جدول المحتويات
Casting metals is an essential part of modern industries. Either it is the automotive, aerospace, construction, or consumer goods industries, newly made parts and components coming out of the molds contain defects such as excess sand, oxide layers, scales, burrs, and pores. These parts need surface treatment processes to become suitable for challenging tasks and aesthetically pleasing.
Most buyers searching for “castings” do not want simple shapes. They want shapes that can be treated to withstand corrosion, wear, and extreme temperatures. Surface treatment processes add value to such casts and also help in avoiding early failures.
This extensive guide will help you understand the reasons, common techniques, and workflow involved in surface-treated castings. Engineers, buyers, and manufacturers will be able to acquire better castings.
1. Why perform surface treatment on metal castings?

Surface treatment improves the quality of castings that are manufactured with surface blemishes and irregularities that limit their functional capability adversely. Castings that are made of iron or steel may have sand residue, and aluminum die castings may have a small amount of porosity or flashes.
Iron and steel die castings that are left untreated will corrode more quickly in wet and chemical environments. Untreated castings will corrode more quickly in humid or salt spray environments.
Uniform and contaminant-free surfaces are a necessity. Contaminants like scale, oxides, and encapsulated particles are all substances that can weaken and cause early failure in coatings.
In some cases, the requirements are very specific. Components of the automotive industry need very high abrasion resistances, and fittings in the marine industries require very high resistance to corrosion from salt water.
Surface treatments also improve the adhesion of coatings and platings. Stress can cause coatings to delaminate, crack, or bubble, and the cause of this is often due to insufficient surface preparation.
Standards and warranties are rising, and industries are beginning to feel a greater burden to adhere to these standards in order to avoid rejected products, rework, and failures in the field.
Engineers often place emphasis on surface treatments when they want to prolong the service life of a product. A properly treated casting can significantly improve the longevity of a product even in very demanding conditions.
There are also aesthetic reasons for needing surface treatments on certain components. Architectural hardware, consumer appliances, and frames of furniture all require attractive surfaces.
Increased demands for surface treatments bridge the gap between the excellent casting and the inferior reality of end-use dependability.
2. What are some common surface treatment processes?

Among the many different surface preparation techniques, shot blasting and sand blasting are two of the more common techniques. A high velocity, abrasive medium such as steel shot or sand is aimed at the surface to remove sand, oxides, and various other surface contaminates.
In massive production runs, shot blasting is clearly superior in performance, and the introduction of compression stresses can improve the fatigue life of the product. Because of this, shot blasting is widely used on iron and steel castings of automotive chassis and bases of various machinery.
Sand blasting can get the job done on a variety of geometries, especially on those that are deep and have recesses. Sand blasting can prep the surface of the material so that the surface can bond properly for whatever covering comes next.
Polishing is done first and is followed by grinding. Polishing and grinding are done after an initial cleaning. This is done with abrasive belts or wheels that will knock off the burr, flash, and small defects.
It will achieve a smoother surface that is either a final surface or a surface that may seal. This will help to reduce a stress riser that may induce a crack with the amount of weight that is applied multiple times to a material.
Phosphate coating is done by chemically applying a process layer of phosphate that may be helpful to bond paint and protect from corrosion moderately.
Phosphate coating is also good for steel and zinc die castings. It is a good primer for powder coating or painting for industrial machinery.
Anodizing is for aluminum and aluminum alloys. It is an electrochemical process that will thicken and form a porous layer of aluminum oxide.
The aluminum oxide is incredibly hard and highly resistant to abrasion. It can also provide colors that may be beneficial to the look and design of electronic cases or buildings.
Electroplating is a process that will form a layer of metal and is done using an electric current. It is done with zinc, nickel, chrome, and copper.
Zinc plating will protect steel castings from corroding. Chrome plating will make the surface of sanitary fittings look shiny and will add resistance to wear to the fittings.
Electroless plating can make uniform deposits without the use of electricity. The nickel-phosphorus coating works with complex geometries and offers uniform thickness, unlike the breadboard plating method.
This method of coating works best on difficult geometries like blind holes or threaded holes. It also increases the hardness and chemical resistance of the part being plated.
Powder coating involves the application of dry polymer powder, which is then cured in an oven. This results in a uniform layer with a high resistance to chipping and scratching and forms a tough coat to protect the part.
