usines qui s'en tiennent à des normes élevées intègrent des contrôles à chaque étape. Parce que les résultats doivent rester stables, chaque lot fait l'objet d'un examen minutieux avant d'être expédié.
Trouver un service fiable de moulage par aspiration sous vide ?
L'un des moyens de repérer un fournisseur de moulage par aspiration solide est de vérifier depuis combien de temps il existe. Comme les antécédents sont importants, vérifiez s'il possède les certifications appropriées. Les compétences techniques se manifestent souvent dans les échantillons de travail, et ce détail mérite donc une attention particulière. Lorsqu'il est question de volume de production, les limites de production de l'entreprise peuvent être déterminantes pour le respect du calendrier. Des contrôles de qualité sont-ils effectués au cours de la fabrication ? Ces processus ont tendance à révéler la cohérence en coulisses.
Une entreprise solide vous montrera exactement comment les choses se passent en coulisses. En effet, des mises à jour claires vont de pair avec une aide technique fiable. En outre, il est logique de choisir un fournisseur habitué à expédier à l'étranger lorsqu'il embarque des outils de test haut de gamme.
Besoin d'un moulage par aspiration bien fait ? Fuchun Casting fournit des réponses intelligentes en matière de fabrication. Leur site montre ce qu'ils traitent, comment ils le font et quels sont les produits qui sortent de leur atelier. Le fait de s'appuyer sur des fabricants expérimentés permet d'obtenir des résultats stables tout en respectant les délais sans tracas.
Prenez un ou deux échantillons - voire des exemples de projets antérieurs - avant de vous lancer dans des lots importants. Lorsque les ingénieurs et les fabricants se parlent tôt, les erreurs qui grèvent les budgets ont tendance à s'estomper.
Résumé
La coulée par aspiration, qui commence en douceur, tire le métal fondu dans les moules en utilisant la force d'aspiration plutôt que la gravité. Cette méthode permet de réduire les poches d'air tout en tassant le matériau plus étroitement à l'intérieur. On la trouve souvent en train de tourner dans les usines fabriquant des pièces d'avion, mais aussi dans les moteurs de voiture et les outils chirurgicaux. Les couches extérieures lisses se détachent naturellement, presque par habitude. La force à l'intérieur de la structure augmente sans grand effort. Les mesures restent précises et correspondent toujours aux plans.
Les ingénieurs gagnent en clarté en parcourant chaque étape, en repérant les avantages, puis en vérifiant comment les tests confirment la qualité. Un fournisseur stable est tout aussi important lorsqu'il s'agit d'obtenir une production stable dans le temps.
Le moulage par aspiration intervient lorsque les formes se tordent, que les parois s'étirent, mais que la résistance reste essentielle. Grâce à une pression constante tirant le matériau en place, il gère les formes délicates que d'autres peinent à tenir. Lorsque les détails sont importants et que la structure ne peut pas se plier, cette méthode garde son emprise.