Powder coating is available in an almost infinite range of colors and textures and is especially useful to protect outdoor castings of things like lamp posts, grilles, or enclosures for machinery with a utility life of 10 to 20 years.
Liquid (wet) painting offers the greatest flexibility for the provision of bespoke colors, especially in low volume applications, and involves the use of primer, topcoats, and specialist paints.
In the extremes of industrial settings, waterproof (epoxy or polyurethane) paints are useful to protect against Ultra Violet (UV) light, chemicals, and abrasion.
Hot dip galvanizing provides an inexpensive means of giving pieces of castings a level of corrosion protection for life. The dipping process results in a thick layer of zinc bonded metallurgically to the surface. The zinc layer is sacrificial to the corrosion protection of the steel.
The process is best for the castings of structures to be in use in coastal or industrial environments, and with the right technique, can withstand corrosion for 50 years, even with very minimal maintenance.
Passivation is a process that can be used to improve the corrosion resistance of stainless steel or aluminum and involves the removal of free iron to leave an oxide that is passive.
The process is very simple and involves a chemical dip and works to prevent pitting while still helping to maintain a hygienic condition, for food processing or medical applications, of the castings used.
Laser treatment and PVD (Physical Vapor Deposition) are the most advanced treatment options. PVD hard ceramic coating provides extreme wear resistance.
Laser hardening is the process of strengthening gear teeth or wear surfaces without the distortion of the entire part.
These different treatments depend on the alloys, geometry, and desired performance of the end product. Furthermore, integrating different treatments (e.g., shot blast followed by powder coating) is often the most advantageous.
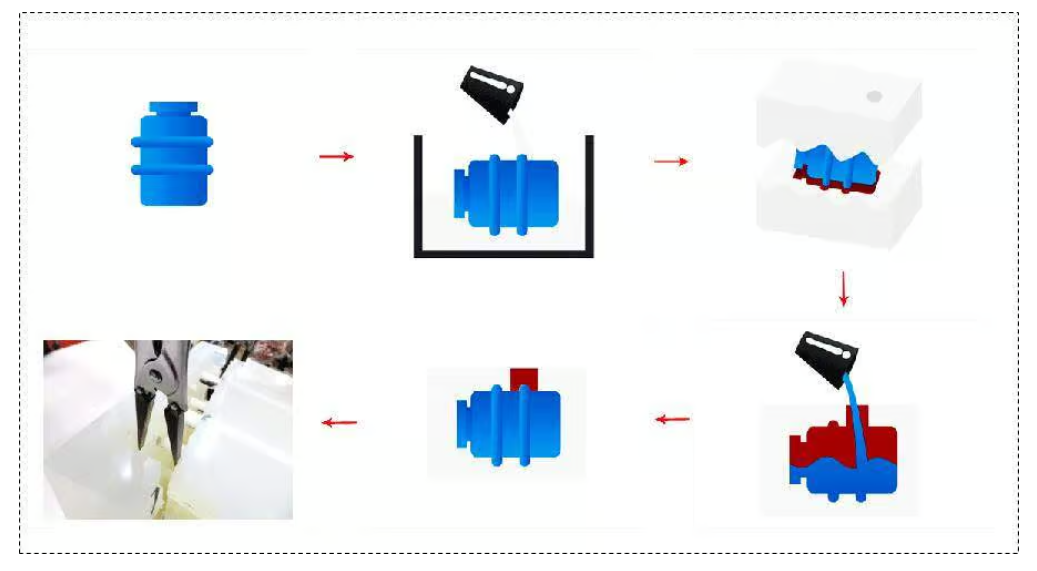
3. Flowchart of surface treatment process for metal castings
Surface treatment is done in a sequence that ensures quality and efficiency.
Step 1. The castings are received and inspected. The castings are visually and mechanically inspected to see if there are any major discrepancies with the dimensions.
Step 2. The castings undergo a cleaning shot blast or sand blast treatment to remove any mold, sand, scale, or debris. The result is a surface with a uniform rough texture.
Step 3. Deburring and Grinding. Manual or automated tools remove the flash, gates, risers, and sharp edges.
Step 4. Pretreatment. The grease and oil are removed by a process known as degreasing. Acid etching, or pickling, is used to chemically prepare the surface to be bonded.
Step 5. Primary Surface Treatments. Core protection treatments are used (e.g anodizing (aluminum), galvanized (steel), or electroplating) to surface the materials based on the materials used and the requirements.
Step 6. Secondary Surface Treatments. Additional coatings of powder or wet paint are added to provide colour, an added treatment to enhance corrosion resistance, or an added treatment to enhance UV protection.
Step 7: Curing/drying – Curing powder or paint involves oven baking. Sensitive components can be air-dried or dried at low temperatures.
Step 8: Final inspection and testing – Measuring the thickness of coatings, adhesion quality (cross-hatch or pull-off tests), and salt-spray resistance. Some of the tests can be subjective.
Step 9: Packaging and shipping – Wrapping, crating, and the use of desiccants can be used to protect the finished castings from damage during transport.
The casting type dictates the precise sequence. While die-cast aluminum may skip heavy mechanical cleaning, sand-cast iron will require aggressive initial blasting.
In-house or integrated suppliers improve the efficiency of this flow and will reduce handling damage and lead times. Proper sequencing will help to avoid potential issues such as blistering or poor adhesion.
4. What are the advantages of surface treatment for metal castings?
The main benefit is the improved resistance to corrosion. Surface treatments create a barrier that stops corrosion from happening.
When castings are treated with zinc or thick powder coatings, they can last for many decades without a significant amount of deterioration.
Automotive or marine parts that have been treated can last anywhere from two to five times longer than those that have not.
Parts that require frequent replacement will reduce downtime on a production line and reduce costs.
Certain surface treatments will enhance resistance to wear and abrasion on materials. Shot peening creates a compressive surface that will add to the impact surface of the treatment.
Through millions of cycles, the masses and friction of constructed materials will be reduced in items like pumps, valves, and gears.
It is criticial to surface hardening and stress relieved treatments that create surfaces that will minimize the initiation of cracks, so that the treatments will enhance performance.
This is especially true for items that will be subjected to heavy machine and aerospace uses, to withstand the cycling loads of vibration.
Smooth surface treatments or decorative coatings that provide a consumer facing finish to a product can enhance the perception of value to the product. This also increases the price that can be set for coated or plated items.
When surfaces are prepared, coatings adhere stronger than the surfaces to be coated. This means that even when subjected to impacts or changes in temperature that create expansion, the adhesion to the coated surface is maintained.
When surfaces are treated, the coatings of the surfaces are so designed to resist wear that maintenance intervals on the surfaces are far in excess of those that will be untreated.
Parts keep their structure when assembling features and components with close tolerances and higher dimensional stability and deflection due to stress relief during secondary machining.
With treated castings, the manufacturer does not need to change the base alloys to get flexibility.
The treatment costs are an investment because the costs due to scrap, reworked parts, field returns, warranty returns, and/or due to the lack of quality are eliminated. The treatment helps to exceed those castings made of treated metal, which were normally treated.
5. Where can I buy metal castings with surface treatment?
Simplifying purchase processes, integrated foundries offer finished metal castings with surface treatment, finishing, and machining.
Search for ISO 9001, IATF 16949, and/or AS9100 certified quality processes.
Sites such as Alibaba, ThomasNet, or made-in-china contain many supplier offerings; filter those listing surface treatment specs in their offerings.
Due to their precision, prompt treatment, and strict quality standards, metal foundries in North America and Europe are more expensive and are more suited for specialized, regulated, or high-value applications. In contrast, metal foundries in Asia (China, India, and Vietnam) are more affordable and more focused on mass production. They have also invested in compliant treatment to international standards.
Provide your treatment specs, alloy type, treatment thickness, and salt-spray test results to request quotes.
Request sample parts and 3rd party test reports. Dependable suppliers provide their process photos, lists of equipment, and references from customers without being asked.
Keep hybrid sourcing with local agents and/or importers in mind. They deal with translation and logistics and direct you to specific overseas foundries.
Are there any particularly prominent names among these importers? Fuchun Foundry Company.
Be the first to set requirements such as material grades, expected environmental exposure, color standards, volume, and budget. This aids in choosing suppliers.
Many of the top performers have customized treatment solutions with combinations of blasting + phosphating + powder coating + etc.
Commence discussions with as many as possible. Evaluate and contrast their lead time, quotations, communication, and adaptiveness.
Surface-treated castings come to you fully assembled or ready for installation. They reduce the degree of processing required in-house and provide reliable quality consistency from batch to batch.